(54) УСТАНОВКА ДЛЯ ЛОКАЛЬНОГО ГАЛЬВАНОПОКРЫТИЯ
Изобретение относится к. технике гальванопокрытий в производстве полупроводниковых приборов и микросхем и может быть использовано в гальванических цехах при обработке корпусов и отрезков лент полупроводников.ых приборов и микросхем.
По основному авт.св. 642382 известна установка, содерхсащая корпус, в котором смонтирован гальванический
блок,, кассеты с механизмом прижима обрабатываемых изделий, ванна для электролита, насос для подачи электролита и блоки электроавтоматики, в которой кассеты с механизмом прижима смонтированы на корпусе установки с возможностью вертикального перемещения и поворота вокруг горизонтальной оси и выполнены в виде корпуса с шарнирно-поворотными пальцами и тягами. Корпус каждой поворотной кассеты выполнен в виде удли ненногр параллелепипеда с по.пыми цапфами на концах.
. Данное выполнение кассет позволяет одновременно устанавливать обрабатываемые изделия, по крайней мере, на двух горизонтально-параллельных, плоскостях параллелепипеда. В установке поворотные кассеты выпол-
няют роль несущего элемента конструкции для обрабатываемых изделий и роль прижима, содержащие герметизирующие эластичные прокладки.
При этом маскирующие элементы, которые определяют форму, размеры и точность расположения зоны обработки, расположены на неподвижной части-установки непосредственно под поворотными кассетами i ,
Такое компановочное решение не обеспечивает достаточной точности нанесения покрытия при обработке изделий ма.пых- размеров, например корпусов, а также отрезков лент с повышенными требованиями по точности расположения зон обработки. Целью изобретения я-зляется повышение качества покрытия за счет
20 повышения точности совмещения маскирующих элементов с зонами локального нанесения металла на изделиях .
Поставленная цель достигается
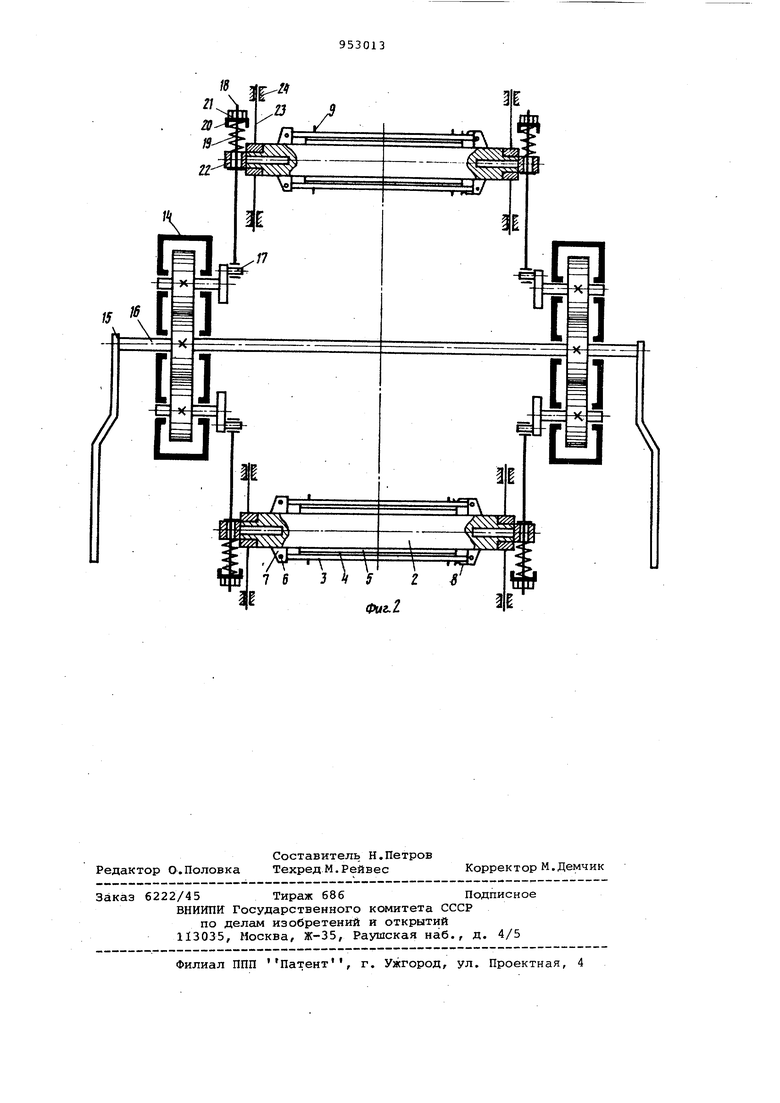
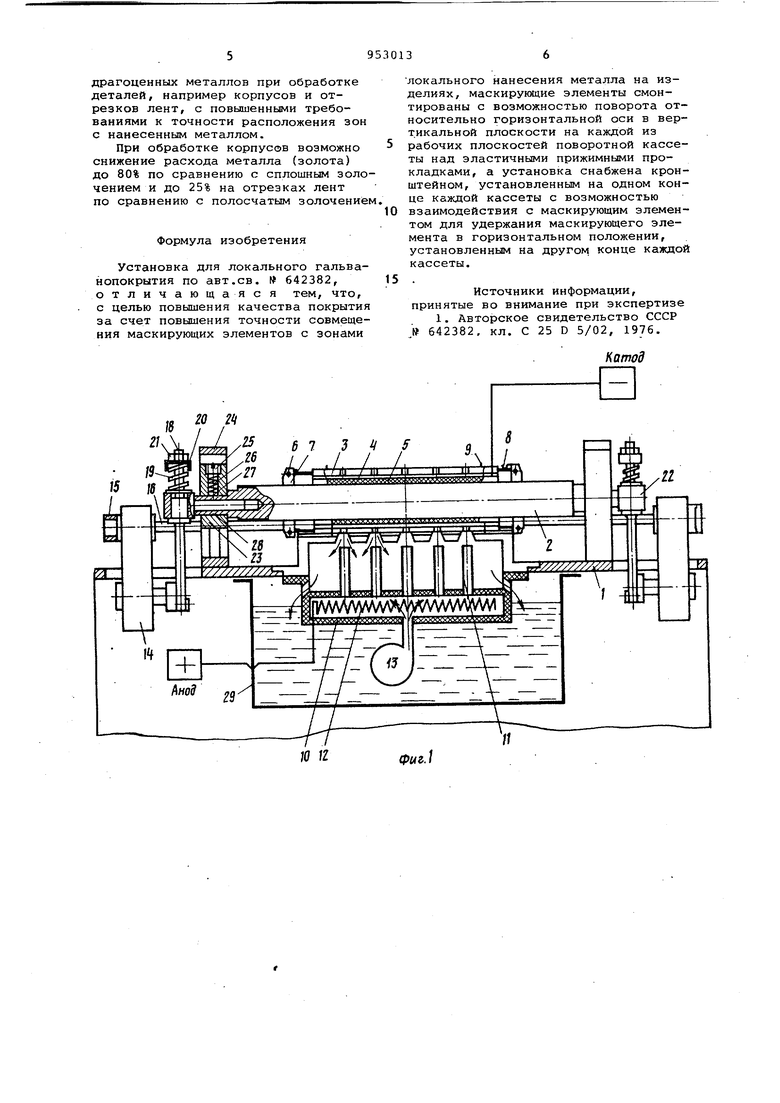
25 тем, что в установке маскирующие элементы смонтированы с возможностью поворота относительно горизонтальной оси в вертикальной плоскости на каждой из рабочих плоскостей поворот30ной кассеты над эластичными прижимHfcJMH прокладками, a установка снабжена кронштейном, установленным на одном конце каждой кассеты с возможностью взаимодействия с маскирующим элем ентом для удержания маскирую1,его элемента в горизонтальном положении, установленным на другом конце каждой кассеты. На фиг.1 изображена конструктивно-функциональная схема установки; rfa фиг.2 - кинематическая схема мех низма прижима. Установка для локального гальван покрытия состоит из корпуса 1, на к тором смонтированы поворотные кассеты 2 с маскирующими элементами 3, обрабатываемыми изделиями 4, эластичными прокладками 5, осями б, кронштейнами 7, посредством которых каждый маскирукнций элемент 3 связан шарнирно с корпусом кассеты 2, фиксаторами 8 и установочными штифтами 9, гальванический блок 10 с соплами 11, анодом 12 и насосом 13 для подачи электролита, механизм прижима изделий, выполненный в виде редукторов 14 с приводными рычгагами 15. Ведущие валы редукторов жестко связаны между собой общим валом 16. Ведомые валы редукторов, содержащие эксцентричные пальцы 17, шарнирно связаны посредством тяг 18, пружин 19, упорных шайб 20 и регувпировочных гаек 21 с шарнирно-поворотными пальцами 22, которые подвижно с возможностью поворота встав лены в отверстия полых цапф кассет НаружнЕЛми поверхностями полых цапф каждая кассета соединена с ползунами 23, которые имеют возможность вертикального перемещения в направляющих 24. Для фиксации рабочих плоскостей кассет 2 в горизонтальной плоскости после каждого поворота на 180 ползуны 23 содержат фиксаторы, состоящие из регулировочной пробки 25 .пружины 26, а на наружных поверхностях полых цапф кассет выполнены отверстия 28. Гальванический блок 10 смонтирован так, что нижняя его часть расположена в гальванической ванне 29. Установка работает следующим образом. На обращенную вверх рабочую поверхность каждой .кассеты 2. на элас тичную прокладку 5 и установочные штифты 9 укладывают-обрабатываемое изделие 4 (при этом маскирующие элементы 3 находятся в вертикальном положении) и маскирующими элементами 3, поворачивая их на оси б относительно кронштейна 7, обрабатываемые изделия прижимают к эластичным прокладкам 5,- фиксатором 8 удер живают маскирующие элементы в горизонтальном положении. Приводной рычаг 15 поворачивают в положение, соответствующее верхнему крайнему положению кассет 2.При этом общий вал 16 передает крутящий момент одновременно на оба ведущих вала редукторов 14. Ведомые валы редукторов, на которых закреплены эксцентричные пальцы 17, поворачиваясь, перемещают тяги 18 вверх. Кассеты занимают крайнее верхнее положение. После этого каждую кассету 2 поворачивают на 180 и рычагами 15 опускают в крайнее нижнее положение до контакта маскирующих эле- . ментов с гальваническим блоком 10. Таким образом, загруженная изделиями плоскость каждой кассеты готова к обработке, а противоположные стороны кассет, обращенные вверх, готовы к перезагрузке. Bк шчaют привод насоса 13 и электролит из ванны 29 нагнетается в гальванический блок 10 и через сопла 11, отверстия в гальваническом блоке и отверстия в маскирующих элементах 3 входит в контакт с обрабатываемыми изделиями 4. Электрическая цепь анод-катод замыкается и начинается осаждение металла на изделия. При этом прокачка электролита осуществляется непрерывно по схеме: гальваническая ванна 29- насос 13 - гальванический блок 10- сопла 11 изделие 4- гальваническая ванна 29.., Одновременно с процессом осаждения металла на изделия, находящиеся в нижнем положении (в контакте с электролитом), верхние плоскости кассет перезагружаются новой партией изделий. После окончания процесса осаждения металла, прекращается подача электролита через насос 13, размыкается электрическая цепь анод-катод, поворотом рычагов 15 кассеты 2 поднимают в верхнее положение, поворачивают их на 180 и рычагом вновь опускают в нижнее положение, после чего включают подачу электролита и цикл повторяется. Изобретении позволит выполнить совмещение зон обработки на изделиях с отверстиями маскирующих элементов до поворота кассет на 180 и до перемещения их в крайнее нижнее положение. Это значительно повысит точность совмещения, так как оно в данном случае не зависит от качества и точности изготовления направляющих и точности взаимного расположения подвижной и неподвижной кассет. Крепление маскирующих элементов непосредственно на поворотных кассетах позволит расширить номенклатуру изделий, обрабатываемых на установке, дополнительно ср1изкть расход драгоценных металлов при обработке деталей, например корпусов и отрезков лент, с повышенными требованиями к точности расположения зон с нанесенным металлом. При обработке корпусов возможно снижение расхода металла (золота) до 80% по сравнению с сплошным золо чением и до 25% на отрезках лент по сравнению с полосчатым золочение Формула изобретения Установка для локального гальванопокрытия по авт.св. № 642382, отличающаяся тем, что, с целью повышения качества покрыти за счет повышения точности совмеще ния маскирующих элементов с зонами локального нанесения металла на изделиях, маскирующие элементы смонтированы с возможностью поворота относительно горизонтальной оси в верт.икальной плоскости на каждой из рабочих плоскостей поворотной кассеты над эластичными прижимными прокладками, а установка снабжена кронштейном, установленным на одном конце каждой кассеты с возможностью взаимодействия с маскирующим элементом для удержания маскирующего элемента в горизонтальном положении, установленным на другом конце каждой кассеты. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 642382, кл. С 25 D 5/02, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для локального гальванопокрытия | 1976 |
|
SU642382A1 |
| Установка для химической обработки изделий | 1987 |
|
SU1504289A1 |
| Установка гальванопокрытия | 1987 |
|
SU1437416A1 |
| Установка для локального нанесения гальванического покрытия | 1988 |
|
SU1618789A1 |
| Ванна навесная | 1977 |
|
SU668982A1 |
| ГАЛЬВАНИЧЕСКИЙ СПОСОБ НАНЕСЕНИЯ ЛОКАЛЬНОГО ПОКРЫТИЯ | 1991 |
|
RU2049828C1 |
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| Полуавтомат для заточки изделий типа инъекционных игл | 1980 |
|
SU931347A1 |
| Устройство для нанесения локального гальванического покрытия | 1989 |
|
SU1703718A1 |
| Устройство для химической обработки изделий | 1989 |
|
SU1723198A1 |