Изобретение относится к обработке металлов давлением и может быть использовано для выполнения кровельных работ и стеновых конструкций на объектах гражданского и промышленного строительства в любых регионах, а также выполнения ремонтных работ.
Наиболее близким техническим решением к изобретению является стан для профилирования панелей, содержащий разматывающее устройство, формирующее устройство с профилирующими клетями, гильотину, приемный стол и приводы.
Недостатком данного устройства является необходимость планировки и обустройства площадки (выравнивание поверхности, утрамбовка ее щебнем или гравием как под сам стан, так и под столы приема прямых и арочных панелей). Установка на передвижном устройстве и профилирующих и гибочных станов обуславливает увеличение габаритов передвижного транспортного устройства (длина стана 20 25 м), а также накладывает ограничения на ширину панели и возможность изменения ее ширины. Это приводит к удорожанию стана, требует производства нестандартного транспортного устройства, также ведет к уменьшению мобильности стана и невозможности использования стана на любой неподготовительной площадке и значительному удорожанию оборудования.
Технический результат изобретения обеспечение гибкости технологии и повышение качества монтажа путем минимизации габаритов установки, возможности ее эксплуатации на неподготовительных площадках, на кровле и на подвесной платформе с подачей листов на кровлю. При этом возможно изменение ширины панелей путем переналадки стана при наличии исходного металла различной ширины.
Это достигается тем, что стан для профилирования панелей, содержащий разматывающее устройство, формирующее устройство с профилирующими клетями, гильотину, приемный стол и приводы, снабжен жесткой рамой, на которой он смонтирован, а профилирующие клети снабжены узлом регулировки зазора между валками, установлены с возможностью регулировки в вертикальной плоскости на угол от -10 до +10о и выполнены увеличивающейся от клети к клети ширины, при этом валки клетей выполнены с увеличивающимся от клети к клети соотношением диаметров.
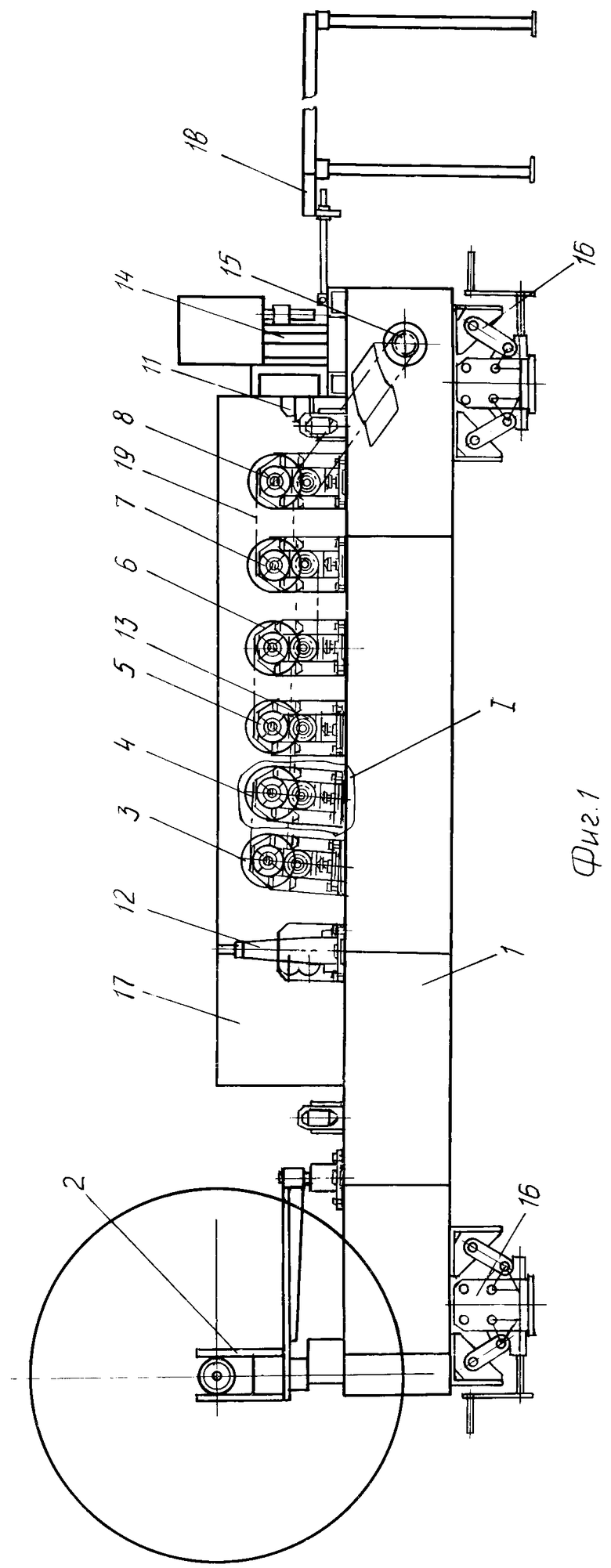
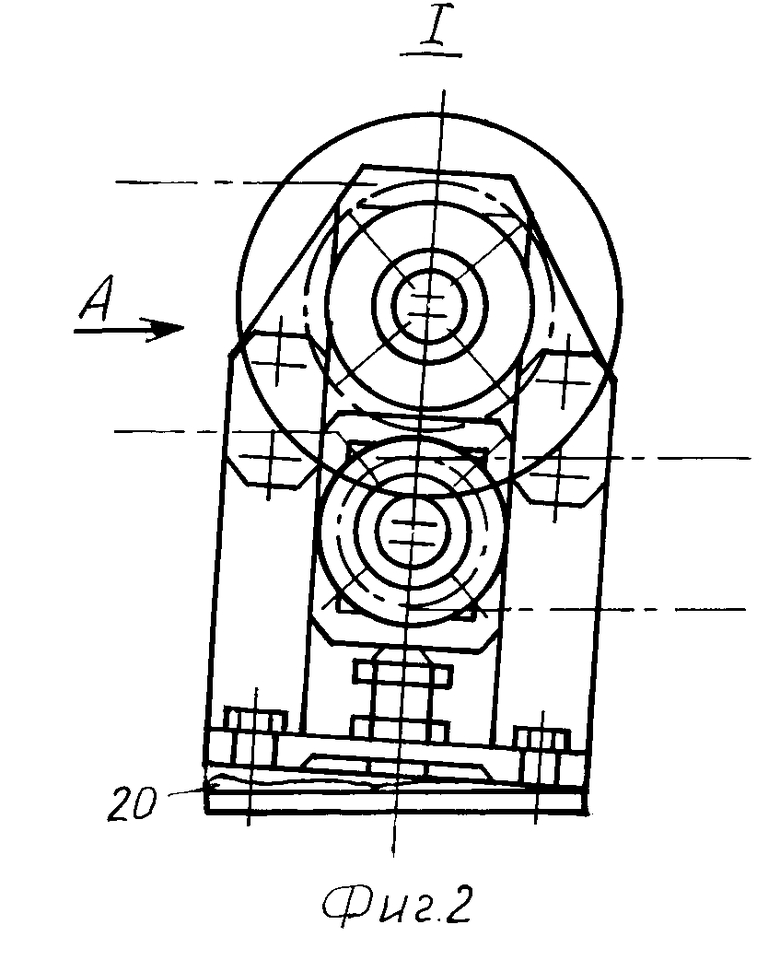
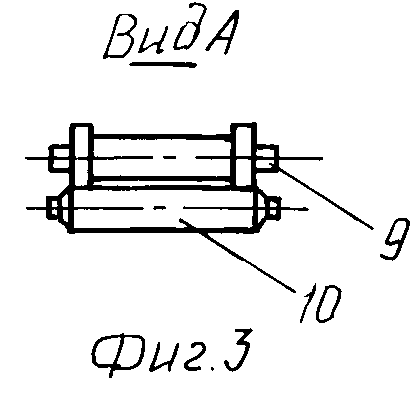
На фиг. 1 представлена принципиальная схема стана; на фиг. 2 узел I на фиг. 1; на фиг. 3 вид по стрелке А на фиг. 2.
Стан содержит жесткую раму 1, на которой установлен разматыватель 2, профилирующие клети 3 8 с валками 9, 10, правильная 11 и направляющая 12 клети, имеющие узлы регулировки зазора между валками 13, обрезное устройство 14, приводы 15 механизмов, установочные домкраты 16, защитный кожух 17, приемный стол 18, цепную передачу 19.
На каждой из профилирующих клетей 3 8 предусмотрен узел регулировки зазора между валками 9, 10, обеспечивающий возможность работы с металлом различной толщины и регулировку натяжения металла в продольном направлении. Узел выполнен в виде установочных прокладок 20. Профилирующие клети 3 6 установлены с возможностью регулировки от клети к клети в вертикальной плоскости на угол от -10 до +10о при помощи установочных прокладок 20, при этом все профилирующие клети имеют увеличивающуюся от клети к клети ширину, а профилирующие валки имеют увеличивающееся от клети к клети отношение диаметров профилирующих валков. Совокупность данных признаков обеспечивает продольное и поперечное натяжение металла ленты в процессе профилирования, иначе исходный металл деформируется с образованием хлопунов и гофров на готовом изделии.
Стан транспортируется на любом грузовом автомобиле соответствующей грузоподъемности (>2870 кг) и габаритов (длина стана 4000 мм, ширина 1050 мм и высота 1345 мм) непосредственно к месту монтажа. Для установки стана и организации работы не требуется подготовки площадки, стан может работать на неподготовленной площадке, на транспортном средстве, на подвесной платформе с подачей профилей непосредственно на кровлю.
Подготовка стана к работе заключается в том, что разматыватель 2 переводится из транспортного положения в рабочее и на него устанавливается барабан с намотанным на него исходным материалом (рулоном металла); возможно формирование профилей и из листового материала. Затем лента металла заправляется в направляющую клеть 12, обеспечивающую постоянство направления входа в первую профилирующую клеть 3, после чего стан включается. Происходит последовательное формирование из плоской полосы профиля нужного сечения.
Сформированный профиль через правильную клеть 9 и отрезное устройство 14 попадает на приемный стол 18. После формирования профиля нужной длины стан останавливается (возможен останов вручную или концевиком на столе), включается отрезное устройство и готовый профиль остается на приемном столе 18 или непосредственно на монтажной площадке.
Дальнейшее включение стана продолжает формирование профиля любой заданной длины. Все клети синхронизированы между собой цепной передачей 19 и работают от одного привода 15. Отрезное устройство гильотинного типа имеет отдельный привод. Установочные домкраты 16 приводятся в действие вручную при монтаже на стройплощадке. Все устройства за исключением приемного стола смонтированы на жесткой раме 1, к которой при необходимости крепится приемный стол 18.
Совокупность указанных технических решений позволяет минимизировать количество профилирующих клетей и расстояние между ними при обеспечении требуемых качеств получаемого профиля, что автоматически приводит к минимальным габаритам и массе стана.
Преимущество стана состоит в том, что за счет конструктивных решений стана удается получить профиль соединяемый при монтаже механическим способом с высокой степенью герметичности; при этом малые габариты стана, простота его изготовления и обслуживания, возможность работы на любой площадке при наличии подъемного устройства (подъемник, автокар) и напряжения ≈ 380 В приводят к значительному удешевлению строительства при обеспечении качества монтажа на уровне мировых стандартов, обслуживают стан 2 человека. Простота изготовления стана и надежность его эксплуатации, ремонтопригодность, быстрота подготовки к работе делает его доступным для широкого использования. Возможность получения любой длины панелей, а также различной ее ширины снижают расход материала, при этом формирование профиля и из листового материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПРОФИЛЕЙ И ЛИНИЯ АВТОМАТИЧЕСКАЯ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2337783C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2088357C1 |
| Способ изготовления спиральношовных толстостенных гофрированных труб | 1991 |
|
SU1811933A1 |
| ПРОФИЛИРУЮЩИЙ СТАНОК | 1991 |
|
RU2008114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2000 |
|
RU2190490C2 |
Использование: в обработке металлов давлением, в частности в строительстве, для выполнения кровельных работ и ограждающих конструкций на объектах гражданского и промышленного строительства. Сущность: установка содержит разматывающее устройство, формирующее устройство, гильотину, приемный стол и приводы. Формирующее устройство выполнено в виде ряда профилирующих клетей переменной от клети к клети ширины, установленных с возможностью регулировки в вертикальной плоскости на угол от -10 до +10°, в которые введено устройство регулировки зазора между валками. При этом профилирующие валки и ролики клетей имеют переменное от клети к клети передаточное отношение, а установка смонтирована на жесткой раме. 3 ил.
СТАН ДЛЯ ПРОФИЛИРОВАНИЯ ПАНЕЛЕЙ, содержащий разматывающее устройство, формирующее устройство с профилирующими клетями, гильотину, приемный стол и приводы, отличающийся тем, что он снабжен жесткой рамой, на которой он смонтирован, а профилирующие клети снабжены узлом регулировки зазора между валками, установлены с возможностью регулировки в вертикальной плоскости на угол от -10 до +10o и выполнены увеличивающейся от клети к клети ширины, при этом валки клетей выполнены с увеличивающимся от клети к клети соотношением диаметров.
| Промышленное строительство | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
