Изобретение относится к обработке металлов давлением, в частности к автоматическим линиям и может быть использовано для изготовления усиленного высокополочного профиля из рулонного материала с высотой полочки более 1/3 ширины готового профиля, предназначенного для использования в качестве несъемной опалубки для изготовления монолитных стен и перекрытий малоэтажных зданий, коттеджей и других сооружений с различными планировочными решениями.
Известна автоматизированная линия для изготовления тонкостенных гнутых профилей по патенту Российской Федерации №2184634, кл. B21D 5/06, 2002 г., содержащая установленные в технологической последовательности рулонницу подающую в виде разматывателя и подающего устройства, направляющее устройство, профилегибочный агрегат, установку отрезки профиля, устройство измерительное и электрический привод с пультом управления, стол приемный со сбрасывателем. Линия снабжена электрической печью нагрева, смазывающе-подающим устройством с индивидуальным приводом, установленным за печью нагрева, отсчитывающим устройством с электронным блоком управления для обеспечения непрерывной работы профилегибочного агрегата и отрезки профиля заданной длины, установленным за смазывающе-подающим устройством, профилегибочный агрегат имеет узел гибки-калибровки для обеспечения профилирования плоской заготовки и калибровки профиля растяжением роликовой парой и гибки профиля заданной кривизны, при этом все агрегаты выполнены в виде самостоятельных блоков. Профилегибочный агрегат линии имеет навесную электропечь нагрева роликов формующих клетей.
Автоматизированная линия для изготовления тонкостенных гнутых профилей представляет интерес для народного хозяйства так как позволяет:
- изготовлять в холодном состоянии гнутые профили из широкой номенклатуры листовых материалов толщиной 0,6-2,5 мм при глубине формования 50 мм;
- изготовлять гнутые профили из труднодеформируемых материалов в условиях горячей деформации при температурах нагрева до 400 градусов С;
- снизить металлоемкость конструкции по сравнению с прототипом в 2-2,5 раза, так как в условиях стесненного изгиба достаточно за 3-5 переходов получать профили сложной формы сечения;
- повысить точностные возможности процесса и качества профилей за счет сочетания в профилегибочном агрегате процессов волочения и прокатки, создания аксиального растяжения, позволяющего выровнить остаточные напряжения по сечению.
Однако, в составе линии используют навесную электрическую печь, которую устанавливают на профилегибочный агрегат и которая обеспечивает поддержание температуры роликового формирующего инструмента в пределах 200-250 градусов С. То есть технологический процесс не совсем «холодный», а приспособлен в основном к изготовлению гнутых профилей из трудно деформируемых материалов в условиях горячей формовки.
Известно устройство для профилирования и гибки полосы металла по патенту Российской Федерации №86121, кл. B21D 5/06, 5/08, 2009 г., включающее прокатный стан с электроприводом и с устройством для отбортовки кромок, содержащим валы, установленные попарно в подшипниках прокатного стана, выполненные слева и справа с отбортовочными роликами разной формы, устройство радиусной гибки с радиусообразующими роликами, каждый на отдельном валу, с возможностью независимого регулирования их положения в плоскости и взаимодействия с профилированной полосой металла для получения цилиндрической поверхности. Оно содержит раму и размещенные на ней по ее двум продольным сторонам вместе с устройством радиусной гибки электрошкаф с постом управления, размотчик рулонов, прокатный стан, устройство для отбортовки ребер, установленное на прокатном стане в продолжение устройства для отбортовки кромок, на одном из валов которого установлен энкодер для определения длины полосы металла, дисковую электропилу, включающуюся по сигналу энкодера, поддерживающее устройство, устройство для отбортовки ребер, содержит установленные в подшипниках прокатного стана валы гладкие, валы, выполненные слева и справа с реброобразующими роликами разной формы, валы, выполненные по центру с роликами продольных профилей лицевой стороны полосы металла и установленные в подшипниках прокатного стана слева и справа при гладких валах реброобразующие ролики разной формы, при этом все валы установлены парами, оси всех валов параллельны между собой и перпендикулярны осям реброобразующих роликов, устройство радиусной гибки содержит направляющий рольганг, гибочную клеть горизонтальную с электроприводом с парами зубчатых роликов поперечных профилей, гибочную клеть вертикальную с электроприводом, поддерживающие ролики, поворотный стол, радиусообразующие ролики устройства радиусной гибки выполнены зубчатыми, один вогнутый, другой выпуклый, и установлены в гибочной клети вертикальной.
Это устройство для профилирования и гибки полосы металла объединяет в себе выполнение операций, как профилирование кромок, так и ребер жесткости, и гибки полосы по заданному радиусу, то есть обладает большими функциональными возможностями.
Однако, оно имеет сложную конструкцию, для профилирования используют гладкие валы, что значительно сказывается на металлоемкости конструкции, усложняет настройку и переналадку устройства.
Известна линия для изготовления листового профиля по патенту Российской Федерации №40928, кл. B21D 13/00, 2004 г., принятая заявителем за прототип. Она содержит загрузочное устройство, разматыватель, приемный рольганг, многоклетьевой профилегибочный стан для нанесения продольных гофр, расположенное за ним силовое устройство для нанесения поперечных гофр по всей ширине заготовки, отрезное устройство. Линия снабжена укладчиком готовой продукции, расположенным за отрезным устройством, при этом многоклетьевой профилегибочный стан выполнен состоящим из секций, имеющих индивидуальные рамы и снабженных секционными или клетьевыми приводами, при этом профилегибочный стан оснащен комплектом инструментальных наладок для разного вида листового профиля, содержащих расчетное число рабочих клетей, приводные валы которых имеют сменные профилирующие кольца, выполненные с возможностью снятия с валов.
Загрузочное устройство выполнено в виде тележки, установленной с возможностью поступательного перемещения в горизонтальной плоскости, и размещенного на тележке призматического ложемента, выполненного с возможностью вертикального перемещения относительно тележки.
Приемный рольганг снабжен устройством смазки в виде роликов, оси вращения которых размещены в одной вертикальной плоскости, причем нижний ролик опущен в смазывающую жидкость, налитую в емкость, а на верхний ролик смазывающую жидкость подают насосом.
Каждая инструментальная наладка, состоящая из расчетного числа рабочих клетей, выполнена в виде съемных сменных кассет по числу секций, закрепленных на рамах секций профилегибочного стана, содержащих расчетное число рабочих клетей со съемными комплектами профилирующих колец на приводных валах.
Отрезное устройство оснащено шаговым толкателем, обеспечивающим перемещение изделия на шаг, равный его толщине, а также подвижными ножами, имеющими возможность вертикального перемещения по вертикальным колонкам посредством двух симметрично расположенных тяг и двух синхронных приводов, механизмом протяжки листа.
Механизм приема и сброса листов укладчика готовой продукции выполнен в виде поворотных роликов на тягах с приводом от гидроцилиндров.
Накопительная платформа укладчика готовой продукции содержит систему конечных выключателей и наклонный упор, а также подъемник, механизм горизонтального перемещения накопительной платформы.
Результат, полученный от использования этой линии, заключается в повышении производительности линии, а также в расширении номенклатуры готовых изделий, выпускаемых на одной и той же линии. Для каждого вида профильного листа изготавливают инструментальную наладку профилегибочного стана в виде съемных сменных кассет с расчетным количеством рабочих клетей со сменными профилирующими кольцами на приводных валах клетей в соответствии с технологической картой переходов заготовок по клетям. Выполнение профилегибочного стана в виде секций с индивидуальными рамами, а также снабжение каждой секции индивидуальным приводом обеспечивает возможность быстрой установки сменного комплекта кассет на каждой секции стана, что позволяет изготавливать на той же линии иной заданный профиль. Повышение производительности происходит за счет исключения ручного труда на выгрузке готовых деталей вследствие наличия накопительной платформы с механизмом приема и сброса листов и механизмом горизонтального перемещения платформы с пакетами готовых изделий в зону выгрузки.
Эта линия для изготовления листового профиля без изменения режима работы и замены механизмов может быть использована для выпуска профилированных листов различной формы (в сечении): волнистой, ступенчатой, трапецеидальной. Изменение формы гофр профильного листа осуществляют заменой инструментальной наладки путем смены съемных кассет, что осуществляется в течение получаса двумя рабочими. Изменение формы поперечных гофр в соответствии с изменением формы продольных гофр, производят заменой рабочей поверхности пуансонов и матриц штампов силовой установки.
Однако, эта линия имеет конструктивные решения, не позволяющие производить быструю переналадку рабочих инструментов для изменения формы профильного листа и его геометрических размеров, содержит громоздкие профилирующие валы, определяющие ее большую материалоемкость.
Технической задачей предлагаемого изобретения является создание менее материалоемкой автоматической линии для изготовления усиленного высокополочного профиля с использованием несложных конструктивных решений, позволяющих быструю настройку и наладку механизмов профилировочных клетей, расширяя тем самым эксплуатационные возможности линии для выпуска профильных листов разного вида из рулонного материала с высотой полочки более 1/3 ширины готового профиля.
Поставленная задача решается тем, что в предлагаемом решении автоматическая линия снабжена приемно-правильно-подающим устройством и дополнительным отрезным устройством, каждое из отрезных устройств выполнено в виде гильотины, в начальной профилировочной клети многоклетьевого профилегибочного стана размещен узел накатки ребер жесткости и пробивки отверстий под саморезы, а каждая профилировочная клеть выполнена в виде двух боковых стоек, нижнего приводного вала, опорные концы которого размещены в боковых стойках, и верхней стяжки, которая размещена параллельно нижнему приводному валу и закреплена на боковых стойках, в центре каждой профилировочной клети по оси симметрии на верхней стяжке жестко закреплена опора, кроме начальной профилировочной клети, для установки в ней центрального вала с постоянным комплектом профилирующих роликов, причем последняя профилировочная клеть выполнена в виде калибрующей клети, которая предназначена для контроля прямолинейности изготовляемого профиля и правки его при необходимости, дополнительное отрезное устройство установлено в начале многоклетьевого профилегибочного стана, а основное отрезное устройство установлено в конце многоклетьевого профилегибочного стана после калибрующей клети, разматыватель снабжен сменными оправками, а загрузочное устройство выполнено в виде траверсы.
Кроме того, верхняя стяжка закреплена на боковых стойках с возможностью вертикальной регулировки.
Кроме того, дополнительное отрезное устройство установлено после приемно-правильно-подающего устройства и предназначено для отрезки начальной части первой и конечной части последней заготовки профиля заданной длины по командам с компьютерного пульта управления, а основное отрезное устройство установлено после калибрующей клети профилегибочного стана и предназначено для отрезки готового профиля заданной длины по командам с компьютерного пульта управления.
Кроме того, узел накатки ребер жесткости и пробивки отверстий под саморезы начальной профилировочной клети выполнен с двумя валами, которые размещены друг над другом, на поверхности нижнего вала выполнены углубления по форме ребер жесткости и глухие отверстия, а на поверхности верхнего вала размещены продольные выступы по форме ребер жесткости и установлены с возможностью сопряжения с углублениями на нижнем валу, а также на поверхности верхнего вала размещены шипы в виде пробойников и установлены с возможностью сопряжения с глухими отверстиями на нижнем валу, причем нижний и верхний валы узла накатки ребер жесткости и пробивки отверстий под саморезы выполнены приводными и с возможностью загиба кромок полочек профиля.
Технический результат от использования предлагаемого изобретения заключается в расширении технологических возможностей, в снижении металлоемкости конструкции линии и в упрощении обслуживания линии, благодаря использованию оптимальных конструкторских решений, например, кронштейнов со сменными профилирующими роликами, позволившими отказаться от использования в линии тяжелых и металлоемких валов на полную ширину линии.
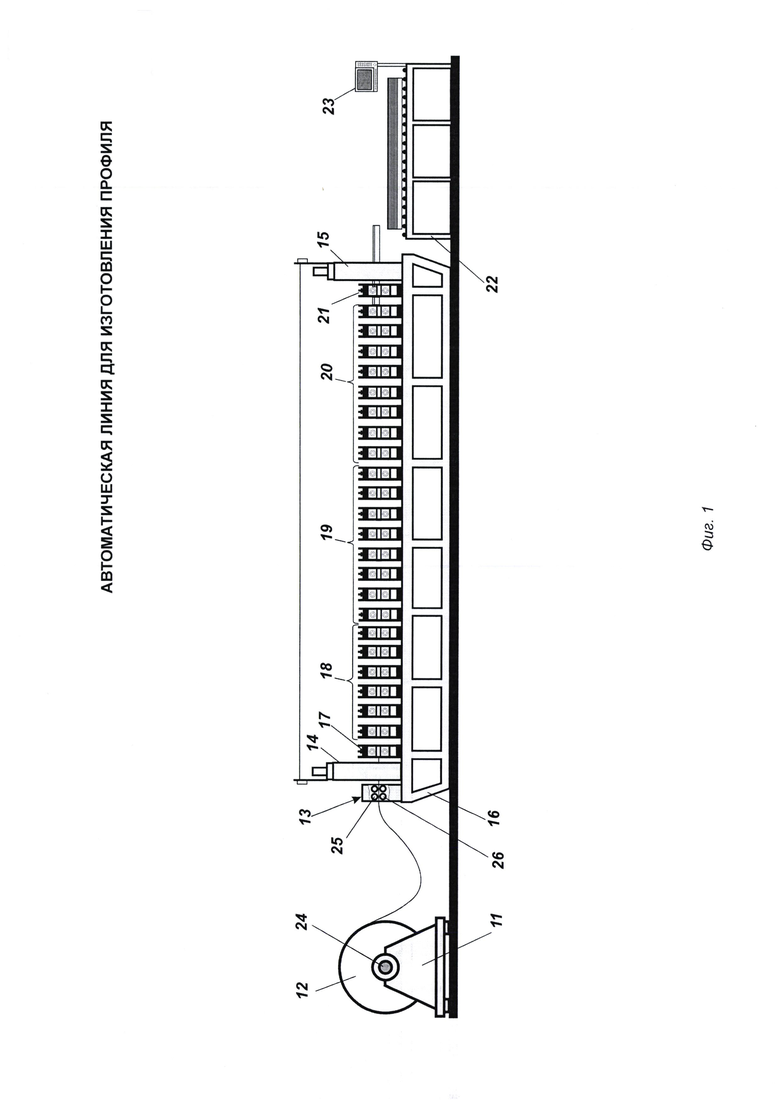
На фиг. 1 изображена автоматическая линия для изготовления профиля, общий вид;
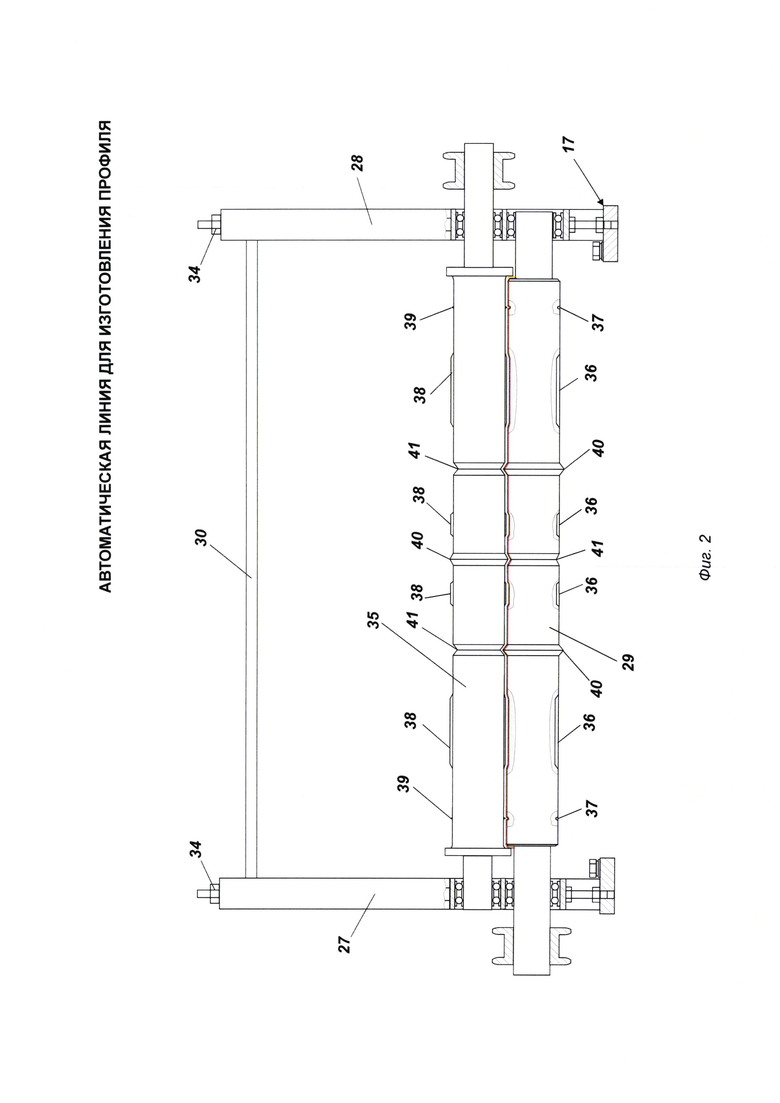
на фиг. 2 изображена начальная профилировочная клеть с узлом одновременной накатки ребер жесткости, пробивки отверстий и формирования загиба кромок полочек профиля;
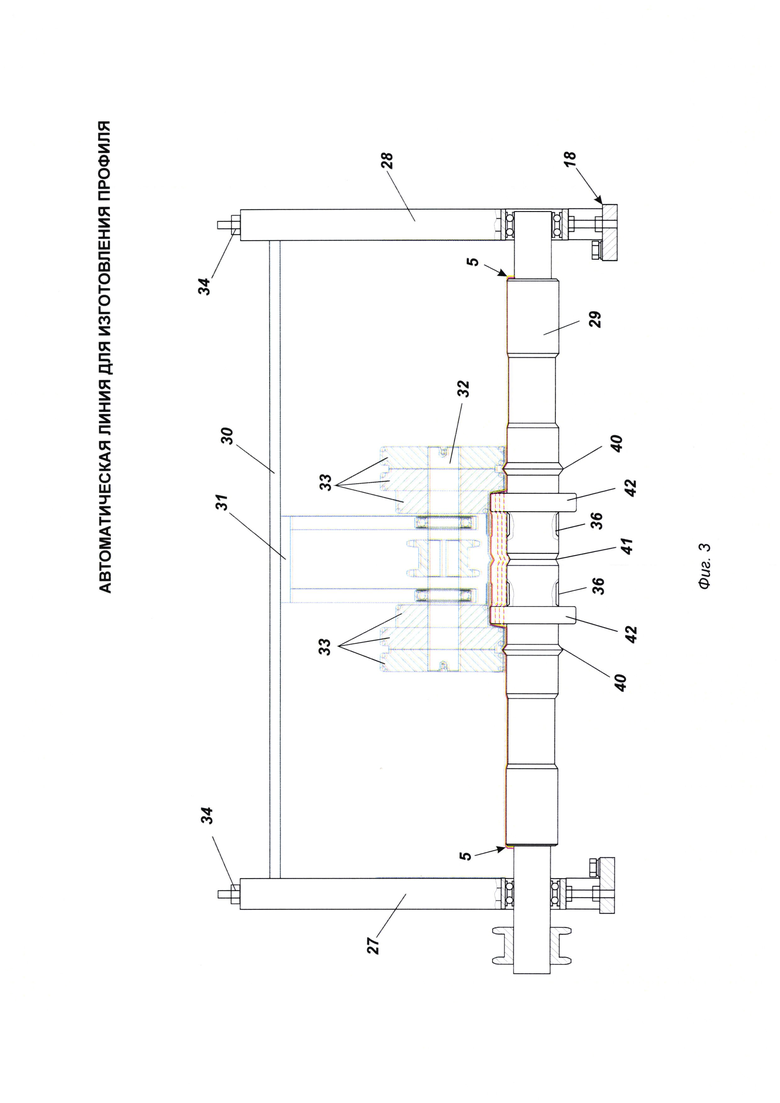
на фиг. 3 изображена профилировочная клеть из ряда клетей поэтапного профилирования основания профиля;
на фиг. 4 изображена профилировочная клеть из ряда клетей поэтапного загиба боковин профиля;
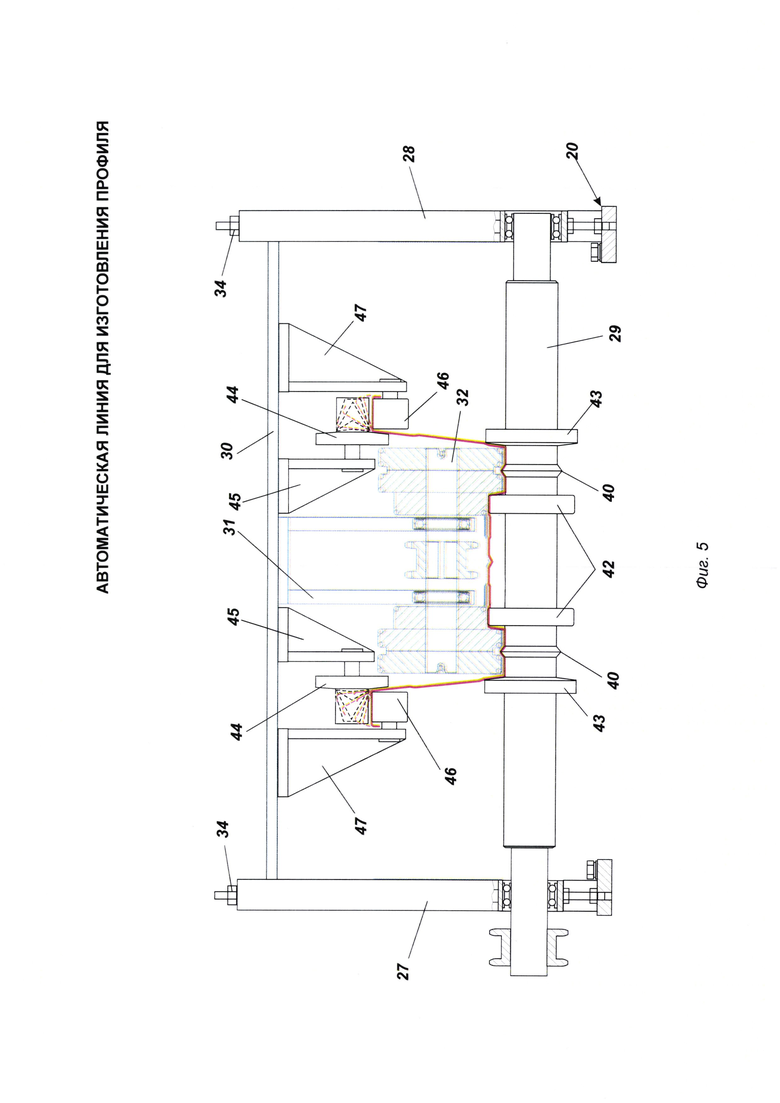
на фиг. 5 изображена профилировочная клеть из ряда клетей поэтапного загиба полочек профиля;
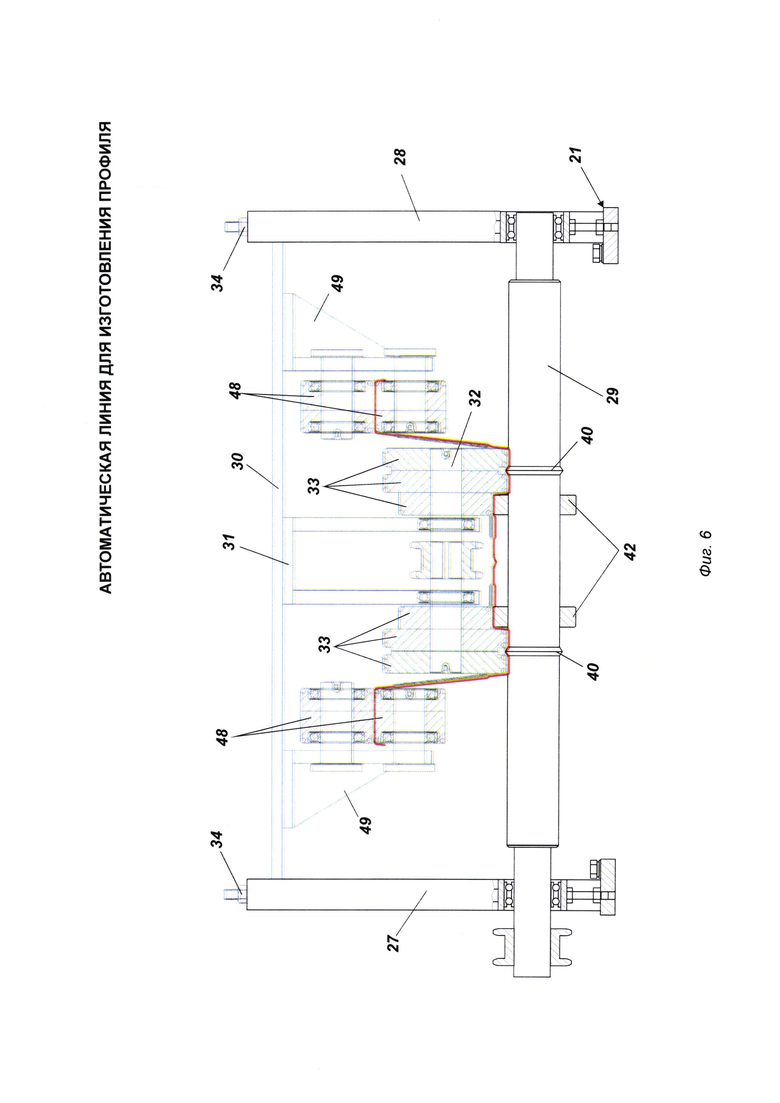
на фиг. 6 - конечная калибрующая клеть;
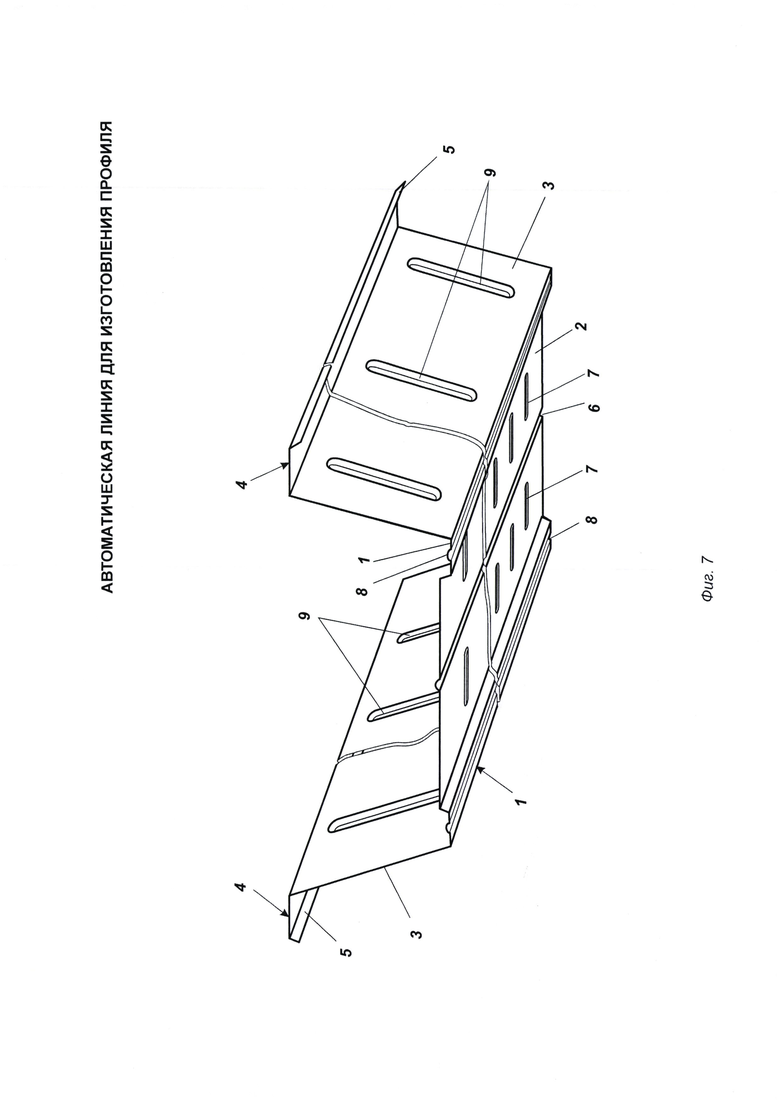
на фиг. 7- готовый высокополочный профиль, изготовленный на автоматической линии;
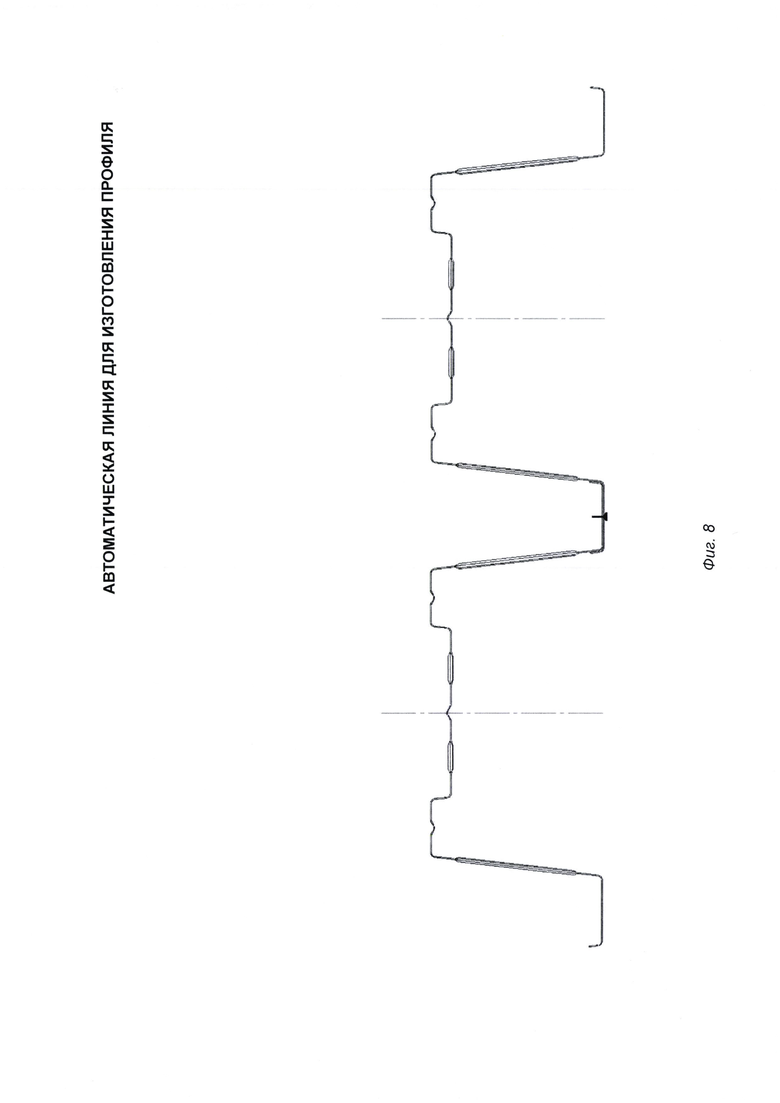
на фиг. 8 - пример соединения готовых профилей друг с другом;
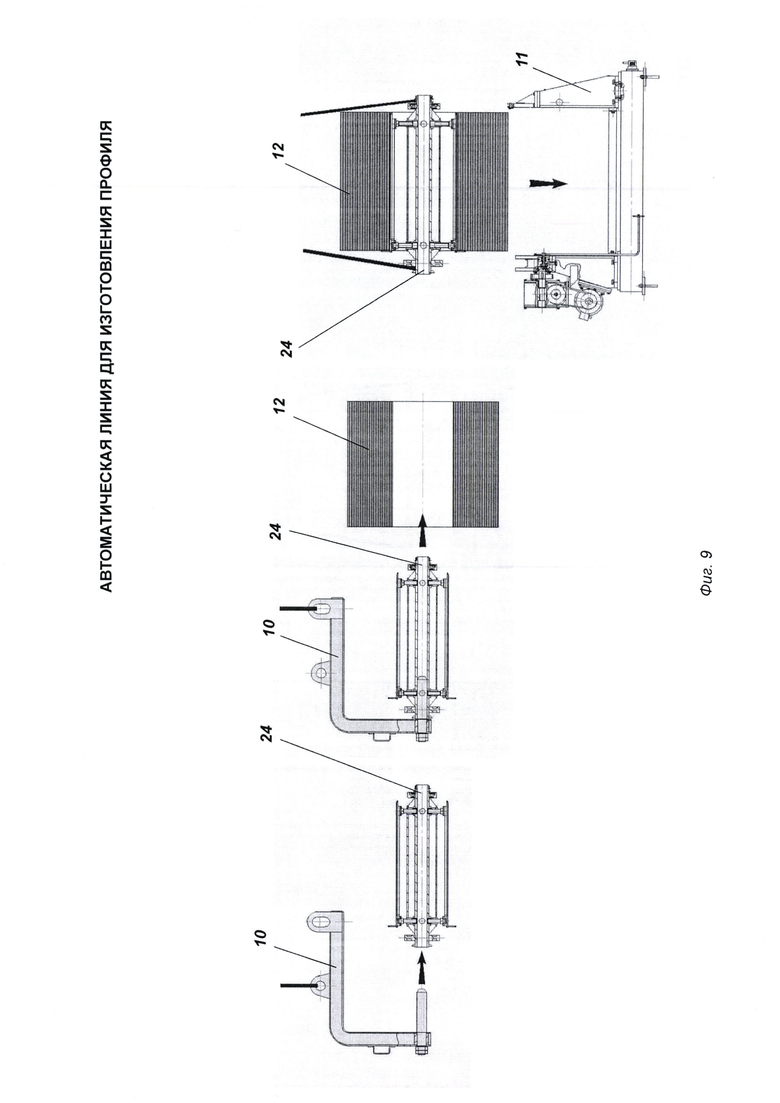
на фиг. 9 изображена последовательная загрузка рулона ленты в разматыватель.
Заявляемая автоматическая линия предназначена для изготовления усиленного высокополочного профиля из рулонного материала с высотой полочки более 1/3 ширины готового профиля, который в сечении представляет собой симметричную незамкнутую конструкцию.
Конструкция профиля включает основание с двумя боковыми 1 частями плоскости основания и среднюю 2 выступающую часть плоскости основания, примыкающие к основанию боковины 3 профиля, имеющие продолжением полочки 4 профиля с кромками 5.
Средняя 2 выступающая часть плоскости основания профиля выполнена с одним продольным ребром жесткости 6 и двумя поперечными 7 ребрами жесткости, а на каждой боковой 1 части плоскости основания профиля выполнены продольные 8 ребра жесткости. Боковины 3 профиля выполнены наклонными с поперечными 9 ребрами жесткости, а полочки 4 профиля выполнены гладкими, без ребер жесткости, но с отгибами краев - кромками 5.
Автоматическая линия для изготовления профиля содержит загрузочное устройство 10 и разматыватель 11 рулона 12, приемно-правильно-подающее устройство 13, два отрезных устройства: дополнительное 14 и основное 15, оба выполненные в виде гильотины, многоклетьевой профилегибочный стан 16 с профилировочными клетями, начальная из которых снабжена узлом 17 накатки ребер жесткости, пробивки отверстий под саморезы и формирования загиба кромок полочек профиля, остальные клети многоклетьевого профилегибочного стана 16 разбиты на три ряда групп поэтапного профилирования: группа клетей 18 поэтапного профилирования основания профиля, группа клетей 19 поэтапного загиба боковин 3 профиля и группа клетей 20 поэтапного загиба полочек 4 профиля (фиг. 3, 4, 5); последняя из профилировочных клетей - клеть 21 выполнена калибрующей, стол 22 приема готовой продукции, компьютерный пульт 23 управления линией.
Загрузочное устройство 10 выполнено в виде траверсы и предназначено для загрузки рулона 12 ленты в разматыватель 11.
Разматыватель 11 служит для подачи ленты в линию и для обратной намотки в рулон 12 ленты при необходимости, выполнен на двух опорах и снабжен сменными оправками 24.
После разматывателя 11 установлено приемно-правильно-подающее устройство 13, которое в системе линии выполнено в виде двух пар валков 25 и 26, установленных друг над другом, и предназначено для приема, правки и продвижения ленты в многоклетьевой профилегибочный стан 16 для дальнейшего формирования профиля. Это снижает получение бракованного профиля и способствует выпуску качественного профиля.
Предлагаемая автоматическая линия снабжена двумя отрезными устройствами: дополнительным 14 и основным 15, каждое из которых выполнено в виде гильотины.
Дополнительное отрезное устройство 14 установлено в начале многоклетьевого профилегибочного стана 16 после приемно-правильно-подающего устройства 13 и предназначено для отрезки начальной части первой и конечной части последней заготовки профиля заданной длины по командам с компьютерного пульта управления 23.
Основное отрезное устройство 15 установлено в конце профилегибочного стана 16 после калибрующей клети 21 и предназначено для отрезки готового профиля заданной длины по командам с компьютерного пульта управления 23.
Многоклетьевой профилегибочный стан 16 предназначен для изготовления профиля холодным способом и состоит из набора профилировочных клетей.
Каждая профилировочная клеть выполнена в виде двух боковых стоек 27 и 28, нижнего приводного вала 29, опорные концы которого размещены в боковых стойках 27 и 28, и верхней стяжки 30, которая размещена параллельно нижнему приводному валу 29 и закреплена на боковых стойках 27 и 28. А в центре каждой профилировочной клети, кроме начальной профилировочной клети, а именно, в каждой клети поэтапного профилирования основания профиля - клети группы 18, в каждой клети поэтапного загиба боковин профиля 3 - клети группы 19 и в каждой клети поэтапного загиба полочек 4 профиля - клети группы 20 по оси симметрии на верхней стяжке 30 жестко закреплена опора 31 для установки в ней центрального вала 32 с постоянным комплектом профилирующих роликов 33.
Верхняя стяжка 30 закреплена на боковых стойках 27 и 28 с возможностью вертикальной регулировки за счет винтов 34.
Узел 17 начальной профилировочной клети размещен в начале многоклетьевого профилегибочного стана 16 после приемно-правильно-подающего устройства 13 и дополнительного отрезного устройства 14 и предназначен для формирования ребер жесткости, пробивки отверстий под саморезы с заданным шагом и определенной чертежом конфигурации, а также для формирования загиба кромок 5 полочек 4 профиля.
Узел 17 накатки ребер жесткости, пробивки отверстий под саморезы и формирования загиба кромок полочек профиля выполнен с двумя валами 29 и 35, которые размещены один над другим. На поверхности нижнего вала 29 выполнены углубления 36 по форме поперечных ребер жесткости 7 и 9 профиля и глухие отверстия 37, а на поверхности верхнего вала 35 размещены выступы 38 по форме поперечных ребер жесткости 7 и 9 профиля и установлены с возможностью сопряжения с углублениями 36 на нижнем валу 29. А также на поверхности верхнего вала 35 размещены шипы 39 в виде пробойников и установлены с возможностью сопряжения с глухими отверстиями 37 на нижнем валу 29.
Причем нижний 29 и верхний 35 валы узла накатки ребер жесткости, пробивки отверстий под саморезы и формирования загиба кромок полочек профиля выполнены приводными.
Кроме того, рабочие концы нижнего вала 29 и верхнего вала 35 выполнены профильными для формовки и загиба краев ленты - кромок 5.
Кроме того, для изготовления продольных ребер жесткости 6 и 8 на основании профиля на каждом из валов 29 и 35 выполнены кольцевые выступы 40 и кольцевые канавки 41, причем кольцевым выступам одного вала соответствуют кольцевые канавки другого вала.
Последняя профилировочная клеть многоклетьевого профилегибочного стана 16 выполнена в виде калибрующей клети 21, которая предназначена для контроля прямолинейности изготавливаемого профиля и правки его при необходимости.
Калибрующая клеть 21, позволяет избежать брака выпускаемой продукции и в значительной мере способствует повышению качества изготавливаемых профилей в силу своей регулируемой конструкции.
Стол 22 приема готовой продукции заканчивает заявленную автоматическую линию, размещен после основного отрезного устройства 15, выполнен в виде накопителя профиля и предназначен для стапелирования в пакет готового профиля.
Предлагаемая автоматическая линия для изготовления профиля снабжена электронной системой управления линией, в которую входит система управления и электрооборудование автоматической линии, которые обеспечивают работу линии в соответствии с заданной циклограммой в наладочном и автоматическом режиме.
Кроме того, автоматическая линия снабжена измерительным устройством, которое предназначено для измерения длины готового профиля. Измерительное устройство осуществляет контроль, как за длиной каждого профиля, так и учитывает общее количество изготовленного профиля.
Принцип действия измерительного устройства основан на преобразовании вращательного движения ролика в электрические сигналы, далее поступающие в систему управления, чтобы производить отрезку профилей заданной длины, как в начале посредством дополнительного отрезного устройства 14, так и в конце профиля посредством основного отрезного устройства 15.
Предусмотрена блокировка работы линии при неисправном или неработающем измерительном устройстве.
Компьютерный пульт управления 23 линией предназначен для обеспечения работы линии в рабочем - автоматическом и наладочном режимах, ввода в компьютер линии необходимых параметров работы: скорость прокатки, количество профилей, длина профилей, общая длина выпущенного профиля.
Управление заявленной линией в рабочем - автоматическом режиме осуществляют через компьютерный пульт управления 23, а в режиме наладки оборудования, или при заправке рулона 12 с металлической лентой - через выносной пульт управления.
Компьютерный пульт управления 23 расположен в зоне выхода готовой продукции. Управление работой узлов линии и выбор режима работы линии предусмотрен с компьютерного пульта управления 23 с помощью универсальной панели оператора.
Аварийная остановка линии предусмотрена в виде кнопки «Аварийный стоп» на контрольном пульте управления и тросика «аварийной остановки», натянутого на эргономически обоснованной для оператора высоте.
Автоматическая линия для изготовления профиля работает следующим образом.
В целях безопасной работы операторов на оборудовании, линия, в том числе все ее профилировочные элементы и отрезающие устройства защищены съемными свето-прозрачными кожухами.
Перед запуском линии в работу необходимо загрузить разматыватель 11 рулоном 12 ленты. Для этого ось траверсы загрузочного устройства 10 вводят во внутрь сменной оправки 24, лопасти которой сжаты. Затем, установленную таким образом на траверсе сменную оправку 24 вводят во внутрь рулона 12 до упора, после чего траверсу убирают, а лопасти оправки разводят - сменная оправка 24 установлена внутри рулона 12, которую вместе с рулоном 12 с помощью строп транспортируют и устанавливают на опоры разматывателя 11.
Далее рулон 12 разматывают и край размотанной ленты заправляют в приемно-правильно-подающее устройство 13.
При необходимости, край заправленной ленты выравнивают посредством дополнительного отрезного устройства 14.
Затем приемно-правильно-подающее устройство 13 перемещает ленту дальше и она поступает в узел 17 начальной профилировочной клети, где накатывают ребра жесткости, пробивают отверстия под саморезы, а также формируют загиб кромок 5 полочек 4 профиля.
Лента проходит между валами нижним 29 и верхним 35, где шипы 39 верхнего вала 35, пробивая ленту, входят в глухие отверстия 37 на нижнем 29 валу и таким образом получают отверстия под саморезы на ленте. А также продольные выступы 38 верхнего вала 35, выполненные по форме поперечных ребер жесткости 7 и 9 профиля, входят в зацепление с углублениями 36 на нижнем валу 29, также выполненные по форме поперечных ребер жесткости 7 и 9 профиля и таким образом, прокатывают ребра жесткости на ленте металла. А также одновременно формируют загибы кромок 5 для полочек 4 профиля.
После этого ленту направляют в профилировочные клети многоклетьевого профилегибочного стана 16, где посредством профилирующего инструмента, а именно, профилирующих роликов осуществляют последовательное непрерывное деформирование металла до получения профиля заданной формы.
В начальной профилирующей клети посредством узла 17 накатки ребер жесткости, пробивки отверстий под саморезы и формирования загиба кромок полочек профиля выполняют не только отверстия, используемые для дальнейшего соединения профилей в полотно, например, опалубки, посредством шипов 39 в виде пробойников, размещенных на поверхности верхнего вала 35, и глухих отверстий 37, выполненных на нижнем валу 29, но и выполняют поперечные ребра жесткости на элементах будущего профиля посредством выступов 38, выполненных по форме поперечных ребер жесткости на поверхности верхнего вала 35, и углублений 36, выполненных на поверхности нижнего вала 29 (фиг. 2).
А также, выполняют продольные ребра жесткости 6 и 8, соответственно, на средней 2 выступающей части плоскости основания профиля и на каждой боковой части 1 плоскости основания профиля посредством кольцевых выступов 40 и кольцевых канавок 41, выполненных соответственно на валах 29 и 35. И одновременно накатывают поперечные ребра жесткости 7 и 9, соответственно, на средней 2 выступающей части плоскости основания профиля и на боковинах 3 профиля. Кроме того, одновременно с уже перечисленными операциями и заодно с ними, осуществляют формирование загиба кромок 5 полочек 4 профиля, которые выполняют посредством профилированных рабочих концов нижнего вала 29 и верхнего вала 35. (фиг. 2)
Далее лента поступает в ряд клетей поэтапного профилирования основания профиля, группу 18. В группе 18 профилировочных клетей многоклетьевого профилегибочного стана 16 осуществляют поэтапное формование средней 2 выступающей части плоскости основания профиля посредством постоянного комплекта профилирующих роликов 33, размещенных на центральном валу 32, и сменных профилирующих роликов 42, размещенных на нижнем приводном валу 29 профилировочных клетей группы 18 (фиг. 3).
После этого заготовка формируемого профиля переходит в ряд клетей поэтапного загиба боковин 3 профиля, в группу 19. В группе 19 профилировочных клетей многоклетьевого профилегибочного стана 16 осуществляют поэтапный загиб боковин 3 профиля посредством постоянного комплекта профилирующих роликов 33, размещенных на центральном валу 32, сменных профилирующих роликов 43 и двух опорно-калибровочных роликов 42, размещенных на нижнем приводном валу 29 профилировочных клетей группы 11 (фиг. 4).
Затем, для окончательного получения формы профиля, заготовка поступает в ряд клетей поэтапного загиба полочек 4 профиля, в группу 20. В группе 20 профилировочных клетей многоклетьевого профилегибочного стана 16 осуществляют поэтапный загиб полочек 4 профиля посредством сменных профилирующих роликов 44, размещенных на кронштейнах 45, и опорных роликов 46, размещенных на кронштейнах 47 (фиг. 5).
В последней из клетей многоклетьевого профилегибочного стана 16, а именно, в калибрующей клети 21 полученный профиль проходит контроль прямолинейности и, при необходимости, правку посредством пары калибрующих роликов 48, размещенных на кронштейнах 49, постоянного комплекта профилирующих роликов 33, установленных на центральном валу 32, и двух опорно-калибровочных роликов 42, размещенных на нижнем приводном валу 29, а также посредством кольцевых выступов 40, выполненных на нижнем приводном валу 29 (фиг. 6).
После профилирования готовый профиль обрезают основным отрезным устройством 15 требуемой длины по команде с контроллера. Внешний вид ножа гильотины совпадает с контуром отрезаемого профиля. Отрезка производится под углом 90° к оси подачи профиля.
Готовый профиль подают на стол 22 приема готовой продукции, где происходит его накопление, а именно стапелирование в пакет.
Готовый профиль из рулонного материала изготовлен высокополочным, усиленным с высотой полочки более 1/3 ширины готового профиля, Такой профиль возможно использовать в качестве несъемной опалубки для изготовления монолитных стен и перекрытий малоэтажных зданий, коттеджей и других сооружений с различными планировочными решениями.
Использование предлагаемого технического решения позволило создать автоматическую линию холодного изготовления профиля с широкими эксплуатационными возможностями без переналадки механизмов профилировочных клетей, сократить материалоемкость каждой клети и линии в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОГИБОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ С-ОБРАЗНОГО ПРОФИЛЯ ДЛЯ СБОРНОЙ КАРКАСНОЙ КОНСТРУКЦИИ ИЗ РУЛОННОЙ СТАЛИ | 2014 |
|
RU2587701C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| Способ изготовления элемента осадительного электрода электрофильтра | 2019 |
|
RU2701305C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПРОФИЛЕЙ И ЛИНИЯ АВТОМАТИЧЕСКАЯ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2337783C2 |

Изобретение относится к обработке металлов давлением, в частности к автоматическим линиям, и может быть использовано для изготовления усиленного высокополочного профиля из рулонного материала. Автоматическая линия содержит разматыватель, многоклетьевой профилегибочный стан, отрезное устройство, приемно-правильно-подающее устройство и дополнительное отрезное устройство. Каждое из отрезных устройств выполнено в виде гильотины. В начальной профилировочной клети многоклетьевого профилегибочного стана размещен узел накатки ребер жесткости и пробивки отверстий под саморезы. Каждая профилировочная клеть выполнена в виде двух боковых стоек, нижнего приводного вала, опорные концы которого размещены в боковых стойках, и верхней стяжки, которая размещена параллельно нижнему приводному валу и закреплена на боковых стойках. В центре каждой профилировочной клети, кроме начальной, по оси симметрии на верхней стяжке жестко закреплена опора для установки в ней центрального вала с постоянным комплектом профилирующих роликов. Причем последняя профилировочная клеть выполнена в виде калибрующей клети, а основное отрезное устройство установлено в конце многоклетьевого профилегибочного стана после калибрующей клети. Расширяются эксплуатационные возможности линии и повышается качество профиля. 3 з.п. ф-лы, 9 ил.
1. Автоматическая линия для изготовления профиля, содержащая загрузочное устройство, разматыватель, многоклетьевой профилегибочный стан, состоящий из профилировочных клетей с профилирующим инструментом для изготовления профиля, отрезное устройство, стол приема готовой продукции, отличающаяся тем, что она снабжена приемно-правильно-подающим устройством и дополнительным отрезным устройством, каждое из отрезных устройств выполнено в виде гильотины, узлом накатки ребер жесткости и пробивки отверстий под саморезы, размещенным в начальной профилировочной клети, каждая профилировочная клеть выполнена в виде двух боковых стоек, нижнего приводного вала, опорные концы которого размещены в боковых стойках, и верхней стяжки, которая размещена параллельно нижнему приводному валу и закреплена на боковых стойках, при этом в центре каждой профилировочной клети, кроме начальной клети, по оси симметрии на верхней стяжке жестко закреплена опора для установки в ней центрального вала с постоянным комплектом профилирующих роликов, причем последняя профилировочная клеть выполнена в виде калибрующей клети, предназначенной для контроля прямолинейности изготовляемого профиля и его правки при необходимости, причем дополнительное отрезное устройство установлено в начале многоклетьевого профилегибочного стана, а основное отрезное устройство установлено в конце многоклетьевого профилегибочного стана после калибрующей клети, при этом разматыватель снабжен сменными оправками, а загрузочное устройство выполнено в виде траверсы.
2. Линия по п. 1, отличающаяся тем, что верхняя стяжка закреплена на боковых стойках с возможностью вертикальной регулировки.
3. Линия по п. 1, отличающаяся тем, что дополнительное отрезное устройство установлено после приемно-правильно-подающего устройства и предназначено для отрезки начальной части первой и конечной части последней заготовки профиля заданной длины по командам с компьютерного пульта управления, а основное отрезное устройство установлено после калибрующей клети профилегибочного стана и предназначено для отрезки готового профиля заданной длины по командам с компьютерного пульта управления.
4. Линия по п. 1, отличающаяся тем, что узел накатки ребер жесткости и пробивки отверстий под саморезы начальной профилировочной клети выполнен с двумя валами, которые размещены друг над другом, при этом на поверхности нижнего вала выполнены углубления по форме ребер жесткости и глухие отверстия, а на поверхности верхнего вала размещены продольные выступы по форме ребер жесткости и установлены с возможностью сопряжения с углублениями на нижнем валу, причем на поверхности верхнего вала размещены шипы в виде пробойников, которые установлены с возможностью сопряжения с глухими отверстиями на нижнем валу, при этом нижний и верхний валы узла накатки ребер жесткости и пробивки отверстий под саморезы выполнены приводными и с обеспечением возможности загиба кромок полочек профиля.
| Пылесос для врубовой машины | 1932 |
|
SU40928A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩИХ ПЛАСТИН АЛЮМИНИЕВОГО РАДИАТОРА | 1999 |
|
RU2164187C2 |
| US3768294 A, 30.10.1973. | |||

