Изобретение относится к обработке металлов давлением, в частности к изготовлению профилей из листовых заготовок профилированием в валках, и может быть использовано в машиностроении при изготовлении профилей из широкой номенклатуры материалов.
Заявляемое изобретение направлено на решение народнохозяйственной задачи, заключающейся в расширении технологических возможностей при изготовлении профилей из листовых заготовок различных материалов.
Известно устройство по А.С. 1207557 СССР МПК В 21 D 5/06 для изготовления гнутых листовых профилей, содержащее установленные на станине в чередующемся порядке неприводные формующие и приводные тянущие клети с профилированными роликами, размещенными на валах один над другим с образованием замкнутого калибра, в котором шестерни привода имеют неодинаковое число зубьев, имеется узел гибки-калибровки, размещенный за последней тянущей клетью, снабженный профилированными роликами, валы которых размещены с возможностью перемещения в дугообразных концентрично расположенных пазах, выполненных в корпусе, при этом нижний ролик выполнен приводным, а межосевые расстояния тянущих клетей неодинаковые.
Недостатками этого аналога можно считать:
- невозможность регулировки межцентрового расстояния между верхними и нижними валами, что ограничивает технологические возможности устройства;
- профилированные ролики расположены на консольных концах валов, при этом уменьшается жесткость валов, что ухудшает качество профилей;
- большая трудоемкость установления необходимого зазора между профилированными роликами из-за отсутствия базирования поверхностей роликов.
Известен также профилегибочный стан по А.С. 1172627 СССР МПК В 21 D 5/06 для профилирования листовых заготовок, содержащий связанные с приводом рабочие клети с рабочими валками, верхние из которых установлены с возможностью вертикального перемещения, ряд червячных редукторов, тихоходный вал каждого из которых связан с рабочими валками посредством шестеренной передачи, каждый редуктор снабжен съемным валом. Одна из шестерен цилиндрической передачи установлена на этом валу, причем вал соединен с верхним рабочим валком рабочей клети стана. Кроме того, стан снабжен шарнирно соединенным с валом кронштейном, закрепленным на корпусе редуктора с возможностью его регулирования по высоте.
Вышеописанный аналог имеет следующие недостатки:
- невозможность перемещения нижнего рабочего вала;
- верхний вал перемещается только на определенную высоту, равную толщине прокладки, что уменьшает диапазон регулирования, т.к. регулировка ступенчатая;
- при изменении высоты верхнего вала необходима замена шестерен цилиндрической передачи.
Все вышеперечисленное делает переналадку стана трудоемкой, требующей продолжительного времени.
Известен также профилегибочный станок по патенту РФ 2028847 МПК В 21 D 5/06, содержащий установленные в технологической последовательности приводные формующие клети для предварительного и окончательного формообразования с роликовыми парами, имеющими замкнутый профилирующий зазор. Клеть предварительного формообразования снабжена обгонной муфтой. Величина минимального расстояния между формующими клетями задается математической зависимостью. Этот станок принят нами за прототип.
У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки:
- приводные формующие клети для предварительного и окончательного формообразования установлены в технологической последовательности;
- роликовые пары установлены на валах и имеют замкнутый профилирующий зазор.
Недостатками прототипа является следующее:
- продолжительное время переналадки станка из-за необходимости жестко контролировать межосевое расстояние;
- невозможность установки высокоточного зазора между парами формующих роликов и стабильного сохранения его во время работы.
Все вышеперечисленное значительно снижает технологические возможности прототипа.
Техническая задача, решаемая данным изобретением, заключается в расширении технологических возможностей станка, повышении удобства и сокращении времени его переналадки.
Эта задача решается совокупностью уже существующих и новых существенных признаков. Новые существенные признаки:
- валы, на которых расположены роликовые пары, установлены с возможностью перемещения в вертикальной плоскости независимо друг от друга с сохранением привода вращения на них;
- валы всех клетей закреплены консольно, а их свободные концы замкнуты съемной серьгой;
- базирование роликовых пар выполнено по вертикальным и горизонтальным установочным поверхностям роликов.
Получен следующий технический результат:
- возможность смещения оси профилирования в вертикальной плоскости позволяет создать напряжение растяжения или сжатия в элементах профиля между клетями, что увеличивает степень деформации;
- серьга обеспечивает силовое замыкание роликовых пар для гарантированной установки замкнутого профилирующего зазора и сохранения его в процессе работы;
- быстрая смена инструмента с одновременным обеспечением высокоточной установки зазора между парами формующих роликов существенно уменьшает время переналадки станка.
Все это позволяет существенно расширить технологические возможности станка.
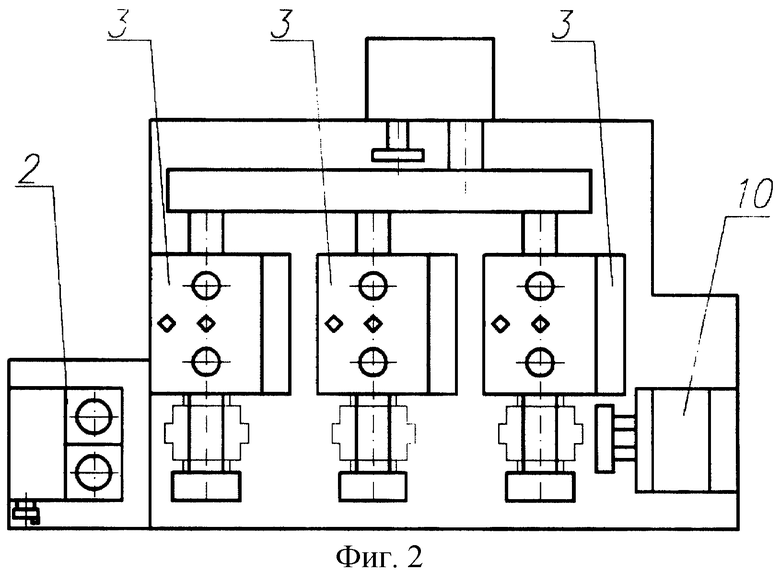
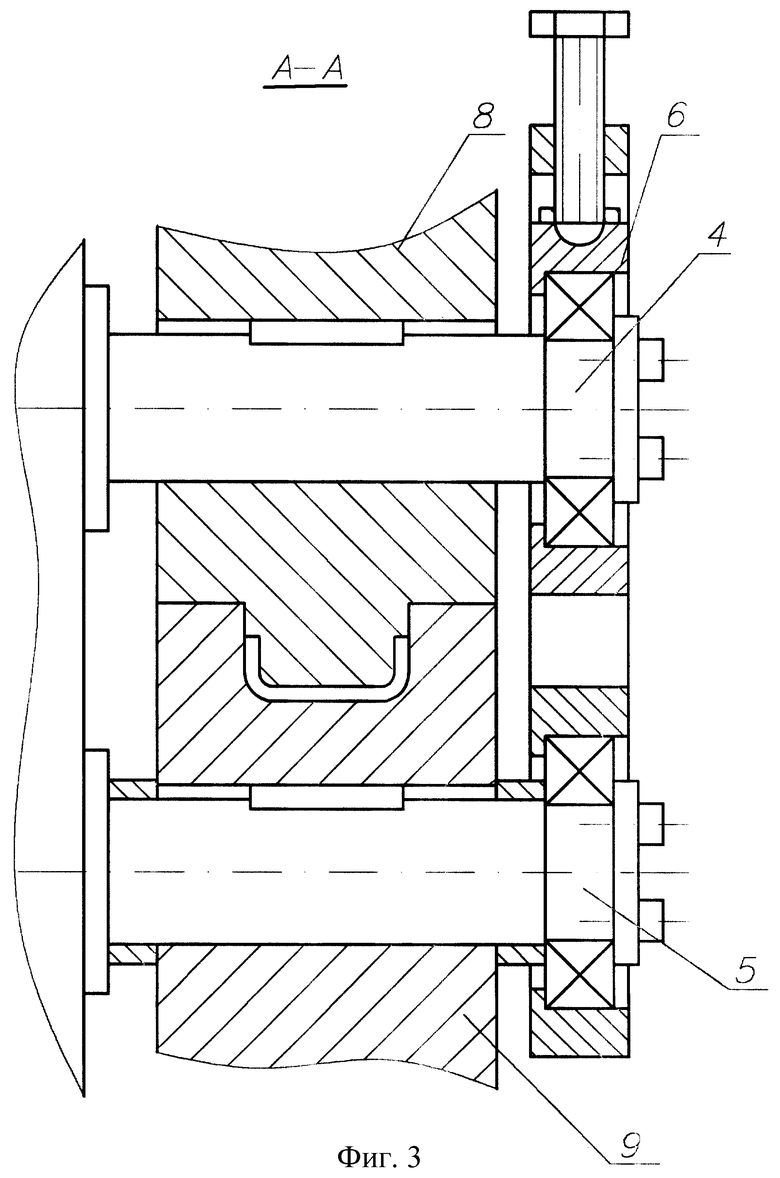
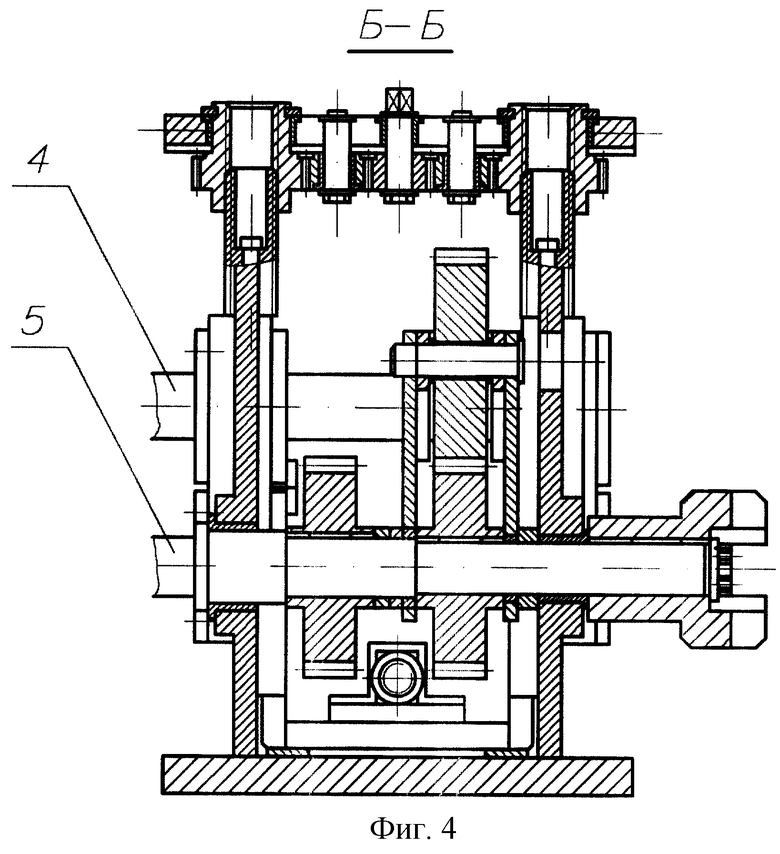
На фиг.1 показан профилегибочный станок; на фиг.2 - то же, план; на фиг. 3 - сечение А-А - расположение формующих роликов на валах; на фиг.4 - сечение Б-Б - разрез профилирующей клети 3.
Профилегибочный станок содержит станину 1, к направляющим планкам которой с возможностью перемещения влево - вправо и вверх-вниз крепится клеть предварительного формообразования 2. На станине 1 в технологической последовательности установлены профилирующие клети 3. Рабочие валы - верхний 4 и нижний 5 - в каждой профилирующей клети закреплены консольно и могут перемещаться в вертикальной плоскости независимо друг от друга с сохранением привода вращения на них. Свободные концы рабочих валов 4 и 5 замкнуты съемной серьгой 6. Привод 7 обеспечивает вращение валов 4 и 5. На рабочих валах 4 и 5 установлены формующие ролики: верхний 8 и нижний 9, образующие роликовую пару, имеющую замкнутый профилирующий зазор. Базирование роликовых пар произведено по вертикальным и горизонтальным установочным поверхностям роликов 8 и 9.
За профилирующими клетями 3 установлено приемное устройство 10.
Станок работает следующим образом.
На валы клети предварительного формообразования 2 и профилирующих клетей 3 устанавливаются соответствующие ролики.
Перед началом работы производится настройка станка для изготовления определенного профиля.
Клеть предварительного формообразования 2 с помощью регулирующих винтов выставляется на заданное положение оси профилирования в горизонтальной и вертикальной плоскостях, а ее валы на необходимое межцентровое расстояние между роликами.
Верхний рабочий вал 4 и нижний рабочий вал 5 в каждой профилирующей клети 3 также выставляются по оси профилирования, так как имеют возможность перемещаться в вертикальной плоскости. Причем перемещение верхнего рабочего вала 4 осуществляется вращением регулирующего вала (не обозначен) через систему зубчатых колес и винт, что возможно без отключения привода. Перемещение нижнего рабочего вала 5 осуществляется клином, приводимым в движение от другого регулирующего вала (не обозначен) через коническую передачу с резьбовым соединением, при этом отключение привода не требуется. Крутящий момент рабочим валам 4 и 5 передается от привода 7 через клиноременную передачу, редуктор и систему зубчатых колес. Верхний рабочий вал 4 опускается до соприкосновения посадочных мест верхних 8 и нижних 9 роликов. Таким образом обеспечивается базирование роликовых пар по вертикальным и горизонтальным поверхностям. После этого свободные концы рабочих валов 4 и 5 замыкаются съемной серьгой 6.
Формообразование осуществляется следующим образом.
Заготовка подается в клеть предварительного формообразования 2, далее в роликовые пары профилирующих клетей 3. Роликовые пары каждой клети имеют гарантированный замкнутый профилирующий зазор и расчетные углы подгибки в каждой паре. Причем вследствие базирования роликовых пар гарантированный замкнутый профилирующий зазор и расчетные углы подгибки сохраняются стабильно во время всей работы и не требуют подстройки. Далее готовый профиль подается в приемное устройство 10.
Таким образом, возможность перемещения рабочих валов в вертикальной плоскости с сохранением привода вращения на них позволяет использовать роликовые пары с разными межосевыми расстояниями и изготавливать профили различной конфигурации из широкой номенклатуры металлов и сплавов. Консольное закрепление рабочих валов повышает удобство обслуживания станка и снижает трудоемкость и время переналадки станка на другой типоразмер профиля. Замыкание свободных концов рабочих валов серьгой обеспечивает жесткость и параллельность валов при работе.
Базирование роликов между собой по их установочным поверхностям обеспечивает гарантированный замкнутый профилирующий зазор, позволяет получать профили высокого качества, исключает погрешности, вызванные настройкой станка.
На нашем предприятии разработана, изготовлена и передана в эксплуатацию на предприятия отрасли серия профилегибочных станков ГПС-300М6, ГПС-400М6, ГПС-500М6, на которых изготавливаются профили высокого качества.
Заявляемый профилегибочный станок не оказывает отрицательного воздействия на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть профилегибочного стана | 1990 |
|
SU1796310A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2004 |
|
RU2254193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 1992 |
|
RU2028847C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ДЕТАЛЕЙ МАЛОЙ КРИВИЗНЫ | 2001 |
|
RU2219009C2 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ГНУТЫХ ПРОФИЛЕЙ | 2000 |
|
RU2184634C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2269392C1 |
| СПОСОБ РЕГУЛИРОВКИ ЗАЗОРА КАЛИБРА НА ТОЛЩИНУ ПРОФИЛИРУЕМОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2292250C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении профилей из широкой номенклатуры материалов. Профилегибочный станок содержит установленные в технологической последовательности клеть для предварительного формообразования и приводные профилирующие клети. Валы в клетях закреплены консольно и могут перемещаться в вертикальной плоскости независимо друг от друга с сохранением привода вращения на них. Свободные концы валов замкнуты съемной серьгой. Роликовые пары имеют замкнутый профилирующий зазор, а их базирование выполнено по вертикальным и горизонтальным установочным поверхностям роликов. Расширяются технологические возможности, улучшается качество при уменьшении времени переналадки. 4 ил.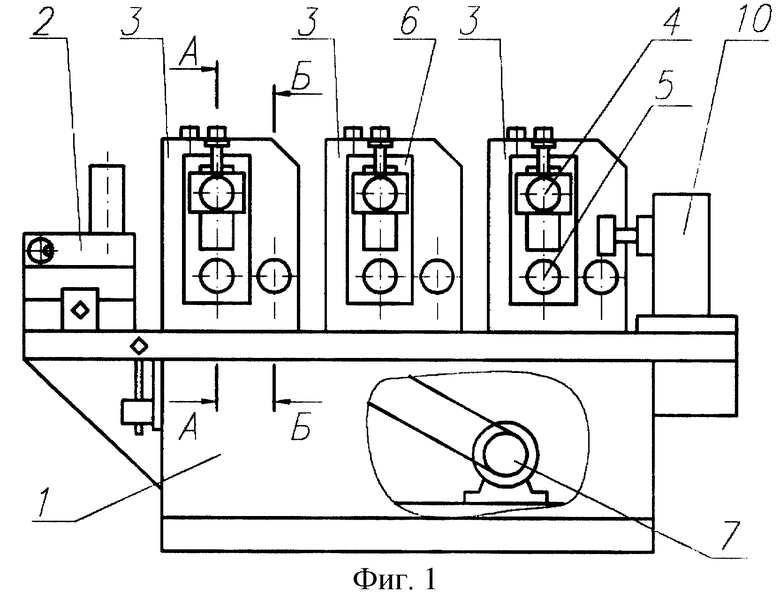
Профилегибочный станок для изготовления гнутых профилей, содержащий установленные в технологической последовательности клеть для предварительного формообразования и приводные профилирующие клети с установленными на рабочих валах роликовыми парами с замкнутым профилирующим зазором, отличающийся тем, что каждая клеть снабжена съемной серьгой, ролики роликовых пар имеют вертикальные и горизонтальные установочные поверхности, рабочие валы закреплены консольно с возможностью перемещения в вертикальной плоскости независимо друг от друга без отключения привода их вращения и силового замыкания их свободных концов съемной серьгой после осуществления базирования роликовых пар по их установочным поверхностям.
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 1992 |
|
RU2028847C1 |
| SU 131996730, 06.1987 | |||
| SU 34374025, 07.1972 | |||
| US 5092151, 03.03.1992 | |||
| ГИДРАВЛИЧЕСКИЙ АГРЕГАТ ГЭС КАЗАЧЕНКО, НАПРАВЛЯЮЩИЙ АППАРАТ, РАБОЧЕЕ КОЛЕСО, УПЛОТНЕНИЕ КОЛЕСА, РЕГУЛЯТОР РАСХОДА | 2010 |
|
RU2455521C2 |

