Изобретение относится к обработке металлов давлением, а именно к автоматическим линиям для производства металлических профилей.
Известные линии и устройства для них описаны в источнике информации “Производство гнутых профилей (оборудование и технология)”./Под редакцией И.С.Тришевского, М.: Металлургия, 1982 г., с.249.
Известные автоматические линии для профилирования листовых изделий из рулонного материала содержат расположенные в технологической последовательности разматыватели рулона, профилегибочные станы, отрезные устройства.
Ближайшим аналогом является линия для профилирования панелей, содержащая разматывающее устройство, профилегибочный стан с профилирующими клетями, отрезное устройство (гильотину), приемный стол и приводы (RU №2050211, 1995 г.). Стан смонтирован на жесткой раме, а профилирующие клети снабжены узлом регулировки зазора между валками, установлены с возможностью регулировки в вертикальной плоскости на угол от (-10) до (+10) градусов и выполнены увеличивающейся от клети к клети ширины, при этом валки клетей выполнены с увеличивающимся от клети к клети соотношением диаметров.
Одним из недостатков ближайшего аналога является отсутствие конструктивных решений, позволяющих выпускать листовой профиль с быстрой переналадкой рабочих инструментов для изменения формы профильного листа, например: волнистой, ступенчатой, трапецеидальной. К недостаткам аналога относится отсутствие механизмов, обеспечивающих съем готовых деталей и автоматическую разгрузку готового профиля.
У аналога готовые детали остаются на приемном столе или на монтажной площадке.
Задачей, решаемой настоящим изобретением, является расширение эксплуатационных возможностей линии для выпуска профильных листов разного вида без переналадки основных механизмов, повышение производительности за счет исключения ручного труда на выгрузке готовых изделий.
Поставленная задача решается за счет того, что линия для изготовления листового профиля состоит из загрузочного устройства, разматывателя, приемного рольганга, многоклетьевого профилегибочного стана для нанесения продольных гофр, расположенного за станом силового устройства для нанесения поперечных гофр по всей ширине заготовки и отрезного устройства, при этом линия снабжена укладчиком готовой продукции, расположенным за отрезным устройством, многоклетьевой профилегибочный стан выполнен из секций с индивидуальными рамами, каждая секция имеет собственный привод (возможен вариант, когда клети выполнены с индивидуальными приводами и чередуются с неприводными), а расчетное количество рабочих клетей со сменными профилирующими кольцами, изготовленными в соответствии с технологической картой переходов заготовки по клетям, выполненными с возможностью монтажа-демонтажа на приводных валах рабочих клетей, представляет собой инструментальную наладку (свою для каждого вида профиля), разделенную на отдельные съемные кассеты с числом, равным количеству секций профилегибочного стана, при этом кассета является общим основанием для клетей каждой секции. Каждая кассета инструментальной наладки обеспечивает выполнение определенной части профиля на листовой заготовке.
Загрузочное устройство линии, предпочтительно, выполнено в виде тележки, установленной с возможностью поступательного перемещения в горизонтальной плоскости и размещенного на тележке призматического ложемента, выполненного с возможностью вертикального перемещения относительно тележки.
Приемный рольганг может быть снабжен устройством смазки в виде роликов, оси вращения которых размещены в одной вертикальной плоскости, причем нижний ролик опущен в смазывающую жидкость, налитую в емкость, а на верхний ролик смазывающую жидкость подают насосом.
Отрезное устройство линии может быть выполнено в виде отрезного штампа, за которым размещают механизм протяжки с приводом и прижимными роликами для продвижения отрезанного листа далее. Отрезное устройство линии, в частности, может быть оснащено шаговым толкателем, обеспечивающим перемещение изделия на шаг, равный его толщине. При этом отрезное устройство имеет подвижные ножи, имеющие возможность вертикального перемещения по вертикальным колонкам посредством двух симметрично расположенных тяг и двух синхронных приводов, предпочтительно гидроприводов. В укладчике готовой продукции механизм приема и сброса листов выполнен в виде поворотных роликов на тягах с приводом (от электро- или гидроприводов).
Кроме того, накопительная платформа укладчика готовой продукции может содержать систему конечных выключателей и упор (может быть наклонным), а также подъемник с вертикальным приводом (платформа может быть выполнена без привода) и механизм горизонтального перемещения накопительной платформы.
Технический результат, получаемый при реализации изобретения заключается в повышении производительности линии, а также в расширении номенклатуры готовых изделий, выпускаемых на одной и той же линии. Для каждого вида профильного листа изготавливают инструментальную наладку профилегибочного стана в виде съемных сменных кассет с расчетным количеством рабочих клетей со сменными профилирующими кольцами на приводных валах клетей в соответствии с технологической картой переходов заготовок по клетям. Выполнение профилегибочного стана в виде секций с индивидуальными рамами, а также снабжение каждой секции индивидуальным приводом обеспечивает возможность быстрой установки сменного комплекта кассет на каждой секции стана, что позволяет изготавливать на той же линии иной заданный профиль. Повышение производительности происходит за счет исключения ручного труда на выгрузке готовых деталей вследствие наличия накопительной платформы с механизмом приема и сброса листов и механизмом горизонтального перемещения платформы с пакетами готовых изделий в зону выгрузки.
Конструкция линии для изготовления листового профиля с продольными и поперечными гофрами поясняется следующими чертежами.
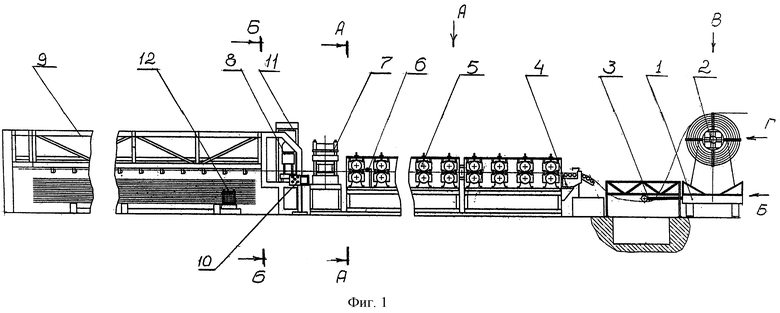
На фиг.1 - изображен общий вид заявленной линии.
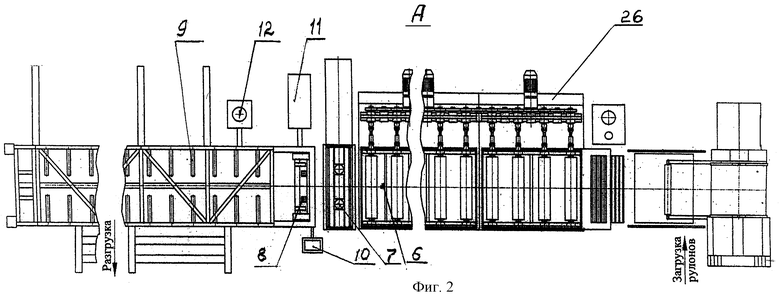
На фиг.2 - линия, вид А на фиг.1.
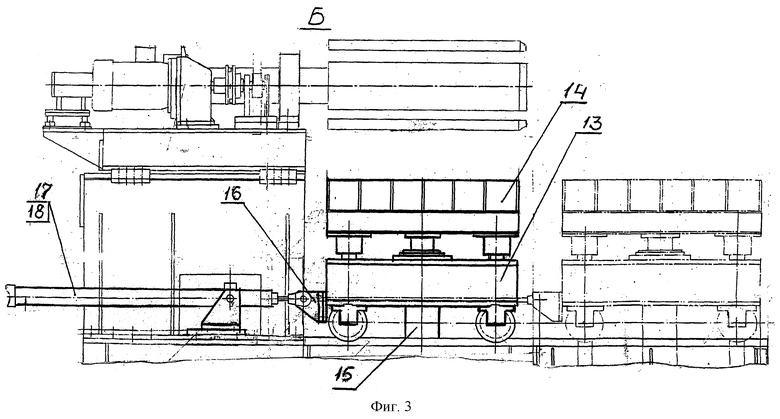
На фиг.3 - загрузочное устройство, вид Б на фиг.1.
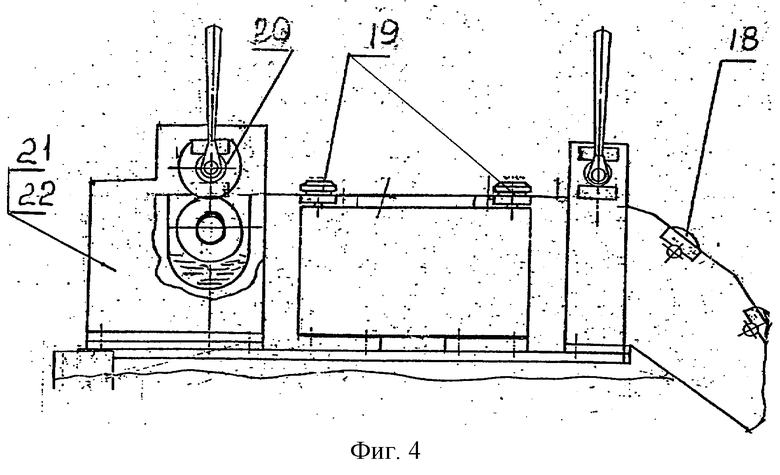
На фиг.4 - приемный рольганг.
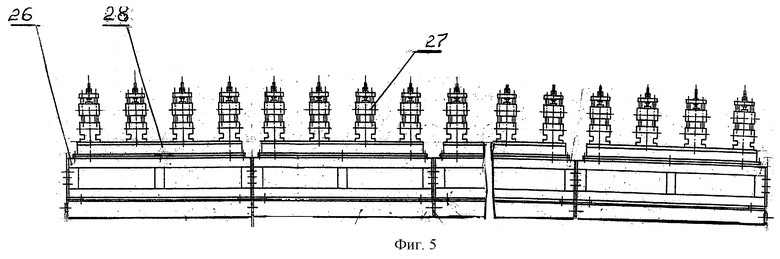
На фиг.5 - профилегибочный стан.
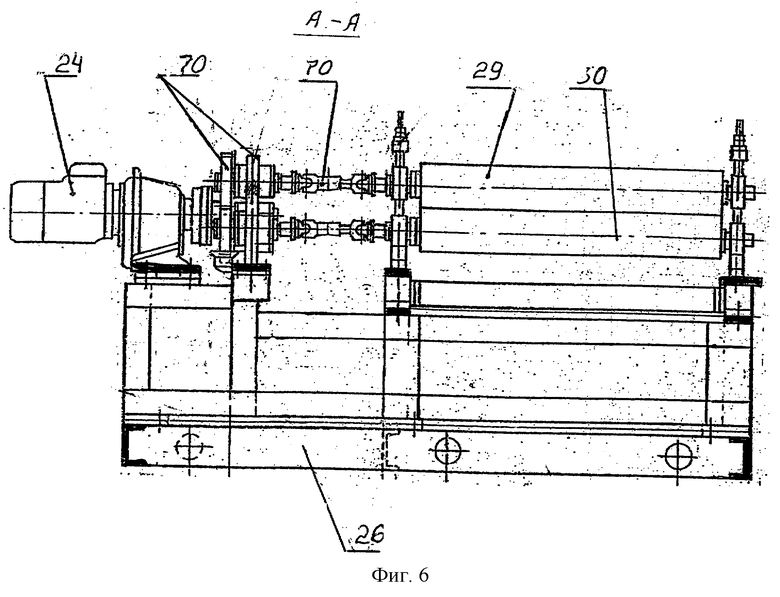
На фиг.6 - разрез А-А на фиг.1.
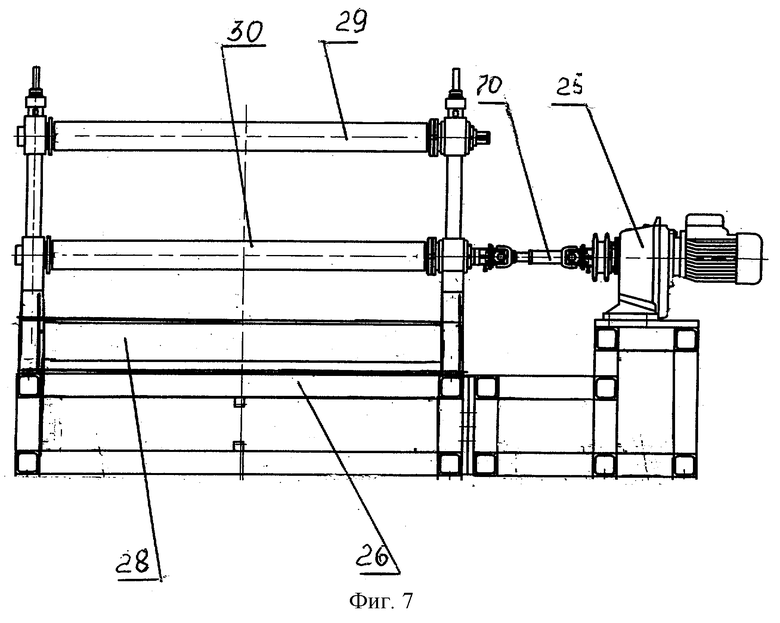
На фиг.7 - рабочая клеть с индивидуальным приводом.
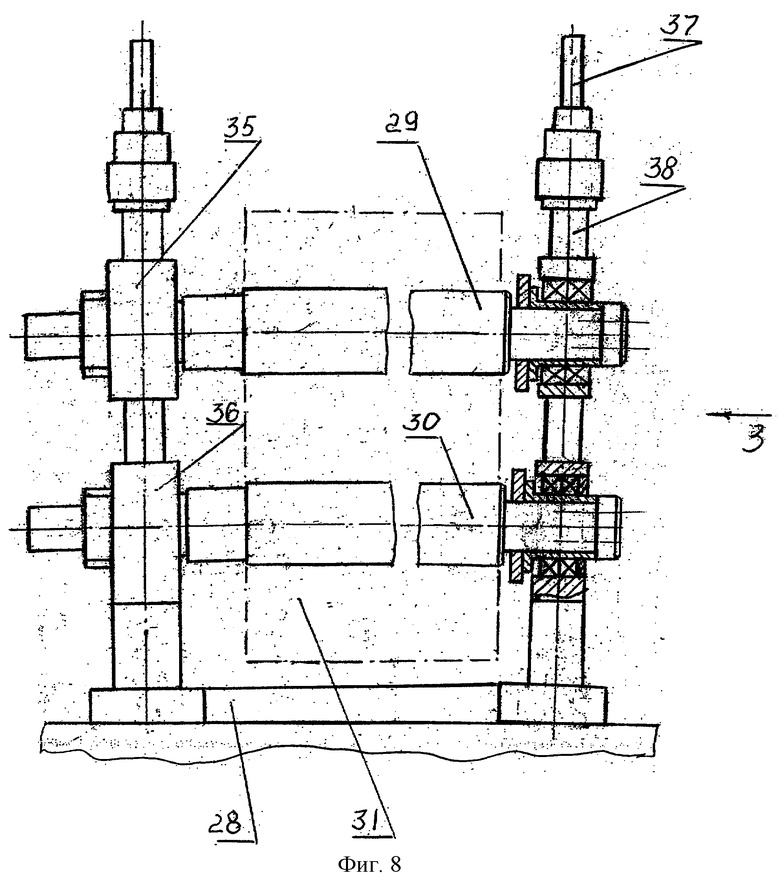
На фиг.8 - рабочая клеть профилегибочного стана.
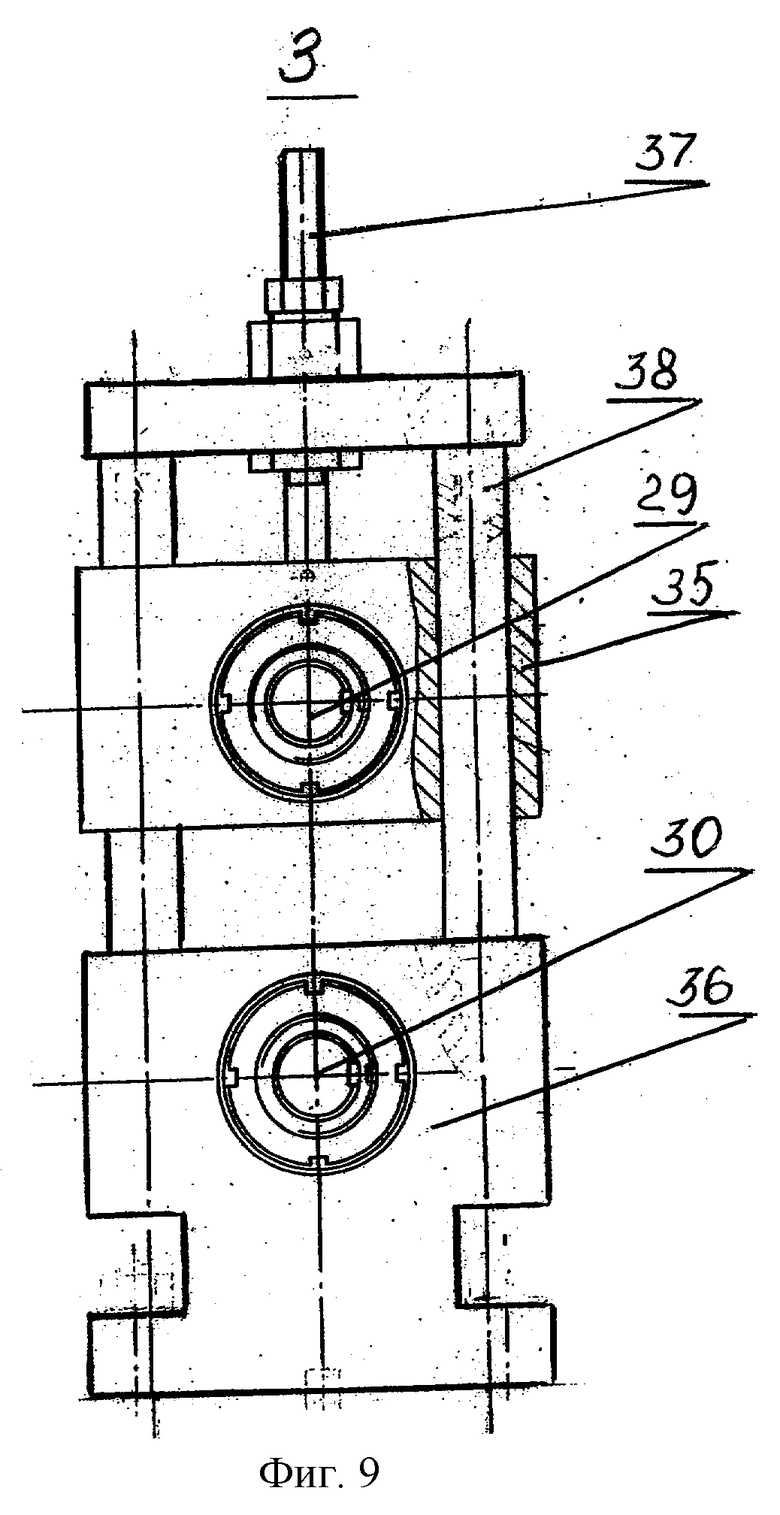
На фиг 9. - рабочая клеть профилегибочного стана, вид 3 на фиг.8
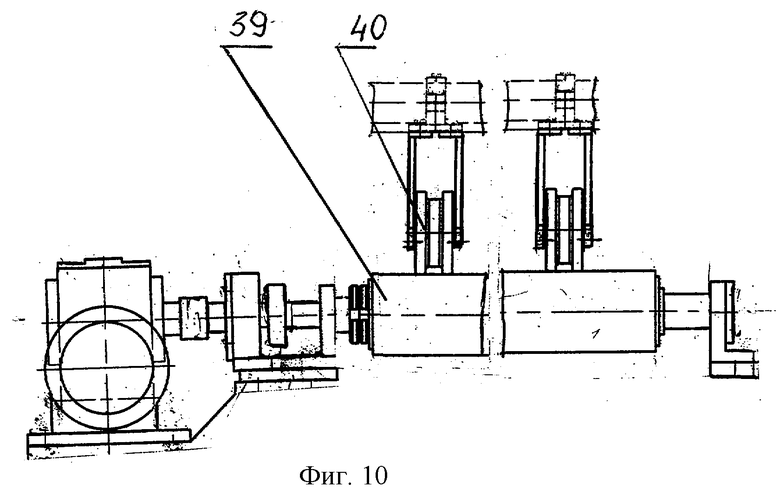
На фиг.10 - механизм протяжки отрезанного профильного листа..
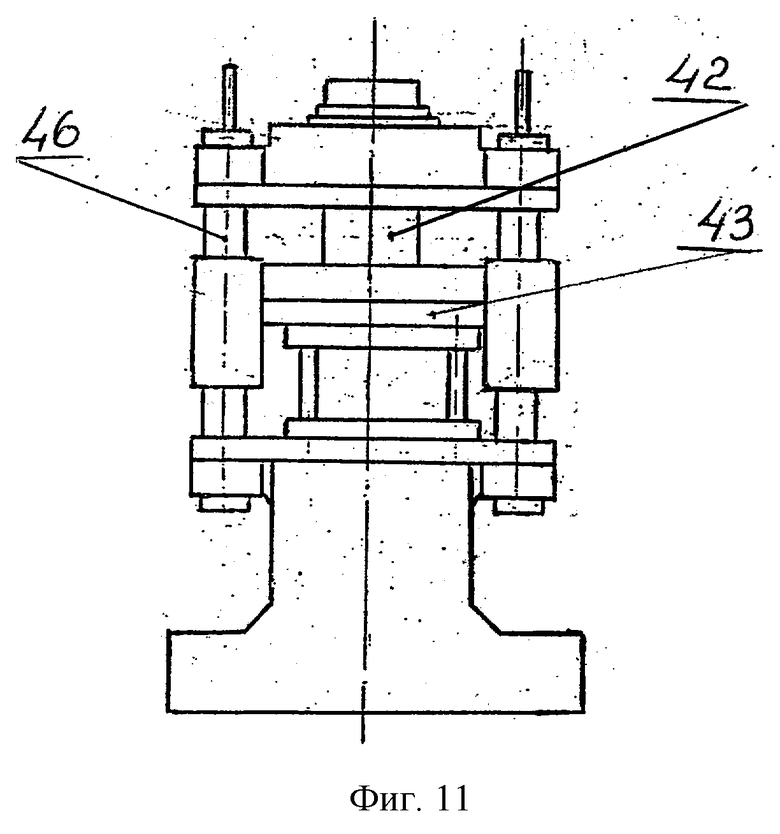
На фиг.11 - силовая установка.
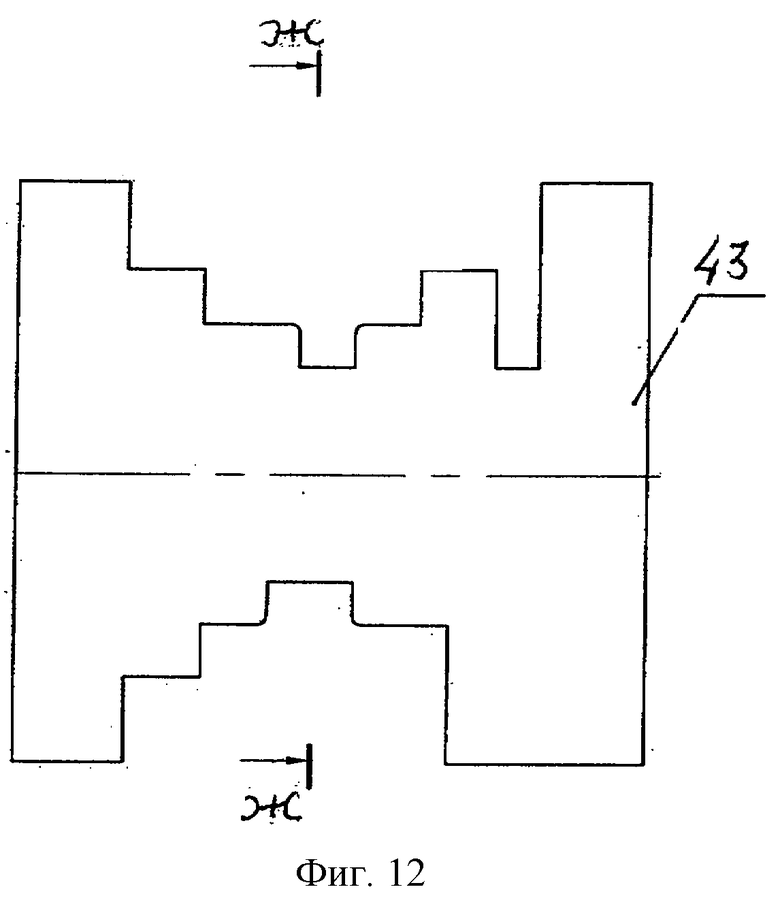
На фиг.12 - гибочный штамп.
На фиг.13 - гибочный штамп, разрез Ж-Ж на фиг.12.
На фиг.14 - отрезное устройство.
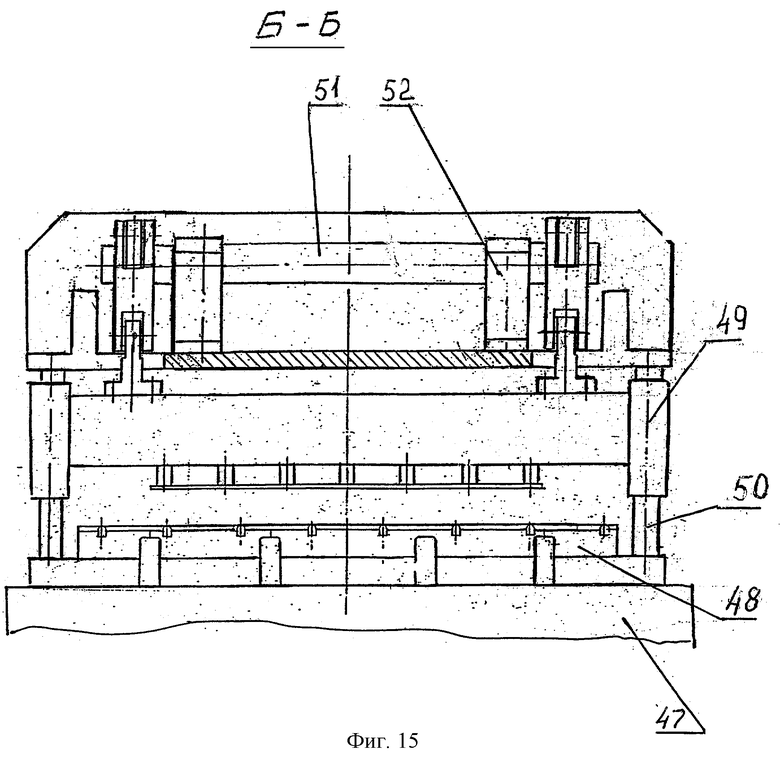
На фиг.15 - отрезное устройство, разрез Б-Б на фиг.1.
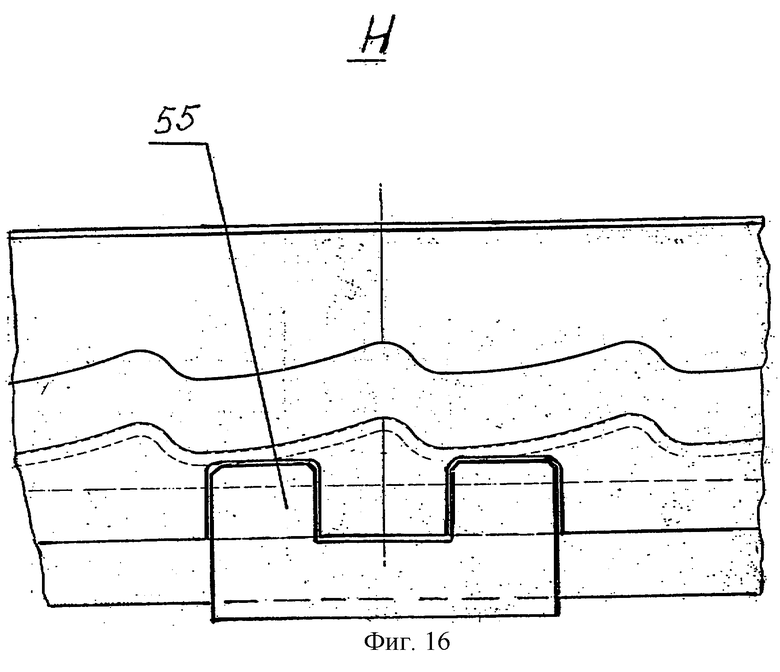
На фиг.16 - отрезное устройство, вид Н на фиг.14.
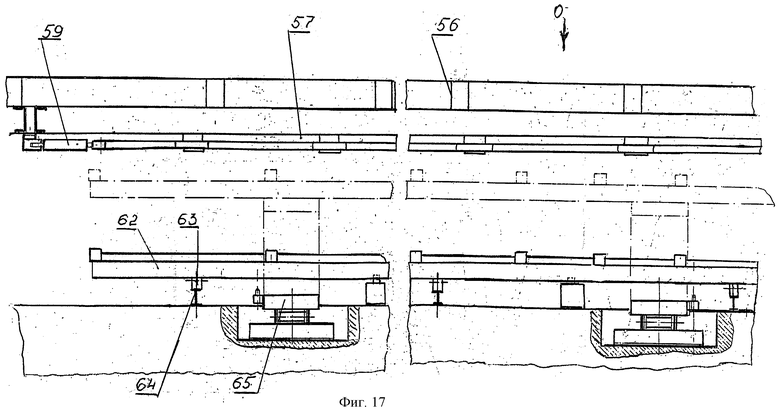
На фиг.17 - укладчик готовой продукции (вид сбоку).
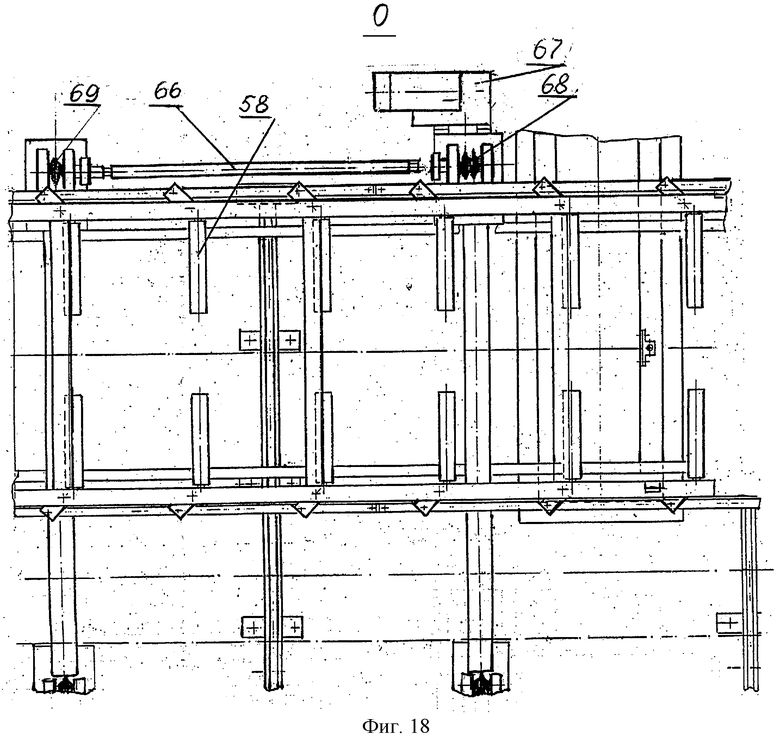
На фиг.18 - укладчик готовой продукции, вид О на фиг.17 (привод горизонтального перемещения накопительной платформы).
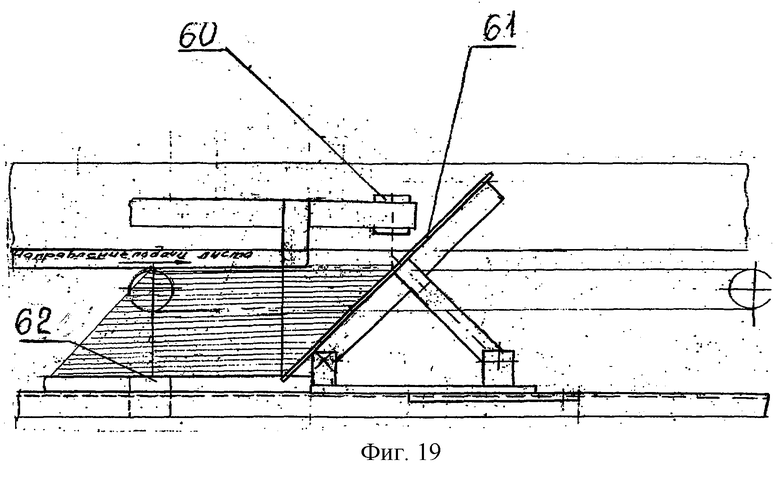
На фиг.19 - укладчик готовой продукции, схема установки упора для ориентировки листов при укладке их на накопительной платформе “лесенкой”.
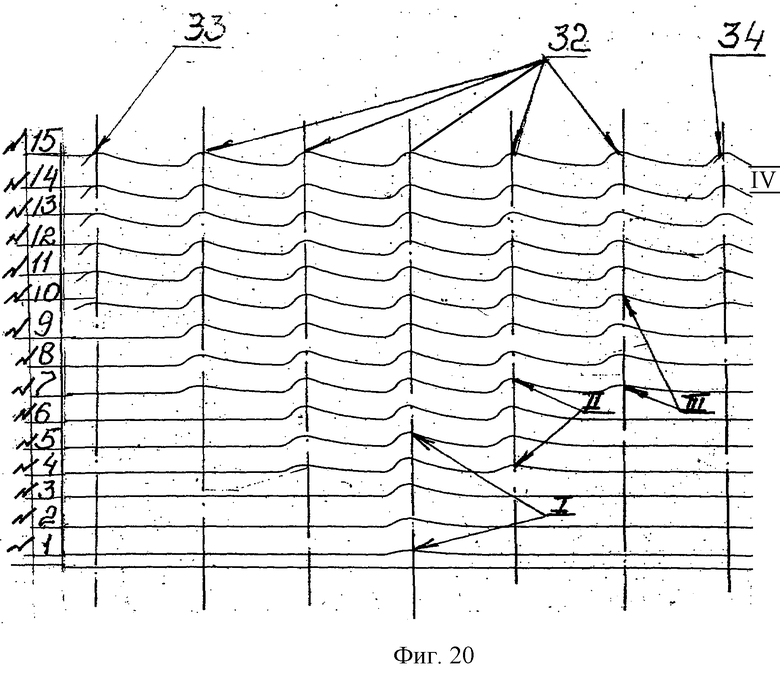
На фиг.20 - схема технологических переходов листовой заготовки по клетям профилегибочного стана.
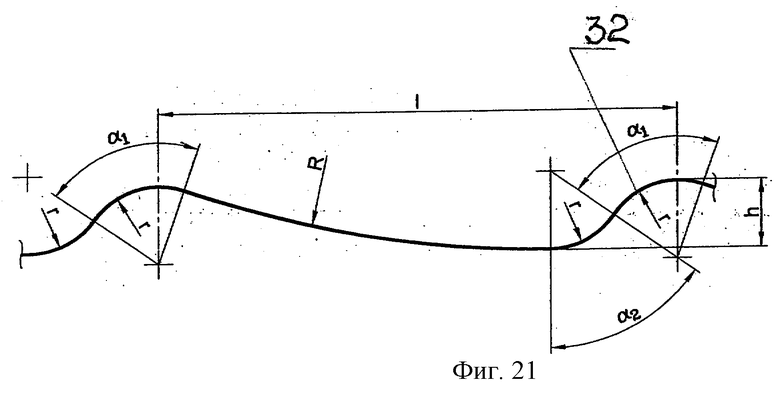
На фиг.21 - схематичный разрез волнистого профилированного листа (продольный гофр).
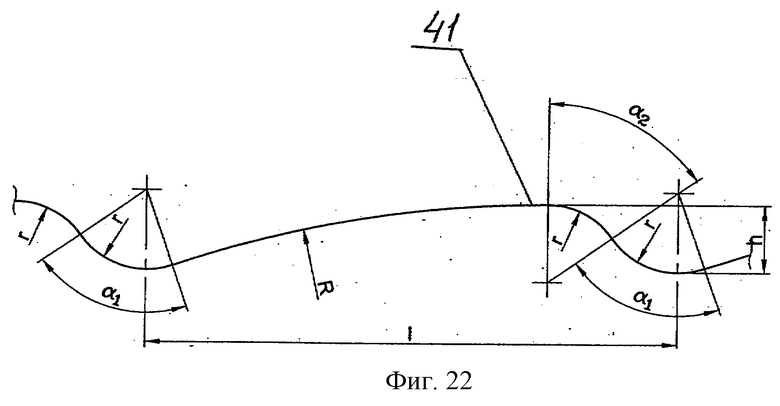
На фиг.22 - схематичный разрез волнистого профилированного листа (поперечный гофр).
Линия для изготовления листового профиля (фиг.1, 2) содержит устройство загрузочное 1, разматыватель 2, петлеобразователь компенсационный 3, приемный рольганг 4, стан профилегибочный многоклетьевой 5, устройство измерительное 6, установку силовую 7, устройство отрезное 8, укладчик готовой продукции 9, пульт управления 10, устройство электрическое 11, устройство гидравлическое 12.
Устройство загрузочное 1 (фиг.3) представляет собой тележку 13 на колесах с размещенным на ней призматическим ложементом 14 для рулона. Ложемент 14 имеет возможность подъема в вертикальном направлении с помощью гидроцилиндра 15 при установке рулона заготовки на разматыватель и последующего опускания на тележку 13. Тележка 13 через рычаг 16 связана со штоком 17 гидроцилиндра 18, посредством которого обеспечивается горизонтальное перемещение тележки 13 по направляющим при поднятом ложементе для надевания рулона на разматыватель и последующего вывода тележки в зону загрузки следующего рулона заготовки.
Разматыватель 2, преимущественно однопозиционный, содержит разжимной барабан с раздвижными приводными сегментами для установки рулона заготовки, барабан закреплен на консоли вала, установленного в подшипниковых опорах, и имеет возможность осевого регулирования.
Стол приемный 4 (фиг.4) состоит из наклонного рольганга 18 с направляющими роликами 19, на столе установлено устройство смазки 20 в виде двух роликов с войлочным покрытием, оси вращения которых установлены в одной вертикальной плоскости. Ролики размещены с зазором, достаточным для прохождения между ними листовой заготовки. Нижний ролик размещен в контакте со смазывающей жидкостью, находящейся в емкости 21, а на верхний ролик смазывающая жидкость подается гидронасосом 22 (на чертежах не показан).
Многоклетьевой профилегибочный стан 5 содержит расчетное число (свое для каждого вида профиля) унифицированных секций 23 с индивидуальными секционными приводами 24 или индивидуальными клетьевыми приводами 25, секции имеют индивидуальные рамы 26. Каждый профилегибочный стан имеет комплект инструментальных наладок (для каждого вида листового профиля) Инструментальная наладка содержит расчетное число рабочих клетей 27 (число клетей рассчитывают по технологическим картам переходов заготовки по клетям) Общее число рабочих клетей разделено на отдельные съемные кассеты 28 по числу секций, рабочие клети каждой секции объединены общим основанием. На верхних 29 и нижних 30 приводных валах рабочих клетей 27 размещены сменные профилирующие кольца 31, которые получают вращение от секционных 24 или клетьевых 25 приводов через зубчатые и карданные передачи 70.
Пример выполнения многоклетьевого профилегибочного стана (упрощенная схема технологических переходов представлена на фиг.20).
С 1-й по 5-ю клеть, в которых по центральной оси симметрии на приводных валах размещены профилирующие кольца для формирования центрального продольного гофра (на схеме - I);
С 4-й по 7-ю клеть, в которых по обе стороны от центральной оси симметрии размещены кольца для образования двух следующих гофр 32 (на схеме - II).
С 7-й по 10-ю клеть, в которых размещены кольца для образования следующей пары продольных гофр 32 (на схеме - III).
С 10-й по 15-ю клеть, по одну сторону от центральной оси симметрии которых размещены кольца для образования начального продольного гофра 33 с козырьком.
По другую сторону от центральной оси в клетях с 10-й по 15-ю размещены кольца для формирования завершающего гофра 34 (на схеме - IV) с козырьком и канавкой для сбора влаги при монтаже листов.
В каждой рабочей клети 27 верхний приводной вал 29 установлен в подшипниках качения, закрепленных в подвижных корпусах 35, а нижний вал 30 установлен также в подшипниках качения, которые закреплены в неподвижных корпусах 36. Каждая клеть имеет упоры 37, предназначенные для перемещения верхних приводных валов 29 в корпусах 35 по колонкам 38. При использовании секционных приводов 24 при передаче вращения приводным валам 29 и 30 блоки шестерен и карданные передачи 31 обеспечивают бесперебойную работу приводных валов рабочих клетей при неожиданном отказе одного или нескольких индивидуальных электродвигателей секций, так как зубчатая передача находится в постоянном зацеплении.
За профилегибочным станом 5 размещено измерительное устройство 6. При изготовлении листового профиля без поперечных гофров (типа профнастила) за измерительным устройством устанавливают отрезной штамп, за которым размещают механизм протяжки отрезанного листа с приводным роликом 39 и прижимными роликами 40. При изготовлении листового профиля с поперечными гофрами за измерительным устройством 6 устанавливают силовую установку 7 для нанесения по всей ширине заготовки на продольные гофры поперечных гофр 41 волнистой формы “ступенек”. Силовая установка 7 имеет привод от гидроцилиндра 42, представляет собой конструкцию, в которой размещен гибочный штамп 43 с пуансоном 44, матрицей 45, имеющих рабочую поверхность для нанесения поперечных гофр по всей ширине заготовки с параметрами, аналогичными параметрам продольных гофр. Силовая установка 7 имеет колонки 46 для перемещения пуансона 44.
После силовой установки 7 в линии размещено устройство отрезное 8, на раме 47 которого установлены неподвижные ножи 48, ползун 49 с подвижными ножами 50, имеющий возможность перемещаться по вертикальным направляющим 51. Ползун 49 связан с гидроцилиндрами 52 синхронного действия, которые через симметричные тяги на валу 54 обеспечивают исключение перекоса и заклинивания ножей. Отрезное устройство оснащено шаговым толкателем 55 с гидравлическим приводом.
Заканчивается линия изготовления листового профиля укладчиком готовой продукции 9, который содержит металлическую раму-ограждение 56, механизм 57 приема и сброса листов с поворотными роликами 58, соединенными кронштейнами с тягами и приводом 59.
Под механизмом 57 приема и сброса листов размещена система конечных выключателей 60 и наклонный упор 61 (фиг.19), который предназначен для укладки каждого сдвинутого шаговым толкателем листа на накопительной платформе 62 в пакет, “лесенкой” по контуру поперечных гофров. При изготовлении профильного листа без поперечных гофров и отрезки его штампом без сдвига шаговым толкателем наклонный упор 61 разворачивают в вертикальное положение. Пакеты в этом случае формируются на накопительной платформе прямоугольными. Накопительная платформа 62 установлена на колесах 63 для горизонтального перемещения по направляющим 64, накопительная платформа 62 имеет подъемник 65 с гидроприводом. Под накопительной платформой 62 размещен механизм 66 горизонтального перемещения накопительной платформы 62, содержащий электродвигатель 67, взаимно перпендикулярные цепные передачи 68 и 69, на цепи передачи 69 смонтированы специальные захваты для горизонтального перемещения платформы 62 с пакетом готовых изделий в зону разгрузки.
При работе заявленной линии может быть изготовлен листовой профиль с продольными и поперечными гофрами типа “металлочерепицы”, профнастила и др.
При изготовлении листового профиля используют заготовку из стали холоднокатаной, оцинкованной в рулонах ОЦО-0,55×1250 ГОСТ19904-90, формообразование осуществляют на профилегибочном стане. Форма гофра может быть волнистой, ступенчатой и трапецеидальной.
Работа заявленной линии будет показана на примере изготовления профилированного волнообразного (в продольном и поперечном направлении) листового профиля.
Продольный и поперечный гофры листового профиля в данном примере имеют одинаковые параметры, в частности:
- высота волны по гребню h=24 мм;
- поверхность волны с радиусом r=27 мм, сопряжена в секторе с углом α1=74°20' с поверхностью выемки с таким же радиусом r и углом α2=55°09', плавно переходит в выемку с радиусом R=394 мм до сопряжения с поверхностью следующего гофра с теми же параметрами.
Каждый профилированный лист имеет начальный продольный гофр с козырьком, шириной полочки до 90% от величины радиуса гофра, предназначенной для стыковки с предыдущим профилированным листом (при монтаже), и завершающий продольный гофр с козырьком, шириной полочки до 130% от величины радиуса гофра, предназначенный для накладки профилированного листа на предыдущий лист (при монтаже). Каждый завершающий гофр выполнен с продольным желобом на скате гофра шириной 5,3 мм и глубиной 1 мм (для сбора влаги на местах стыковки).
Шаг между продольными гофрами составляет l=183,3 мм, между поперечными гофрами - 350 мм, длина профилированных листов 12000 мм, ширина - 1176 мм. Все параметры величины расчетные, закладывают в программу и выполняют в автоматическом режиме.
Работа линии осуществляется следующим образом. На разматывателе 2 устанавливают рулон с заготовкой. Предварительно тележку 13 на колесах загрузочного устройства 2 по направляющим выдвигают перед разматывателем, затем на призматический ложемент 14 краном загружают рулон заготовки - металлической ленты. Штоком гидроцилиндра 15 поднимают призматический ложемент 14 с рулоном и совмещают по высоте горизонтальные оси рулона и разматывателя. После совмещения осей шток гидроцилиндра 17 перемещает тележку 1, надевая рулон на барабан разматывателя, после чего рулон закрепляется на барабане. Освобожденный от рулона призматический ложемент 14 опускают на тележку 13 и выдвигают ее в исходное положение для дальнейшей загрузки.
После установки рулона пультом управления 10 включают линию.
Подачу заготовки для изготовления листового профиля производят вращением барабана разматывателя. Включение и выключение вращения барабана разматывателя регулируют датчики, контролирующими размер компенсационной петли петлеобразователя 3. От разматывателя 2 через петлеобразователь 3 заготовку передают по наклонному рольгангу 18 через направляющие ролики 19 на стол приемный 4, где она проходит между двумя роликами с войлочным покрытием устройства смазки 20, при этом листовая заготовка покрывается смазывающей жидкостью с двух сторон. Далее заготовку подают на профилегибочный стан 5, состоящий из 4 самостоятельных секций 26 с индивидуальными приводами 24, где согласно технологической карте переходов заготовки по клетям 27 осуществляют продольное профилирование. Количество клетей 27 в стане определено технологическим процессом, в приведенном примере их 15. Клети 27 представляют инструментальную наладку, разделенную на 4 съемные кассеты 28, на основании кассет размещено по 4 рабочих клети, основания кассет закреплены на рамах секций 26. Верхний и нижний приводные валы рабочих клетей 29 и 30, установленные на подшипниках качения в подвижных 35 и неподвижных корпусах 36, приводятся во вращение индивидуальными секционными электроприводами 24 через блоки шестерен, зубчатые передачи и карданные соединения 70. При этом непредвиденная остановка одного (и даже нескольких) из индивидуальных секционных электродвигателей не влияет на непрерывный автоматический процесс изготовления листового профиля.
Каждая рабочая клеть 27 имеет специальные упоры 37, которые ограничивают вертикальное перемещение подвижных корпусов 35 по колонкам 38 и позволяют регулировать рабочие зазоры между профилирующими рабочими кольцами 31 верхних 29 и нижних 30 приводных валов рабочих клетей 27.
Каждая рабочая клеть 27 имеет свой комплект профилирующих колец 31, выполняющих часть профилирования в соответствии с технологической схемой переходов заготовки по клетям (фиг.20). При этом в клетях с №1 по №5 по центральной продольной оси симметрии комплекты рабочих колец 31 каждой клети 27 формируют центральный первый I продольный гофр волнообразной (или иной) формы. Далее, в клетях с №4 по №10, рабочие профилирующие кольца 31 формируют продольные гофры, расположенные попарно симметрично относительно центрального гофра; в клетях с №4 по №7 гофры II, в клетях с №7 по №10 - III. Рабочие профилирующие кольца 31 рабочих клетей с №10 по №15 по одну сторону от центрального гофра образуют начальный гофр 33 (с козырьком для соединения с предыдущим листом при монтаже), а по другую сторону завершающий гофр 34 (с козырьком для соединения с последующим листом при монтаже и канавкой для стока влаги).
Таким образом, профилегибочный стан обеспечивает заданные параметры гофр продольного профилирования.
Параметры поперечного сечения поперечных гофр выполняют такими же, как и параметры продольных гофр. Поперечные гофры выполняют на силовой установке 7 пуансоном 44 с матрицей 45, при этом пуансон перемещается по колонкам 46 гидроцилиндром 42. В момент нанесения поперечных гофр автоматическая линия останавливается. Из силовой установки 7 непрерывную заготовку, на которой выполнены продольные и поперечные гофры, передают на отрезное устройство 8, в систему управления которым поступают электрические сигналы от измерительного устройства 6 для отрезки заданной длины готовых изделий. Отрезное устройство 8 имеет средство для отключения механизма шагового толкателя (взаимодействие конечных выключателей с наклонным упором 61).
На отрезном устройстве 8 подвижными ножами 50, смонтированными на ползуне 49, перемещающемся по вертикальным направляющим 51 и неподвижными ножами 48, отрезают готовое изделие. При работе отрезного устройства синхронность действия тяг, расположенных на валу 54, обеспечивают гидроцилиндры 52, что, в свою очередь, гарантирует качество отрезки и исключает заклинивание ножей. Отрезное устройство 8 оснащено шаговым толкателем 55, который после отрезки сдвигает готовую деталь на шаг, равный толщине листа. Готовое изделие подают на механизм 57 приема и сброса листов укладчика 9 готовой продукции. Поворотные ролики 58, закрепленные на тягах, разворачиваются с помощью привода 59 и освобождают лист для падения на накопительную платформу 62, расположенную под механизмом 57. Вследствие взаимодействия упоров 61 и системы конечных выключателей 60 каждый сдвинутый шаговым толкателем 55 отрезного устройства лист перемещают на накопительную платформу 62 до контакта его торца с наклонной плоскостью упора 61. Сдвиг каждого готового изделия на толщину листа позволяет каждому листу ложиться точно по контуру поперечных гофр, образуя пакет, сформированный “лесенкой” из количества изделий, заложенного программой работы линии.
Взаимодействие конечных выключателей 60 и упора при подаче листов на накопительную платформу 62 исключает падение металлических листов с высоты и тем самым снижает шум от падения металлических изделий.
При накоплении на платформе 62 заданного количества листов подъемник 65 с помощью гидропривода опускает накопительную платформу 62 на направляющие 64 и на колесах 63 перемещает из-под механизма 57 в зону разгрузки при помощи механизма горизонтального перемещения 66 с электроприводом 67. Электропривод 67 передает вращение взаимно перпендикулярным цепным передачам 68 и 69. Цепная передача 69 содержит специальные захваты, которыми и перемещается накопительная платформа 62 в зону разгрузки. Готовые изделия (гофролисты) на накопительной платформе 62 накапливают в виде пакетов. В зоне разгрузки пакеты обвязывают и снимают с платформы краном для дальнейшей транспортировки.
Заявленная линия для изготовления листового профиля без изменения режима работы и замены механизмов может быть использована для выпуска профилированных листов различной формы (в сечении): волнистой, ступенчатой, трапецеидальной. Изменение формы гофр 32 профильного листа осуществляют заменой инструментальной наладки путем смены съемных кассет 28, что осуществляется в течение получаса двумя рабочими. Изменение формы поперечных гофр 41 в соответствии с изменением формы продольных гофр 32 производят заменой рабочей поверхности пуансонов 44 и матриц 45 штампов 43 силовой установки 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 2006 |
|
RU2330741C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПРОФИЛЕЙ И ЛИНИЯ АВТОМАТИЧЕСКАЯ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2337783C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2088357C1 |


Изобретение относится к обработке металлов давлением, точнее к автоматическим линиям для производства металлических профилей. Линия содержит загрузочное устройство, разматыватель, приемный рольганг, многоклетьевой профилегибочный стан для нанесения продольных гофр, расположенное за ним силовое устройство для нанесения поперечных гофр по всей ширине заготовки, отрезное устройство, укладчик готовой продукции, расположенный за отрезным устройством. Многоклетьевой профилегибочный стан состоит из секций, имеющих индивидуальные рамы и секционные или клетьевые приводы. При этом профилегибочный стан оснащен комплектом инструментальных наладок для разного вида листового профиля, содержащих расчетное число рабочих клетей, приводные валы которых имеют сменные профилирующие кольца, выполненные с возможностью снятия с валов. Расширяются эксплуатационные возможности линии за счет исключения переналадки основных механизмов, повышается производительность. 8 з.п. ф-лы, 22 ил.
| СТАН ДЛЯ ПРОФИЛИРОВАНИЯ ПАНЕЛЕЙ | 1992 |
|
RU2050211C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| US 4094056 A, 13.06.1978 | |||
| Вибрационное устройство для транспортирования штучных изделий | 1985 |
|
SU1261864A1 |

