ратура нагрева гофров в формующем устройстве выбирается таким образом, что моменты гиба участков полосы с гофрами равны моментам гиба плоских участков полосы, что дает возможность получения ре- жима, при котором обеспечивается выравнивание механических характеристик по всей ширине полосы в процессе формовки. Выполнение этих условий улучшит геометрию полосы, а следовательно - и качество выходящей трубы.
Таким образом, заявляемая совокупность признаков позволяет значительно повысить качество готовой продукции (выход годных труб), поскольку обеспечивается возможность периодического профилирования гофров с нагревом на толстостенных полосах при улучшении геометрии полосы и самой трубы.: :
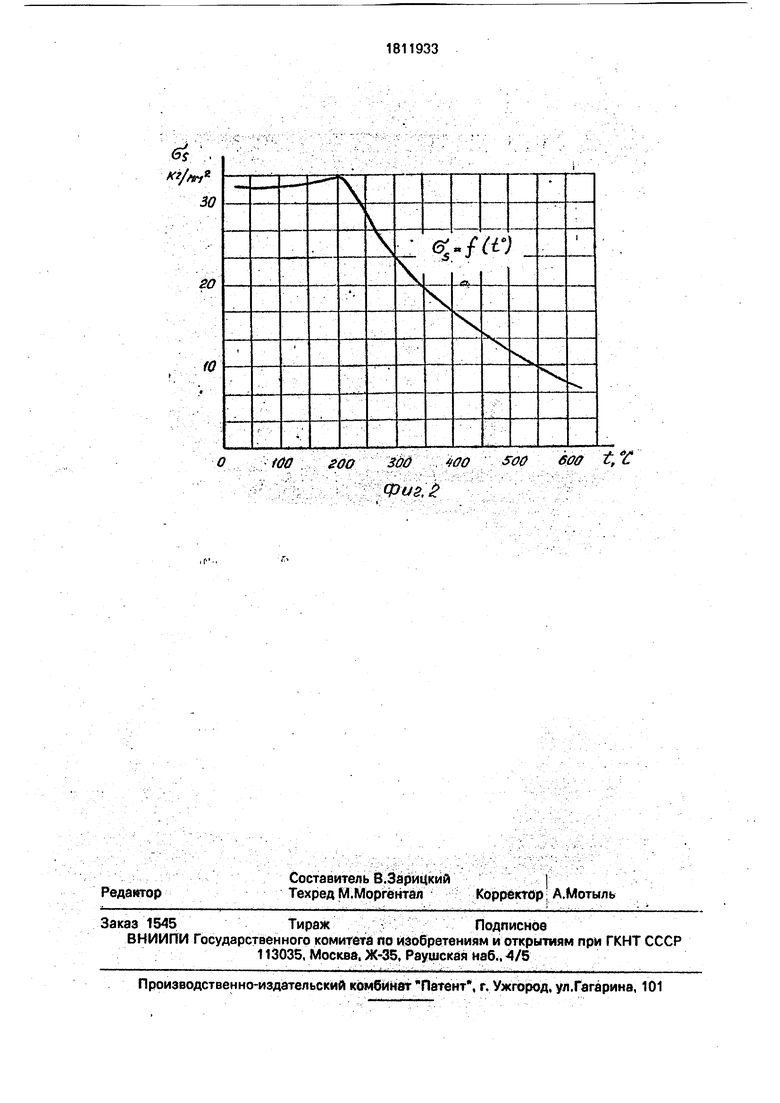
На фиг.1 представлена схема техноло- гической линии для производства спираль- ношо.вных . гофрированных труб, реализующая предлагаемый способ, на фиг,2 - приведена зависимость предела текучести материала as, кг/мм2, оттемперату- ры материала t, °C, для углеродистой стали.
Способ заключается в следующем.
Рулоны со склада подаются к приемному стеллажу разматывателя 1, где они разматываются с последующей задачей полосы в валки листоправильной машины 2, осуществляющей правку полосы. Затем производятся следующие операции: обрезка переднего и заднего концов полосы и их стыковка для получения непрерывной лен- ты, соответственно, с помощью гильотин- ных ножниц 3 и стыкосварочной машины 4. После.стыкосварочной машины 4 полоса поступает в профилегибочный стан 5, где на ней осуществляют периодическое профили- рование продольных гофров. Для осуществления периодического профилирования, т.е. получения на полосе гофрированных участков и гладких в определенном соотношении, валки клетей профилегибочного стана разводят и выполняют пропуск гладкого участка полосы, затем валки снова сводят и выполняют гофрирование и т.д.
В процессе периодического профилирования гофров полосу нагревают перед вто- рой и последующими клетями с помощью установленных перед ними высокочастотных индукторов. Далее на полосе с чередующимися гофрированными и плоскими участками производят обрезку кромок по ее ширине дисковыми ножницами 6. Подающей машиной 7 полосу задают затем в формующее устройство 8, где нагревают гофры по линии гиба полосы посредством установки в самом формующем устройстве 8 нагревательного устройства-высокочастотного индуктора. При этом температуру нагрева гофров в формующем устройстве выбирают таким образом, чтобы моменты гиба участков полосы с гофрами были равны моментам гиба плоских участков полосы.
В формующем устройстве 8 полосу сворачивают в спиральную заготовку, стыки кромок сваривают сварочными аппаратами 9, разрезают по гладкой части на мерные длины отрезным устройством 10. Далее трубы поступают йа агрегат отделки труб 11, где из труб удаляют флюс, обрезают концы труб, снимают фаски, проводят гидравлические испытания, визуальный осмотр и ремонт дефектных мест, приемку готовых труб, клеймование, маркировку и складирование.:
Пример конкретного выполнения.
Для изготовления спйральношовных толстостенных гофрированных труб, например, размером 1220-16 мм и длиной 12,0 м и углеродистой стали 20, необходимых для сооружения магистральных трубопроводов с колебаниями температуры транспортируемого продукта, выполняют следующее. Рулоны со склада подаются к приемному стеллажу разматывателя 1, где они разматываются с последующей задачей полосы в валки листоправильной машины 2, осуществляющей правку полосы..
Затем производятся следующие операции: обрезка переднего и заднего концов полосы и их стыковка для получения непрерывной ленты, соответственно, с помощью гильотинных ножниц 3 и стыкосварочной машины 4. После стыкосварочной машины 4 полога поступает в профилегибочный стан 5, где на ней осуществляют периодическое профилирование продольных гофров. Для осуществления периодического профилирования, т.е. получения на полосе гофрированных участков и гладких в определенном соотношении, валки клетей профилегибочного стана разводят и выполняют пропуск гладкого участка полосы, который равен 1,5- 2 м, затем валки снова сводят и выполняют гофрирование. Длина профилированного участка составляет 30 м, гофры профилируются на расстоянии 150 мм от кромки полосы, высота гофра - 50 мм, количество - 2.
В процессе периодического профилирования гофров участок полосы для профилированной части нагревают перед второй и последующими клетями до 1800-900°C с помощью установленных перед ними высоко- частотных индукторов. В качестве высокочастотных индукторов могут применяться, например, тиристорные преобразо
ватели частоты мощностью 800-3200 кВт,При изгибе в холодном состоянии обчастотЬЙ тока 1 кГц. После профилированияразцов из углеродистой стали 20 величина
полосу дисковыми ножницами 6 калибруютизгибающего момента равна:
по ширине, обрезая прикромрчные участки Мп 1.2 KvW %,
Шириной 10-15 мм. После калибрования по-5 где Ki - коэффициент профиля, для прямолбсу подающей Машиной 7 задают в форму угольного сечения Ki 1,5;
ющее устройство 8 (угол формовки « .Os предел текучести материала для
В формующем устройстве 8 гофры нагрева-углеродистых сталей CTS 32 кг/мм2 (усредют «о линии гиба полосыпосредством уста-ненное значение);
новки в самом формующем устройстве 810 Мп 1,2 -1,5 ;1540 32 Z6jl Ю3кгмм
нагревательного устройства --высокоча- 261 кгм.
crotHOro индуктора, С 2. Определяется момент сопротивления
Температуру нагреваi гофров в формую-профиля:
щем устройстве выбирают таким образоМу: ш jt .
чтобы моменты гиба участков полосы с гоф-15 / Wz |макс
рами были равны моментам гиба плоских; где 1г-моментинерции,
участков полосы. , ; v ; ;;,-;;;Умакс - расстояние наиболее удаленнол Эта проблема возникает в связи с tew,rb волокна дб нейтральной оси.
чтб при сворачивании полосы в гофрирован-Используя расчетные данные, получим:
НУЮ Трубную ЗаготОВКу ПО ЛИНИЙ фОрМОВКЙ 20л Л bb122 D2 d2/D - Н 1
полосы на участках с гх фрамц возникает : ; 6,(X)i686(0 -- M&MeHt еоггрот влёйи гибу для преодоле- Wz-- ..; ;,; . ./; ; : -у----- ----- -
имя K iTripf rp НйрЙупдимм угшшя, янячи 2 . Р +Dd+d
тёяьно превышающие MOMewf гиба D
прямолинейных участков полс5еыг приводя--.:... ,.:,.-.) . . / 9 « щиё к изменению геометрии полосы и са- ; дсюб&б( )- о.ош чоо2 yes2 32
МОЙ Трубы, „;.-, ;;, Гу у:; Г.й ;;/ 2 :; №02 +.100 бВ + бв2
Для снятия .напряжений на участках с ;. ;з з .н --- tea--- гофрами предлагается методика йагрёва , : этих участкЬХ непосредстйенно по ... -- ;:- :v -:v.. ::.. ;. формовки, которая позволяет добиться вы- ; Гдё наружный диаметр гофра, равнивания усилий гиба Но всей ширине ; i - внутренний диаметр гофра, полосы. Для определения температуры, «е- ;:-i Изгибающий момент для профиля гоф- обходимой для нагрева участков с гчэфрами. / v ;; : требуется решить следуйте . 14201 -32 818 кг-м.
1. бпрёдёлить изгибающий мойент не ; {; 3/Мпя айраенивания изгибающего мо- обходимыйяпя изгиба пооф ягофр :; ; мента по всей ширине полосы необходимо
2. определить режим локального нагрё- ; , Нлокального нагрева ва участков с гофрами с цельюi выравнив|и г участков с; гофрами такого условия, чтобы ния механических характеристик по всей: 40 момент изгиба участков с гофрами был ра- ширине полосы в линии формовки: : ; . йен изгибающему моменту полосы в холод- Расчет производится в следующее по- HQM состоянии; Для этого необходимо рядке: - усгановть связь между механическим па- 1. определяется момент сопротивлений раметром ( и температуройматериала t°. и изгибающий момент для прямоугольного 4S Для углеродистой стали с кг/мм2 участка полосы, заключенного между осно- эта зависимость имеет вид (по данным, ус- ваниями профиля гофра: v , тановленным эхсйериментально).
W -klЈ-A v Эта зависимость представлена в виде
в 6 графика (фиг.2),
где b - ширина участка; / Исследуя формулу для определения из h - толщина полосы/ ш к заключе- Для труб размером 1220 16ммирадиу - нию, что для вы1рав1ййвания по ширине сом гофра50 мм . полосы изгибающего момента необходимо, . rw ол°- 2.50 ле....: -. чтобы величина предела текучести металла b - 2Rr: Cos 20 - 10M мм; $5 на участке С гофрами бы/га снижена во
г ; столько раз, во ек
106,4 -1 б2з бающего дяя профиля гофра преW- g-- 4540мм %.вышает момент тиба прямолинейного
.-. .; участка полосы. : - .-;. . . - :
Следовательно, если
ML Мп
818
т
05
10.2кг/мм2.
10
20
3,134,70
/Те гт .
3,134
В соответствии С приведенным графи- , ком (фиг,2) температура нагрева участков с
гофрами в процессе формовки должна быть
.55о°с. . :-.;-: :v V:-:;Y-: :-/; .. ГПосле сворачивания полосы в спиральную заготовку стыки кромок сваривают сва- рочными аппаратами 9, разрезают rid гладкой части на мерные дШны отрезным устройством 10, Далее трубы поступают наг 1 агрегат отделки труб 11, где изтрубудаляют 15 флюс, обрезают концы снимают фаски проводят гидравлические испытания, визуальный осмотр и ремонт дефектных мест, приемку готовых труб, клеймение, марки- - ровку и с 9дйр ова«й е;..;:;).й-,; ;г/ --.; -.-..
Основным преимуществомi заявляемого способа ПО сравнению с прототипом йвля- , ется повышение качестваi производимых . труб, При этом; ; .;; - ;- -.;::;:-: -:.; : -: -:. :,..
а) повышается качестйрсбаркй торцов 25 труб при сборке на трассе, поскольку за счет периодического профилирбвания продольных гофров на полисе возможнополучение - - гладких участков, по которым И осу1Мествля- ется резка труб .на мерные длины;
6} повышается качестео изготйбяенйя толстостенных спирал йоикшных гофрированных труб за счет того, что Ьсущеётвйяет- ся нагрев полосы перед второй и последующими клетями профйлегибрчного 35 стана, позволяющий профилировать гофры 1 на полосе толщиной 8 Мм, т.к. при нагреве повышаются пластические свойства материала, увеличивается зона равномерного удлинения и, следовательно, исключается разрушение металла полосы:
30
40
0
0
1 5
5 - -
5
0
0
в) улучшается геометрия полосы за счет нагрева гЬфров в формующем устройстве по линии гиба полосы в процессе формовки полосы с гофрами, поскольку локальный нагрев гофров с температурой, выбранный так, чтобы соблюдалось равенство моментов гиба участков полосы с гофрами и плоских участков, обеспечивает выравнивание механических характеристик по всей ширине полосы в линии формовки.
Формула изобретения
1. Способ изготовления спиральношов- ныхголстбстенных гофрированных труб, включающий обрезку концов полосы, их стыковку, в непрерывную полосу, периодическое профилирование полосы с образованием по ее длине чередующихся гладких и профилированных участков с продольными гофрами, сопряженными по ширине полосы с Плоскими участками по ее Кромкам и середине, формовку с изгибом гофрированных и плоских астков полосы по линии, параллельной оси формовки, сварку спиральных швов, резку сваренной трубы на мерные длины, от л и- ч а ю щ и и с я тем, что, с целью повышения качества труб путём снижения напряжений на гофрированных участках, гофры профилируют последовательно за несколько переходов и нагревают полосу перед каждым последующим переходом кроме первого, а при формовке осуществляют повторный нагрев гофров по линии изгиба полосы, при этом температуру формовки гофров устанавливают из условия обеспечения равенства изгибающих моментов по ширине полосы в поперечных сечениях гофров и сопряжённого с ними плоского участка.
2. Способ по п.1, о т л и ч а ю щ и и с я тем, что. полосу Перед вторым и последующими переходами нагревают до температуры, обеспечивающей снижение предела текучести материала полосы в 1,6-6,0 раз.
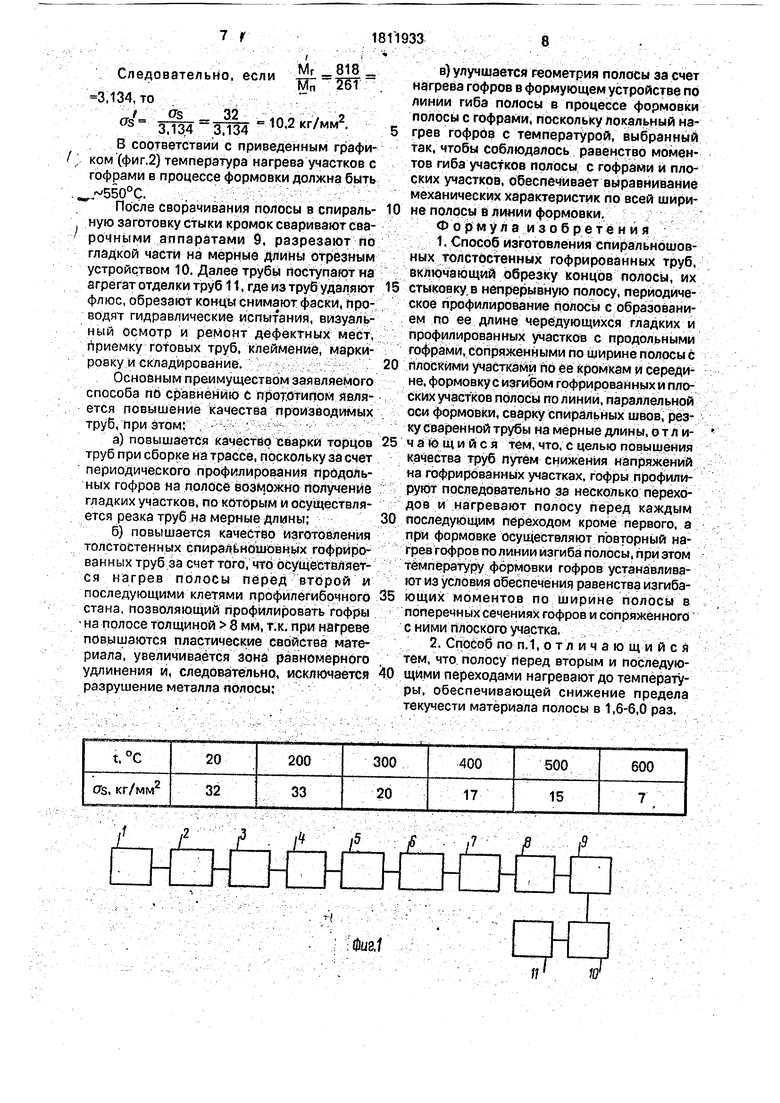
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Профилегибочный агрегат | 1985 |
|
SU1282933A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1998 |
|
RU2147955C1 |
| Способ гибки гофрированных деталей и профилегибочный стан для его осуществления | 1984 |
|
SU1237274A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ СТАЛЬНЫХ ПОЛОС | 1998 |
|
RU2149072C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1999 |
|
RU2164185C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2088355C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 2006 |
|
RU2330741C2 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
Ю1
SO
Ю
о tud гоо 3;& Mo fo# 6°# t,Ј
. - .-.,.-:, :;г-:. ;..;:. ;;: /
L &-f(t )
-ЛЬь.
