Изобретение относится к технологии изготовления печатных плат и может быть использовано в радиотехнической, электротехнической и приборостроительной промышленности.
Известна производственная линия пемзовой очистки фирмы "HoLLmuller" (ФРГ), в которой используется двусторонний струйный метод подготовки поверхности фольгированного диэлектрика печатных плат суспензией пемзового абразива.
Наиболее близкой (прототип) к изобретению является модульная линия обработки поверхности печатных плат с помощью пемзопорошковой смеси фирмы "Rescofron" (Италия). Она состоит из узлов загрузки, распыливания пемзопорошка, рециркуляционной промывки через устройство рекуперации пемзопорошка, высоконапорной промывки и высушивания.
В установке имеют место следующие недостатки. Обработка поверхности заготовок производится на нежестких конвейерах ременного типа, в результате чего гасится часть энергии струйных факелов. Подача суспензии на обрабатываемую поверхность производится неподвижными коллекторами, а плоские струйные факелы форсунок располагаются в одной плоскости под прямым углом к направлению перемещения заготовок. Из-за этих недостатков уменьшается площадь шероховатости подготовленной поверхности для лучшей адгезии сухих и жидких фоторезисторов, снижается прочность сцепления медной поверхности с диэлектриком.
Целью изобретения является повышение качества подготовки поверхности печатных плат, повышение экологических характеристик, экономия химических материалов.
Цель достигается тем, что устройство для зачистки плоских поверхностей суспензий пемзового абразива содержит узел струйной обработки с конвейером и коллекторами, блок охлаждения и рециркулятор, причем узел струйной обработки снабжен опорными приводными валами, установленными в валковом конвейере против размещенных на коллекторах форсунок, струя суспензии образует плоские треугольные факелы, развернутые на угол 45о к направлению движения обрабатываемой поверхности и на угол 84о к поверхности обработки. Движение коллектора возвратно-поступательное. Коллектор снабжен колесами, имеющими эластичную подвеску. При перемещении заготовок по конвейеру струйная обработка поверхности изделий с двух сторон суспензией пемзового абразива производится непосредственно на жестких нижних и верхних опорных вращающихся валах конвейерной системы, размещенных против форсунок и исключающих потерю энергии струйных факелов форсунок при обработке. При этом коллекторы с форсунками двигаются возвратно-поступательно, что исключает образование необработанных зон на поверхности. Кроме того, коллекторы вибрируют на мягкой подвеске от гидродинамических потоков, от работы струйных факелов и возвратно-поступательных движений, что исключает засоряемость форсунок, а плоскопараллельные факелы их, расположенные под углом 40-45о к направлению перемещения изделий, при осцилляции создают равные условия обработки поверхности вдоль и поперек заготовки. Односторонний наклон форсунок к поверхности обработки на угол 84-86о при движении коллекторов обеспечивает направленный смыв оседающей пемзы с поверхности заготовки.
Выявленные отличия в ранее известных технических решениях не встречались и могут быть квалифицированы как существенные отличия.
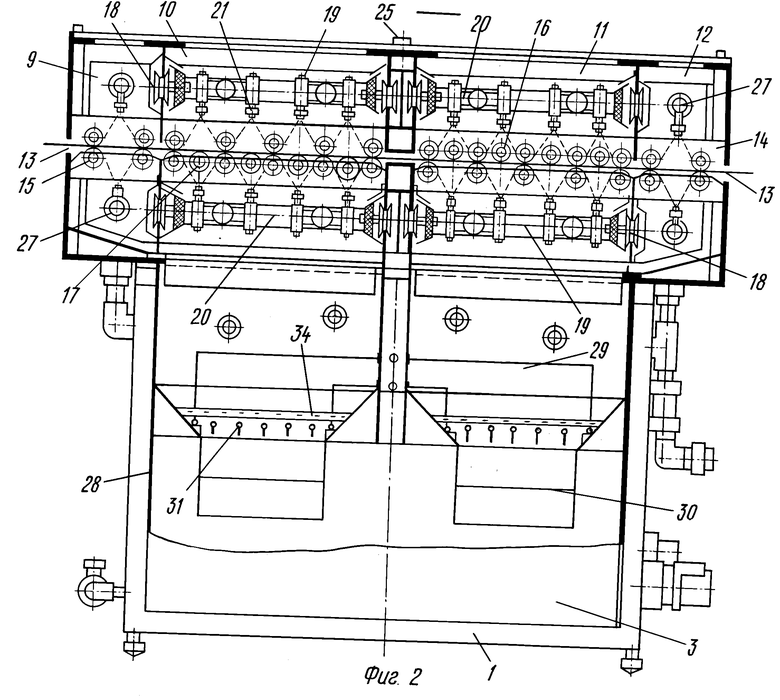
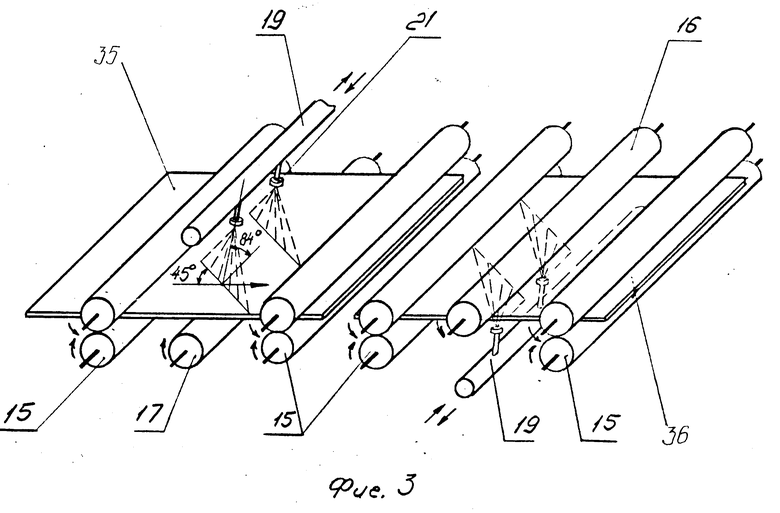
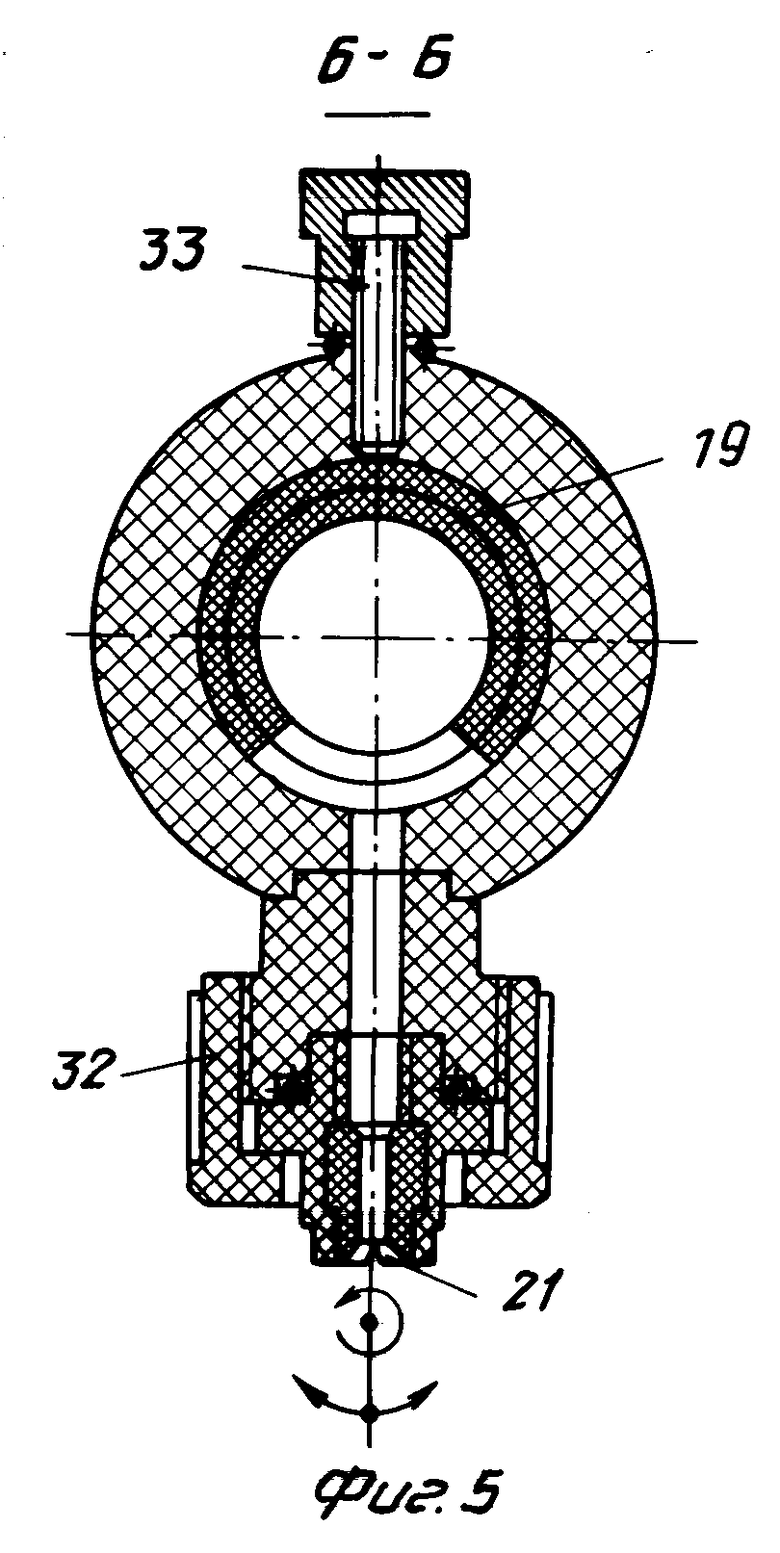
На фиг. 1 изображено устройство для зачистки плоских поверхностей суспензией пемзового абразива; на фиг. 2 показан узел струйной обработки с блоком охлаждения; на фиг. 3 показана обработка поверхности изделия суспензией пемзового абразива; на фиг. 4 представлен коллектор для пемзовой обработки в плане; на фиг. 5 узел форсунки; на фиг. 6 узел крепления колеса коллектора.
Устройство содержит (фиг. 1) каркас 1 с установленным на нем узлом 2 струйной обработки и блоком 3 охлаждения, рециркулятор 4, соединенный болтами с блоком охлаждения и трубопроводами с узлом 2. Рециркулятор 4 содержит емкость 5 для суспензии с установленными на ней насосами 6, гидроциклоны 7 для рекуперации суспензии, приборы 8 контроля и регулирования. Внутренняя полость узла 2 струйной обработки (фиг.2) разделена перегородками на четыре зоны: зону 9 входа заготовки, зону 10 обработки верхней поверхности изделия, зону 11 обработки нижней поверхности изделия, зону 12 выхода. Зоны 9 и 12 имеют окна 13 для прохода заготовок. Вдоль корпуса узла размещены направляющие 14, на которые установлен валковый конвейер 15, содержащий верхние опорные валки 16 и нижние опорные валки 17. Перегородки зон имеют пазы, в которых размещены колеса 18 подвижных коллекторов 19 пемзовой обработки и коллекторов 20 для омывания опорных валков водой форсунками 21. Коллекторы 19 соединены трубопроводами с насосами 6. Коллекторы 19, 20 получают возвратно-поступательное движение в противоположных направлениях от привода 22, расположенного на корпусе узла, через кривошипно-шатунный механизм 23 и тягу 24, размещенную в средней полости 25 между перегородками зон 10 и 11. Оси колес 18 (фиг. 4-6) соединены с коллекторами 19 посредством резиновых втулок 26, что обеспечивает эластичную их подвеску и возможность самопроизвольной вибрации коллекторов от реактивной силы струи, выходящей из форсунок 21, исключая засоряемость форсунок пемзой. Форсунки 21 зафиксированы на коллекторах 19 элементами 32 и 33 крепления с обеспечением направленности следа плоского струйного факела на угол 40-45о к направлению движения и на угол 84-86о к поверхности обработки.
В зонах 9 и 12 расположены стационарные коллекторы 27 с форсунками 21 для обмыва заготовки сверху и снизу до и после пемзовой обработки. Коллекторы 27 соединены трубопроводом между собой и с внешней магистралью. Блок 3 охлаждения (фиг.2) состоит из корпуса 28, имеющего центральную перегородку, разделяющую внутренний объем на две полости 29. Каждая полость имеет наклонный лоток 30, выходящий в емкость 5 для суспензии рециркулятора 4. В каждой полости установлены змеевики 31, служащие для отвода тепла, выделяющегося в процессе обработки заготовок, и над ними сетчатые фильтры 34 для улавливания крупных посторонних включений.
Устpойство работает следующим образом.
Изделие, в частности заготовка печатной платы, поступает в окно 13 входной зоны 9, затем по конвейеру 15 последовательно в зоны 10, 11 и 12 узла 2 установки. В зоне 9 происходит предварительная промывка изделия перед пемзовой обработкой, в зоне 10 (фиг.2 и 3) обработка суспензией верхней плоскости 35 заготовки и омывание нижних опорных валков 17, в зоне 11 обработка суспензией нижней плоскости 36 заготовки и омывание верхних опорных валков 16, в зоне 12 отмывка заготовки от остатков пемзы.
В зонах 10 и 11 происходит последовательная обработка поверхности заготовок, движущихся на жестких опорных валках 17 конвейера 15, струями суспензии пемзового абразива посредством форсунок 21 коллекторов 19 (фиг.3). Струи суспензии, выходя из форсунок 21 коллекторов 19, образуют плоские треугольные факелы, которые развернуты на угол 45о к направлению движения обрабатываемой поверхности, что при перемещении коллекторов исключает образование пробельных зон на поверхности заготовки, и на угол 84о к поверхности обработки, что обеспечивает направленный смыв оседающей пемзы с поверхности заготовки. Отработанная суспензия поступает в блок 3, охлаждается посредством змеевиков 31 и по лоткам 30 сливается в емкость 5 рециркулятора 4, а затем насосами перекачивается снова в коллекторы пемзовой обработки для повторной рециркуляции. Процесс повторяется. Загрязненная пемзой промывная вода поступает в гидроциклоны 7 для рекуперации пемзы и возврата ее в технологический цикл.
Таким образом, предлагаемое техническое решение позволяет повысить качество подготовки поверхности печатных плат, может быть использовано как автономно, так и в составе автоматической линии по подготовке поверхности печатных плат, а также повысить экологические характеристики.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для абразивоструйной обработки плоских изделий | 1987 |
|
SU1530426A1 |
| СУХОЙ ПЛЕНОЧНЫЙ ФОТОРЕЗИСТ ВОДНО-ЩЕЛОЧНОГО ПРОЯВЛЕНИЯ | 1986 |
|
SU1342280A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНЫХ РЕЛЬЕФОВ | 1985 |
|
SU1340398A1 |
| ЛИНИЯ ДЛЯ МЕТАЛЛИЗАЦИИ ПЕЧАТНЫХ ПЛАТ | 1990 |
|
RU1757432C |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 1991 |
|
RU2033283C1 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2000 |
|
RU2185909C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| ФОТОПОЛИМЕРИЗУЮЩАЯСЯ КОМПОЗИЦИЯ | 1988 |
|
SU1584607A1 |
| УСТАНОВКА ДЛЯ СТРУЙНОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБНЫХ ЗАГОТОВОК | 2004 |
|
RU2274540C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ПОДДЕРЖАНИЯ ПАРАМЕТРОВ РАСТВОРА ХИМИЧЕСКОГО МЕДНЕНИЯ | 1990 |
|
RU2006904C1 |



Использование: в устройствах для зачистки плоских поверхностей обрабатывающей жидкостью, преимущественно суспензией пензового абразива, в технологии изготовления печатных плат. Сущность изобретения: устройство для зачистки плоских поверхностей пемзового абразива содержит узел струйной обработки с конвейером и коллекторами, блок охлаждения и рециркулятор. Узел струйной обработки снабжен опорными приводными валами, установленными в валковом конвейере против размещенных на коллекторах форсунок, причем струя суспензии образует плоские треугольные факелы, развернутые на угол 45° к направлению движения обрабатываемой поверхности и на угол 84° к поверхности обработки. Движение коллектора возвратно-поступательное. Коллектор снабжен колесами, имеющими эластичную подвеску. 1 з. п. ф-лы, 6 ил.
| Устройство для удаления излишков припоя из отверстий и с поверхности печатных плат | 1982 |
|
SU1190547A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
