Изобретение относится к производству электросварных труб и может быть использовано для клетей с закрытыми калибрами трубоформовочных станов валковой формовки.
Известен валковый калибр формовочного стана, содержащий нижний и верхний составные валки, каждый из которых выполнен в виде установленных на валу боковых металлических секций и рабочих секций из эластичного материала. Каждый валок снабжен шлицевой втулкой, размещенной на валу между боковыми секциями, при этом боковые секции выполнены в виде плоских дисков с буртами, а рабочие секции укреплены на указанной шлицевой втулке (Авт. свид. СССР 694241, кл. В 21 С 37/06, опубл. 1978г.) - прототип.
Недостаток калибра известной конструкции состоит в том, что не учитывается степень деформации эластичного материала во время контакта с трубной заготовкой, так как эластичный материал распределен равномерно по рабочей секции. При формовке в закрытых калибрах максимальный изгибающий момент действует в центре боковой части трубной заготовки, расположенной между верхним и нижним валками. Части трубной заготовки, расположенные в вертикальной плоскости, т.е. у разрезной шайбы на верхнем валке и в средней части на нижнем валке, испытывают меньший изгибающий момент. Поскольку кривизна изгибаемой заготовки пропорциональна изгибающему моменту, неравномерное распределение изгибающего момента по периметру приводит к получению заготовки, качество которой не удовлетворяет предъявляемым требованиям. В наибольшей степени неравномерное распределение изгибающего момента проявляется при формовке тонкостенных труб.
Наличие шлицевой втулки приводит к тому, что деформированный эластичный материал приобретает волнообразную форму, которая передается на трубную заготовку, придавая ей волнистость в продольном направлении.
Вследствие распружинивания кромок трубной заготовки возможно перемещение эластичного материала вдоль разрезной шайбы; конструкция верхнего валка известного калибра не предусматривает предотвращение данного перемещения. Кроме того, имеющиеся на кромках трубной заготовки заусенцы могут повредить поверхность эластичного материала верхнего валка указанного калибра.
Задачей, на решение которой направлено данное изобретение, является повышение качества формовки трубной заготовки и обеспечение высокой чистоты поверхности изготавливаемых из данной заготовки тонкостенных труб.
Поставленная задача решается тем, что в предлагаемом валковом калибре стана для производства сварных прямошовных труб боковые поверхности эластичных вставок имеют скосы со специально выбранными углами, обеспечивающими предварительно напряженное состояние эластичных вставок, а на верхнем валке установлены металлические промежуточные шайбы, предохраняющие рабочую поверхность валка от возможных повреждений.
Сущность изобретения поясняется чертежом.
Валковый калибр состоит из верхнего и нижнего составных формовочных валков. Верхний валок состоит из опорного валка 1, боковой шайбы 2, разрезной шайбы 4, промежуточной шайбы 5 и эластичных вставок 3. Нижний формовочный валок состоит из опорного валка 6, боковой шайбы 8 и эластичной вставки 7.
При этом эластичные вставки специальным образом спрофилированы как со стороны рабочей части, так и с противоположной стороны.
Опорные валки 1 и 6 выполнены из низколегированной, относительно дешевой, стали. Боковые шайбы 2 и 8 являются унифицированными деталями как для верхнего и нижнего валков, так и для всех закрытых клетей формовочного стана. Боковые шайбы также выполнены из низколегированной стали. Разрезная шайба 4 изготавливается из высоколегированной инструментальной стали. Промежуточные шайбы 5 выполнены из высоколегированной инструментальной стали и предназначены для предохранения рабочей поверхности валка от задиров и порезов, от заусенцев, имеющихся на кромках трубной заготовки. Кроме этого, промежуточные шайбы 5 предотвращают перемещение вдоль разрезной шайбы 4, возникающее под воздействием усилий от распружинивающих кромок трубной заготовки. Эластичные вставки 3 и 7 изготовлены из полиуретана или фторопласта. Рабочая поверхность эластичных вставок имеет профиль, построенный с учетом эпюры деформации трубной заготовки. Остальные поверхности эластичных вставок 3 и 7 отвечают следующим требованиям. Стороны, примыкающие к боковым шайбам 2 и 8, выполнены конусными для обеспечения наибольшей поверхности контакта и увеличения силы трения с целью предотвращения проскальзывания эластичных вставок относительно формовочных валков. Система допусков и размеров эластичных вставок и шайб обеспечивает предварительную деформацию вставок в горизонтальном направлении, увеличивая таким образом силу трения между эластичными вставками и стальными деталями валков. Сторона эластичной вставки 3, примыкающая к промежуточной шайбе 5, имеет скос. Угол этого скоса и углы на боковой шайбе выбраны таким образом, что силы реакции, возникающие при предварительной деформации, образуют суммарную силу, направленную в сторону, противоположную рабочей части валка (на прижим эластичной вставки). Эластичная вставка 7, сжатая в горизонтальном направлении, за счет разницы толщин приобретает предварительную деформацию центральной части, направленную в сторону опорного валка 6.
Таким образом, на рабочей части калибра за счет предварительной деформации эластичных вставок создается следующая картина усилий: в вертикальной плоскости, т. е. у разрезной шайбы 4 на верхнем валке и в средней части на нижнем валке, действуют растягивающие усилия, а в горизонтальной плоскости, расположенной между верхним и нижним валками, действуют сжимающие усилия. При этом обеспечивается более равномерное, чем при обычной схеме калибров, распределение изгибающего момента по периметру трубной заготовки, т.е. осуществляется более качественная формовка трубной заготовки.
Устройство работает следующим образом.
Трубная заготовка движется по формовочному стану, из листовой формы постепенно приобретая форму, близкую к круглой. На подходе к закрытым калибрам заготовка имеет форму разомкнутого в верхней части круга. Заготовка захватывается валками и протягивается через калибр. В первый момент контакт заготовки происходит с верхним валком. Распружинившиеся кромки заготовки встречаются с рабочей поверхностью верхнего валка, контактируя с промежуточными шайбами 5, обжимаясь, кромки двигаются по стальной поверхности промежуточных шайб 5, и торцы заготовки упираются в боковую поверхность разрезной шайбы 4. Боковая поверхность разрезной шайбы 4 имеет угол конусности меньший, чем угол конусности торцов заготовки, и за счет разницы углов в заготовке создаются усилия сжатия на внутренней поверхности и усилия растяжения на наружной поверхности. Кроме этого, разрезная шайба 4 создает распирающее усилие, приводящее к тому, что трубная заготовка заполняет контур, очерченный рабочей поверхностью валков. При этом заготовка получает основное сжимающее усилие в вертикальной плоскости, и, как следствие, максимальный изгибающий момент и перемещения действуют в горизонтальной плоскости. Перемещения заготовки в горизонтальной плоскости, в свою очередь, деформируют краевые зоны эластичных вставок, что приводит к реакции со стороны эластичного материала и уменьшает перемещение заготовки и величину изгибающего момента, действующего в заготовке. В это время на нижнем валке в середине эластичной вставки 7 за счет предварительной деформации заготовка приобретает перемещение в вертикальной плоскости и дополнительный изгибающий момент, что в свою очередь приводит к выравниванию действующих изгибающих напряжений в заготовке.
Использование калибров предлагаемой конструкции позволяет обеспечить качественную формовку трубной заготовки, снизить уровень напряженного состояния заготовки и повысить чистоту поверхности изготавливаемых из данной заготовки тонкостенных труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВЫЕ КАЛИБРЫ АСИММЕТРИЧНОЙ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2002 |
|
RU2218224C1 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2007 |
|
RU2345859C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 1997 |
|
RU2119837C1 |
| ЗАГОТОВКА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2135313C1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ТРУБ И ЕГО ПЕРЕДНЯЯ ВТУЛКА | 1998 |
|
RU2146977C1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 2000 |
|
RU2188727C2 |
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2001 |
|
RU2208490C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 2004 |
|
RU2273534C1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| СПОСОБ ЭКСПАНДИРОВАНИЯ ЗАГОТОВОК | 2001 |
|
RU2209704C1 |
Использование: изобретение относится к производству электросварных труб и может быть использовано для клетей с закрытыми калибрами трубоформовочных станов. Задача изобретения: предлагаемый калибр позволяет обеспечить качественную формовку трубной заготовки и повышение чистоты поверхности тонкостенных труб. В валковом калибре боковые поверхности эластичных вставок имеют скосы с углами, обеспечивающими предварительно напряженное состояние эластичных вставок, а на верхнем валке установлены металлические промежуточные шайбы, предохраняющие рабочую поверхность валка от возможных повреждений. Изобретение обеспечивает выравнивание действующих изгибающих напряжений в заготовке. 1 ил.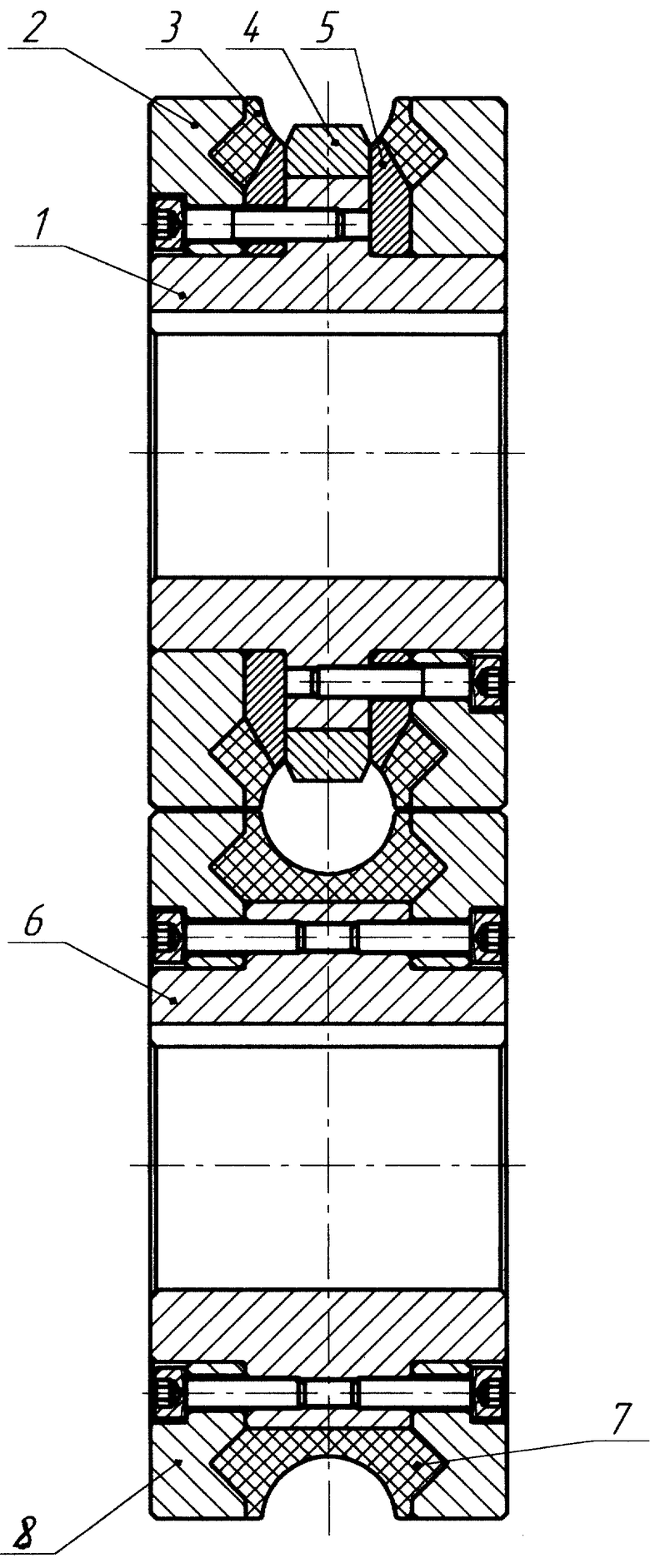
Валковый калибр стана для производства сварных прямошовных труб, содержащий верхний и нижний составные валки, каждый из которых имеет опорные валки с укрепленными на них металлическими боковыми шайбами и эластичными вставками, отличающийся тем, что боковые поверхности эластичных вставок имеют скосы со специально выбранными углами, обеспечивающими предварительно напряженное состояние эластичных вставок, а на верхнем валке установлены металлические промежуточные шайбы, предохраняющие рабочую поверхность валка от возможных повреждений.
| Валковый калибр стана для производства сварных прямошовных труб | 1978 |
|
SU694241A1 |
| RU 94016714 A1, 10.01.1996 | |||
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИПОД СВАРКУ | 0 |
|
SU210797A1 |
| РАЗРЕЗНАЯ ШАЙБА РАБОЧЕГО КАЛИБРА ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 1966 |
|
SU214485A1 |
| US 5599264, 04.02.1997. | |||

