Изобретение относится к автоматизации сварочных процессов, а именно к способам автоматического направления электрода по стыку с использованием дуги в качестве датчика при электродуговой сварке угловых и разделенных швов с колебаниями электрода поперек стыка в среде защитного газа и под флюсом, и может найти применение в машиностроительной, судостроительной и других отраслях промышленности.
Целью изобретения является повышение точности слежения за счет использования информации от отклонении горелки от биссектрисы угла разделки стыка.
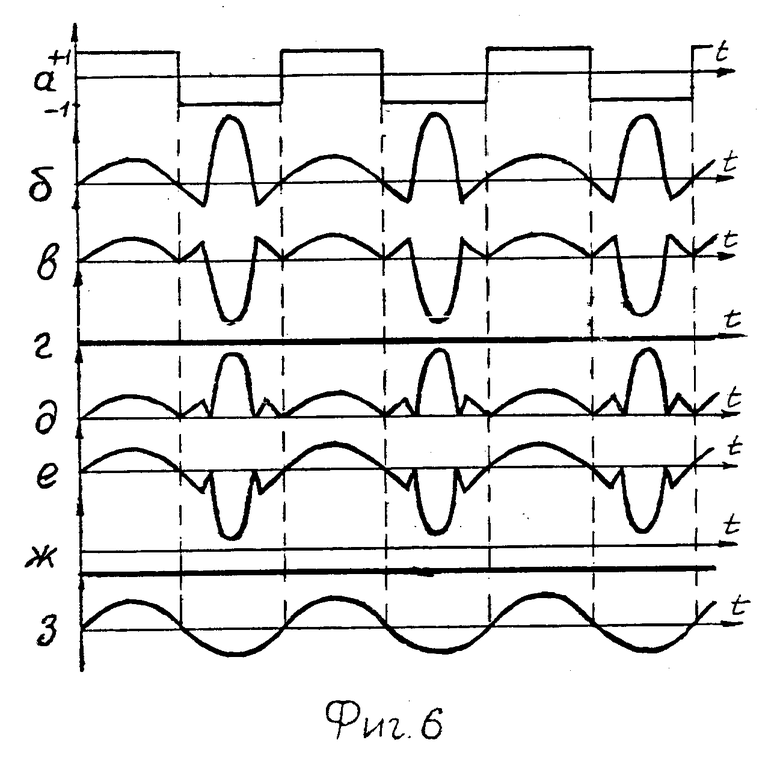
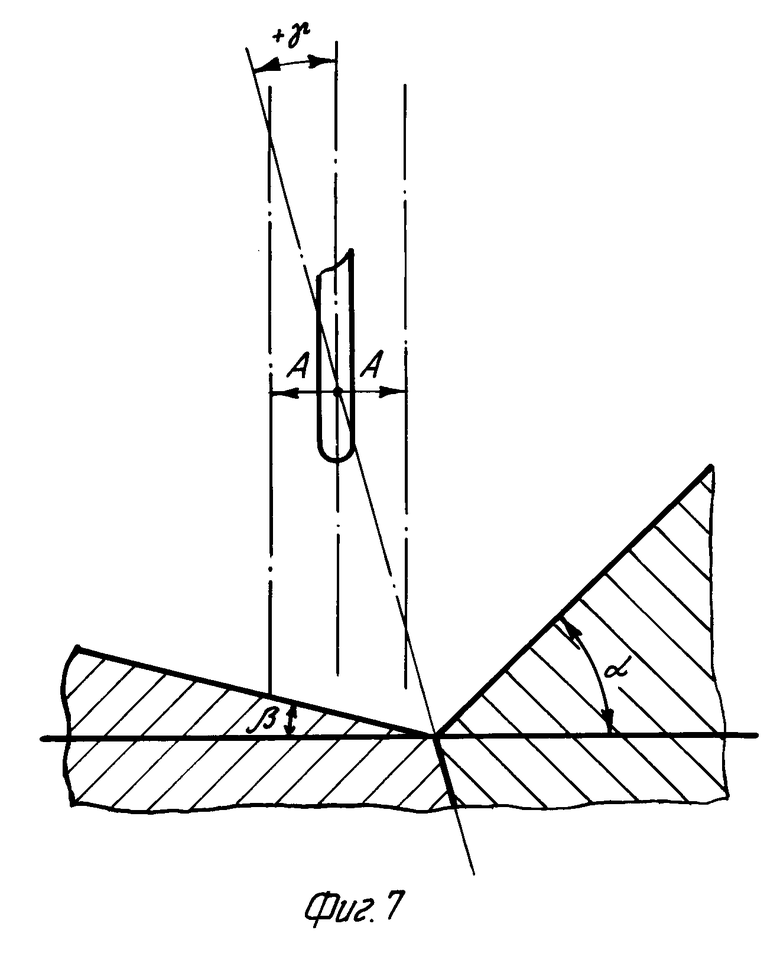
На фиг.1 представлена структурная схема устройства управления положением сварочной горелки относительно стыка; на фиг. 2 положения (I, II и III) электрода при сварке симметрично разделенных швов; на фиг.3 графики сигналов в устройстве соответствующие положению I электрода, представленного на фиг.2 (аI отображает напряжение на выходе датчика направления отклонения дуги, бI идеализированная кривая переменной составляющей сварочного тока. вI сигнал на выходе синхронного детектора канала слежения за стыком, гI выходное напряжение сглаживающего фильтра канала слежения за стыком, дI напряжение на выходе двухполупериодного выпрямителя, еI сигнал на выходе синхронного детектора канала слежения за биссектрисой угла разделки стыка, жI напряжение на выходе сглаживающего фильтра канала слежения за биссектрисой угла разделки стыка, з кривая колебаний электрода); на фиг.4 то же, но, соответственно, для положений электрода II и III представленных на фиг.2; на фиг.5 положение электрода при сварке несимметрично разделенных швов; на фиг.6 графики сигналов в устройстве соответствующие положению электрода показанного на фиг.5 (а, б, в, г, д, е, ж выходные сигналы тех же блоков, з та же); на фиг.7 положение электрода при сварке несимметрично разделанных швов; на фиг.8 графики сигналов в устройстве соответствующие положению электрода показанного на фиг.7 (а, б, в, г, д, е, ж выходные сигналы тех же блоков, з та же).
В основу способа управления положением сварочной горелкой положена однозначная зависимость величины сварочного тока от длины дуги. При качании дуги (электрода) поперек стыка свариваемых деталей изменяется длина дуги относительно кромок шва (или стенок при угловом стыке) и, следовательно, величина сварочного тока.
Способ автоматического управления положением продольной оси сварочной горелки относительно биссектрисы угла разделки стыка базируется на теоретически исследованной и экспериментально подтвержденной зависимости фазы и амплитуды двухполупериодно выпрямленного сигнала переменной составляющей сварочного тока.
При наличии угла отклонения продольной оси сварочной горелки от биссектрисы угла разделки стыка, в двухполупериодно выпрямленном сигнале переменной составляющей сварочного тока имеет место гармоническая составляющая на частоте вынужденных колебаний дуги. Амплитуда этой гармонической составляющей на частоте вынужденных колебаний дуги растет по мере увеличения угла отклонения продольной оси сварочной горелки от биссектрисы угла разделки стыка, а в случае отклонения продольной оси сварочной горелки на противоположные значения угла относительно биссектрисы угла разделки стыка фаза этой гармонической составляющей меняется на 180о. Когда угол отклонения между продольной осью сварочной горелки и биссектрисой угла разделки стыка отсутствует, отсутствует и гармоническая составляющая на частоте вынужденных колебаний дуги в двухполупериодно выпрямленном сигнале переменной составляющей сваpочного тока.
Устройство управления положением сварочной горелки относительно стыка содержит датчик 1 величины сварочного тока, к выходу которого подключены фильтр верхних частот 2, полосовой фильтр 3 и фильтр нижних частот 4, выход которого соединен с первым входом сравнивающего устройства 5, к второму входу которого подключен выход источника опорного напряжения 6, выход сравнивающего устройства 5 через усилитель 7 соединен с входом привода 8 коррекции высоты расположения сварочной горелки над свариваемыми кромками, выход полосового фильтра 3 подключен к первому входу синхронного детектора 9, второй вход которого соединен с выходом датчика 10 направления отклонения дуги, а выход через сглаживающий фильтр 11 и усилитель 12 подключен к входу привода 13 перемещения сварочной горелки поперек стыка, выход фильтра верхних частот 2 соединен с входом двухполупериодного выпрямителя 14, выход которого через полосовой фильтр 15 подключен к первому входу синхронного детектора 16, второй вход которого соединен с датчиком 10 направления отклонения дуги, а выход последовательно через сглаживающий фильтр 17, ключ 18 и усилитель 19 подключен к входу привода 20 коррекции продольной оси сварочной горелки к биссектрисе угла разделки стыка, причем управляющий вход ключа 18 соединен с выходом сглаживающего фильтра 11.
Устройство работает следующим образом.
Колебания электрода происходят непрерывно (на фиг.3. 4, 6, 8 график з). С помощью датчика 1 величины сварочного тока замеряют величину сварочного тока формируя сигнал с помощью фильтра 4 нижних частот, настроенного на пропускание постоянной составляющей, выделяют сигнал постоянной, а точнее медленно меняющейся величины и с помощью сравнивающего устройства 5 сравнивают ее с напряжением источника опорного напряжения 6, в результате чего на выходе блока 5 формируют сигнал рассогласования высоты расположения сварочной горелки над кромками стыка, который усиливается усилителем 7 и отрабатывается приводом 8 коррекции высоты. Этим достигается стабилизация высоты расположения сварочной горелки над стыком.
В то же время сигнал с датчика 1 поступает на вход полосового фильтра 3, полоса пропускания которого обеспечивает беспрепятственное прохождение гармонических составляющих с частотами от частоты, равной частоте вынужденных колебаний электрода, до частоты, в шесть раз большей частоты вынужденных колебаний электрода, который пропускает переменную сварочного тока (на фиг. 3, 4, 6, 8 график б), поступающая в свою очередь на первый вход синхронного детектора 9, осуществляющего перемножение ее на сигнал (на фиг.3, 4, 6,8 график а) с выхода датчика 10 направления отклонения дуги, в результате чего на выходе блока 9 формируется напряжение (на фиг.3, 4, 6, 8, график в) постоянная составляющая которого, выделяемая сглаживающим фильтром 11 (на фиг. 3, 4, 6, 8 график г), является сигналом рассогласования, использующимся для наведения горелки на стык, причем полярность этого сигнала отображает направление ухода сварочной горелки от стыка, а величина величину этого ухода, выходное напряжение блока 11 подается на вход усилителя 12 привода 13 перемещения сварочной горелки поперек стыка. Таким образом осуществляется наведение горелки на стык свариваемых деталей.
После того как горелка была наведена на стык (фиг.2 положение I, фиг. 5 и фиг.7) и, соответственно, выходной сигнал сглаживающего фильтра 11 близок к нулю (на фиг.3, 4, 6 график г) открывается ключ 18, на входе которого в случае наличия угла отклонения продольной оси сварочной горелки от биссектрисы угла разделки стыка (фиг.5) был сформирован сигнал рассогласования, полученный следующим образом.
Фильтр верхних частот 2 отсекает постоянную составляющую выходного напряжения блока 1, подавая на вход двухполупериодного выпрямителя 14 сигнал переменной составляющей сварочного тока (на фиг.6 график б) выходной сигнал котоpого (на фиг. 6 график д) через полосовой фильтр 15 с настройками, аналогичными блоку 3, подан на первый вход синхронного детектора 16, реализующему перемножение выходного напряжения блока 15 (на фиг.6 график д) на сигнал с датчика направления отклонения дуги (на фиг.6 график а), поданного на второй вход, в результате постоянная составляющая выходного напряжения синхронного детектора 16 (на фиг.6 график е), выделяемая сглаживающим фильтром 17 (на фиг.6 график ж) определяет сигнал рассогласования, пропорциональный углу отклонения продольной оси сварочной горелки от биссектрисы угла разделки стыка, причем знак этого сигнала определяет направление, а величина величину угла отклонения продольной оси сварочной горелки от биссектрисы угла разделки стыка, выходной сигнал блока 17 проходит через открытый ключ 18, усиливается усилителем 19 и отрабатывается приводом 20 угловой коррекции сварочной горелки, посредством чего достигается совмещение продольной оси сварочной горелки с биссектрисой угла разделки стыка.
В случае, если продольная ось сварочной горелки отклонена на противоположное значение угла относительно биссектрисы угла разделки стыка (фиг.7) фаза выходного напряжения блоков 14 и 15 меняется на 180о (на фиг.8 график д), а постоянная составляющая сигнала (на фиг.8 график е) на выходе синхронного детектора 16, выделяемая сглаживающим фильтром 17 (на фиг.8 график ж) имеет противоположный знак.
Способ и устройство для его реализации обеспечивают получение более достоверной информации о положении продольной оси электросварочной горелки относительно биссектрисы угла разделки стыка в условиях случайного распределения величин сварочного тока и/или напряжения во времени в процессе сварки.
Это дает возможность улучшить качество сварного шва в условиях автоматизации процесса сварки, позволяя одновременно понизить требования к разделке стыков и точность позиционирования, а также варить стыки сложной конфигурации (винтообразные и им подобные).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования ширины шва и устройство для его осуществления | 1984 |
|
SU1187940A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 1999 |
|
RU2147270C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2152857C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2261159C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2001 |
|
RU2187414C1 |
| Способ управления положением электросварочной горелки и устройство для его реализации | 1983 |
|
SU1125110A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2177860C1 |
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Устройство автоматического управления положением сварочной головки | 1988 |
|
SU1542799A1 |





Изобретение относится к автоматизации сварочных процессов, а именно к способам автоматического направления электрода по стыку с использованием дуги в качестве датчика при электродуговой сварке угловых и разделенных швов с колебаниями электрода поперек стыка в среде защитного газа и под флюсом, и может найти применение в машиностроительной, судостроительной и других отраслях промышленности. Изобретение заключается в том, что дуге сообщают колебательные перемещения поперек стыка, измеряют сварочный ток, формируют сигнал рассогласования, выделяют переменную составляющую сварочного тока, осуществляют двухполупериродное выпрямление ее, из полученного сигнала выделяют гармоническую составляющую с частотой вынужденных колебаний дуги, по фазе этой гармонической составляющей определяют знак, а по амплимтуде величину угла отклонения продольной оси сварочной горелки от биссектрисы угла разделки стыка. Устройство содержит фильтры 2, 3, 4, 15, 11, 17, синхронные детекторы 9, 16, выпрямители 14, усилители 7, 12, 19, ключ 18 датчик тока 1, датчик направления отклонения дуги 10, приводы вертикального перемещения 8, поперечного 13, углового 20. 2 с. п. ф-лы, 8 ил.
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
