Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для изготовления деталей деревянных жилых и промышленных зданий.
Известен способ обработки бревен, включающий обработку сопрягаемых поверхностей.
Недостатком известного способа является формирование профиля в виде цилиндра, что приводит к необходимости срезания большого объема древесины при большом диаметре исходного бревна и в связи с этим уменьшенный коэффициент использования бревна, увеличенная мощность, необходимая для переработки удаляемой древесины в стружку, уменьшенная производительность.
При диаметре бревен, меньшего диаметра, чем тот, на который настроен механизм формирования профиля, оцилиндровки вообще не происходит, бревна малого диаметра вообще отбраковываются. Отбраковываются также бревна, погнутые по длине.
Известна установка для изготовления деревянных деталей сруба, содержащая механизм формирования профиля, выполненный в виде приводной обоймы с подвижно установленными на ней резцами и механизм выборки продольного паза, выполненный в виде вращающейся на опорах цилиндрической пилы. Эти механизмы размещены на каретке, перемещающейся по направляющим станины.
Недостатком известного устройства является то, что формирование профиля (оцилиндровка) и вырезка продольного паза производится разными инструментами и механизмами, что усложняет и удорожает установку.
Использование направляющих, по которым движется каретка, усложняет установку, делает ее тяжелее и дороже.
Цель изобретения повышение коэффициента использования древесины, повышение производительности.
Цель достигается тем, что обработку сопрягаемых поверхностей ведут под диаметр, больший исходного диаметра бревна на ширину, соответствующую ширине вырезаемого паза и тем, что ширину обработки обеспечивают при копировании роликами.
Способ обработки бревен состоит в том, что выпуклую сопрягаемую поверхность бревна обрабатывают под диаметр, больший наибольшего возможного диаметра бревен, поступающих на обработку. Обработку ведут на поверхности, соответствующей ширине паза, в который укладывается бревно. Вогнутую поверхность бревна (паз) выбирают под диаметр обработанной выпуклой части бревна.
При известном способе обработки (оцилиндровке) при исходном диаметре бревна d3 250 мм и диаметре обработанного бревна d2 200 мм снимается площадь древесины, равной S0. При исходном диаметре d1 < d2 в известном способе бревна вообще исключаются из обработки, отбраковываются.
В предлагаемом способе при обработке выпуклой поверхности бревна на ширину паза В под диаметр Dn > d3 (например Dn 300 мм, d3 250 мм, В 120 мм) снимаемая площадь древесины S3 180 мм2, меньше S0 31400 мм2 примерно в 170 раз. Во столько же раз меньше и объем перерабатываемой в стружку древесины и затраты энергии. Соответственно повышается производительность. Кроме этого при известном способе высота бревна (от впадины паза до выпуклости противоположной стороны бревна) L 164 мм.
При обработке предлагаемым способом эта длина L3 222 мм, т.е. при использовании предлагаемого способа высота сруба увеличится в L3/L0 222/164 1,35 раза.
При использовании предлагаемого способа могут использоваться и бревна с диаметрами d1 < d2, что невозможно при известном способе.
В известном способе обработку выпуклой и вогнутой поверхностей бревна осуществляют параллельно оси направляющих. Поэтому изогнутые бревна непригодны для использования в известном способе.
В предлагаемом способе обработку ведут с копированием поверхности бревна с помощью ролика (двух роликов) опирающихся на бревно на расстоянии, равном 0,5 В от оси инструмента, где В ширина паза. За счет этого траектория инструмента вдоль бревна повторяет кривизну бревна, обрабатывая выпуклую поверхность и паз эквидистантно поверхности бревна, по которой перемещается ролик (ролики). Поэтому в предлагаемом способе используются и изогнутые бревна, которые непригодны для обработки известным способом.
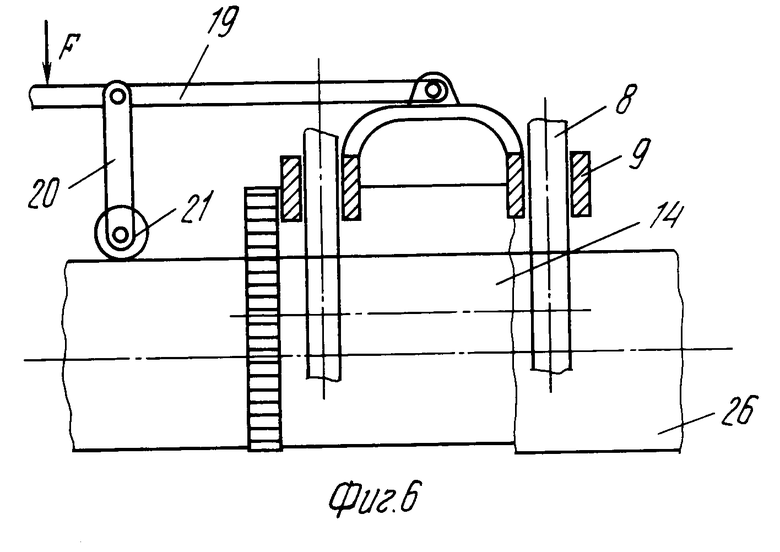
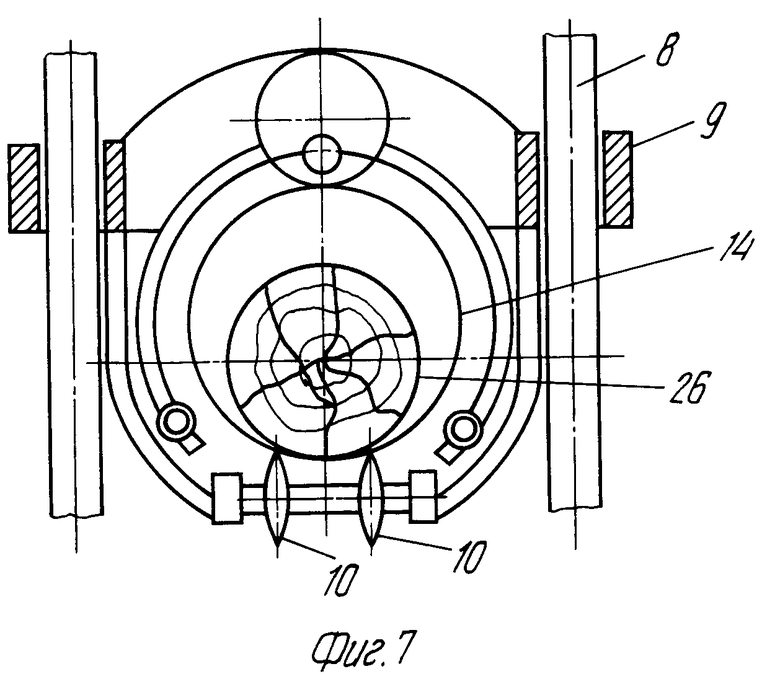
На фиг.1 изображены формы бревен при обработке известным и предлагаемым способом; на фиг.2 форма исправленного бревна; на фиг.3 вид сзади; на фиг.4 вид сбоку; на фиг.5 крепление бревна; на фиг.6 и 7 расположение элементов устройства при обработке выпуклой части бревна.
Устройство для обработки бревен содержит каретку 1, включающую в себя нижнюю скобу 2, два опорных узла 3, опорные ролики 4, закрепленные на осях в вилках 5 с пружинами 6. В опорных узлах 3 закреплен механизм 7 вертикального перемещения, включающий в себя направляющие 8 и подвижную балку 9, с которой связаны копирные ролики 10. С балкой 9 жестко связана обойма 11, в которой закреплены опоры 12 и задние опорные ролики 13. На опорах вращается цилиндрическая пила 14, имеющая на переднем конце зубья, а на задней боковой поверхности зубчатый венец 15, с которым связана шестерня 16, соединенная с валом привода 17. Направляющие 8 в верхней части связаны верхней скобой 18. С балкой через шарнирно связанный с ней рычаг 19 и опору 20 соединен нажимной ролик 21. В устройстве имеются также узлы регулирования горизонтального и вертикального положения копировальных роликов (не показан). Передний 22 и задний 23 центры, закрепленные в передней 24 и задней 25 стойках, служат для крепления обрабатываемого бревна 26.
Способ обработки бревен осуществляется следующим образом.
Обработку сопрягаемых поверхностей ведут под диаметр, больший диаметра исходного бревна на ширину, соответствующую ширине вырезаемого паза. Ширину обработки обеспечивают при копировании роликами.
П р и м е р. В первом режиме производят вырезку паза и работа устройства производится следующим образом. Перед началом обработки устанавливают ролики 10 по горизонтали и вертикали в соответствии с шириной вырезаемого паза, размещают устройство в зоне переднего центра 22 около передней стойки 24. Закрепляют обрабатываемое бревно между передним 22 и задним 23 центром, который размещен в задней стойке 25.
Включают привод 17, который через шестерню 16 и зубчатый венец 15 приводит во вращение пилу 14, которая расположена между опорами 12, и надвигают опорные ролики 4 и копирные ролики 10 на обрабатываемое бревно 26. Вместе с роликами 4 перемещаются опорные узлы 3, скрепленные скобой 2. По направляющим 8 перемещается балка 9, опускание которой ограничивается роликами 10, расположение которых относительно оси пилы 14 определяет ширину В вырезаемого паза. Ролики 13 служат опорой пилы 14. Опоры 12 и ролики 13 закреплены в обойме 11, которая в свою очередь жестко связана с балкой 9, обеспечивая надежное крепление пилы 14 и возможность ее вращения. При перемещении каретки 1 вдоль бревна с меняющимся диаметром вилки 5 перемещаются вдоль своих осей, обеспечивая за счет пружин 6 плотное прижимание роликов 4 к бревну 26. При этом механизм 7 вертикального перемещения за счет копирных роликов 10 обеспечивает постоянную ширину вырезаемого паза при любом диаметре бревна. Скобы 2 и 18 обеспечивают жесткость конструкции. Во втором режиме производится обработка выпуклой части бревна. Перед началом работы копирные ролики 10 настраиваются аналогично первому режиму, но располагаются под бревном.
Работа устройства осуществляется аналогично первому режиму, только дополнительно используется рычаг 19, опора 20 и нажимной ролик 22, с помощью которых копирные ролики 10 в процессе обработки прижимаются к бревну 26, обеспечивая постоянную ширину обработанной под паз поверхности.
Предлагаемый способ обработки бревен обеспечивает уменьшение объема снимаемой древесины, уменьшение мощности приводов и расходуемой энергии, повышение производительности труда, увеличение коэффициента использования древесины, возможность использования бревен малого диаметра и изогнутой формы.
Устройство для осуществления способа позволяет производить обработку выпуклой и вогнутой поверхности бревна (паза) одним инструментом, что упрощает устройство, уменьшает его габариты и стоимость. Использование в качестве направляющей самого бревна ведет к уменьшению габаритов, веса, стоимости установки, делает ее мобильной.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО СРУБА С ИСПОЛЬЗОВАНИЕМ МЕХАНИЧЕСКОЙ ОБРАБОТКИ БРЕВЕН | 2010 |
|
RU2472614C2 |
| СПОСОБ ОБРАБОТКИ БРЕВЕН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2281855C2 |
| СТАНОК ДЛЯ ОЦИЛИНДРОВКИ БРЕВЕН | 2007 |
|
RU2339502C1 |
| РУБАНОК-ЧАШКОРЕЗ | 2007 |
|
RU2344033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2001 |
|
RU2212333C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| РУБАНОК | 2007 |
|
RU2342245C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПАЗОВ В ДЕРЕВЯННЫХ ДЕТАЛЯХ СРУБА | 1993 |
|
RU2071413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2517966C2 |

Использование: в деревообрабатывающей промышленности, а именно при изготовлении бревен для жилых и промышленных зданий. Сущность изобретения: способ обработки бревен включает обработку сопрягаемых поверхностей бревна, в том числе вырезку паза. При этом обработку ведут под диаметр больший исходного диаметра бревна на ширину, соответствующую ширине вырезаемого паза. Ширину обработки обеспечивают при копировании поверхности роликами. 1 з. п. ф-лы, 7 ил.
| Установка для изготовления деревянных деталей сруба | 1982 |
|
SU1052382A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |

