Изобретение относится к оборудованию для переработки изношенных или бракованных резиновых автомобильных покрышек, в частности к устройствам для вырезки из них беговой дорожки, и может быть использовано для извлечения металлокорда из не поддающихся восстановлению автомобильных покрышек.
Известен способ вырезки беговой части из автопокрышек, при котором на вращающуюся покрышку воздействуют дисковыми ножами для продольного разрезания по окружности и дисковым ножом для поперечного разрезания беговой части (1).
Однако в этом способе затруднен отбор вырезанной базовой части.
Известен станок для вырезки беговой части из автопокрышек, содержащий устройство для зажима и вращения автопокрышки и резательное устройство, выполненное в виде установленных на оси, перпендикулярной оси вращения покрышки, двух приводных дисковых ножей для продольного разрезания и приводного ножа для поперечного разрезания беговой части, установленного радиально относительно автопокрышки (1).
Однако в этом устройстве ножи не обеспечивают разрезания металлокордных нитей по границе их залегания, что не позволяет их извлекать из покрышки.
Цель изобретения обеспечение возможности вырезки беговой части из автопокрышек с металлокордом, причем так, чтобы концы металлокордных нитей были отрезаны, что необходимо для последующего извлечения металлокорда.
Цель достигается тем, что в способе вырезки беговой части из автопокрышек, при котором на вращающуюся автопокрышку воздействуют дисковыми ножами, для продольного разрезания по окружности и дисковым ножом для поперечного разрезания беговой части, согласно изобретению, поперечное разрезание беговой части осуществляют перед продольным разрезанием. Кроме того продольное разрезание автопокрышки начинают на расстоянии, не превышающем по окружности 30о от поперечного разреза, а вращение автопокрышки осуществляют в направлении последнего.
В станке для вырезки беговой части из автопокрышек, содержащем устройство для зажима и вращения автопокрышек и резательное устройство, выполненное в виде установленных на оси, перпендикулярной оси вращения автопокрышки, двух приводных дисковых ножей для продольного разрезания и приводного дискового ножа для поперечного разрезания беговой части, установленного радиально относительно покрышки, дисковые ножи для продольного разрезания установлены с возможностью перемещения вдоль оси, при этом расстояние между каждым ножом и соответствующей границей залегания металлокорда в автопокрышке не должно превышать 0,15 ширины залегания металлокорда, а каждый дисковый нож выполнен с равномерно расположенными по его периферии впадинами и выступами, длину каждой из впадин по окружности диска выбирают 0,1-1,5 длины выступа, а ее глубину 0,3-5 длины впадины.
Причем дисковый нож для поперечного разрезания беговой части установлен в направлении вращения автопокрышки перед двумя приводными дисковыми ножами для поперечного разрезания с угловым смещением, не превышающим 30о.
Установка дисковых ножей на общей приводной платформе обеспечивает их синхронную подачу при резке, что также повышает эффективность вырезания беговой дорожки. Наличие устройства, предотвращающего смещение беговой дорожки в осевом направлении, обеспечивает высокое качество вырезки беговой части. Наличие устройства для отбега вырезаемой беговой дорожки облегчает дальнейшую транспортировку ее в процессе извлечения металлокорда. Снабжение станка устройством для поперечного разрезания беговой дорожки позволяет одновременно с процессом вырезания ее получать полосу, что необходимо для обеспечения наиболее эффективного процесса извлечения металлокорда из покрышек непрерывно-поточным способом, а также облегчает последующий отбор вырезанной беговой части. Осуществление поперечного реза перед вырезкой беговой части облегчает получение полосы и отбор вырезаемой беговой части, в противном случае получилось бы сначала кольцо, которое теряло бы устойчивость, и выполнить в последующем поперечный разрез было бы непросто, трудоемкость получения полосы была бы значительно выше.
Осуществление начала продольного разреза на угловом расстоянии от поперечного разреза по окружности наружной поверхности автопокрышки, не превышающем 30о, и вращение при этом автопокрышки в направлении, при котором в начале процесса вырезания беговой дорожки место поперечного разреза проходит указанное расстояние между его первоначальным положением и местом соприкосновения с автопокрышкой дисковых ножей продольного разрезания, позволяет практически с самого начала процесса вырезания беговой части осуществлять отбор получаемой полосы, так как сразу высвобождается один из концов получаемой полосы, и по мере вырезания полоса сразу поступает в устройстве для ее отбора. Это повышает производительность станка.
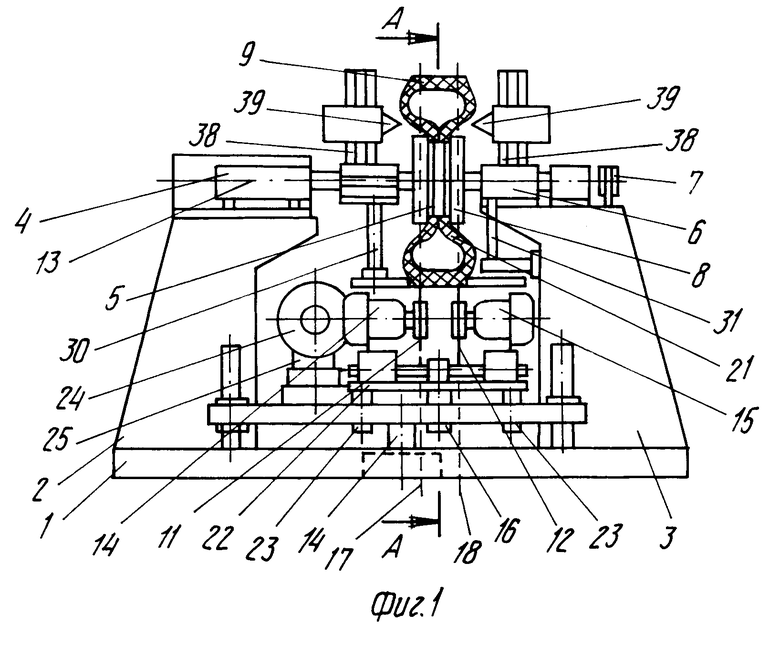
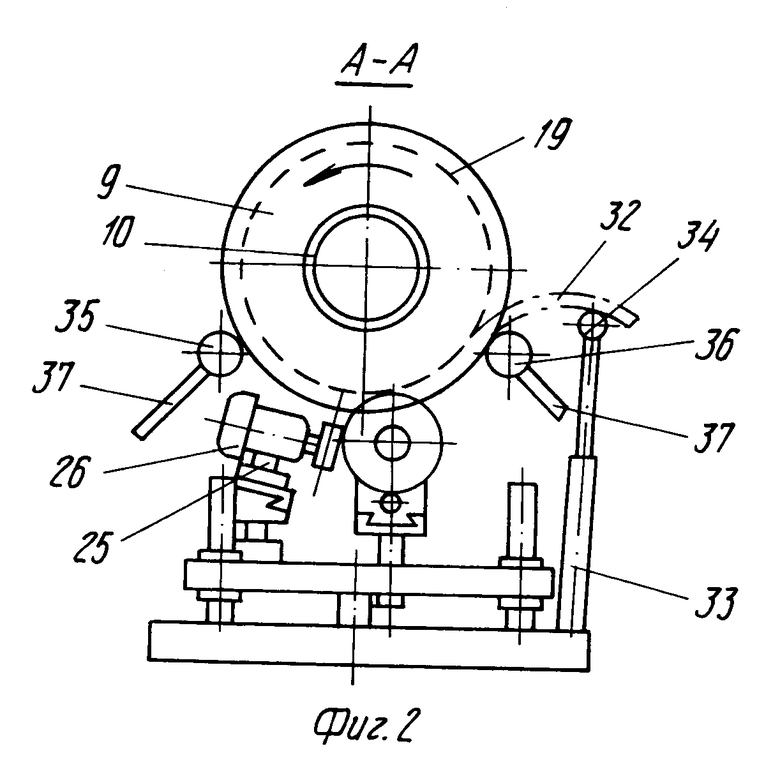
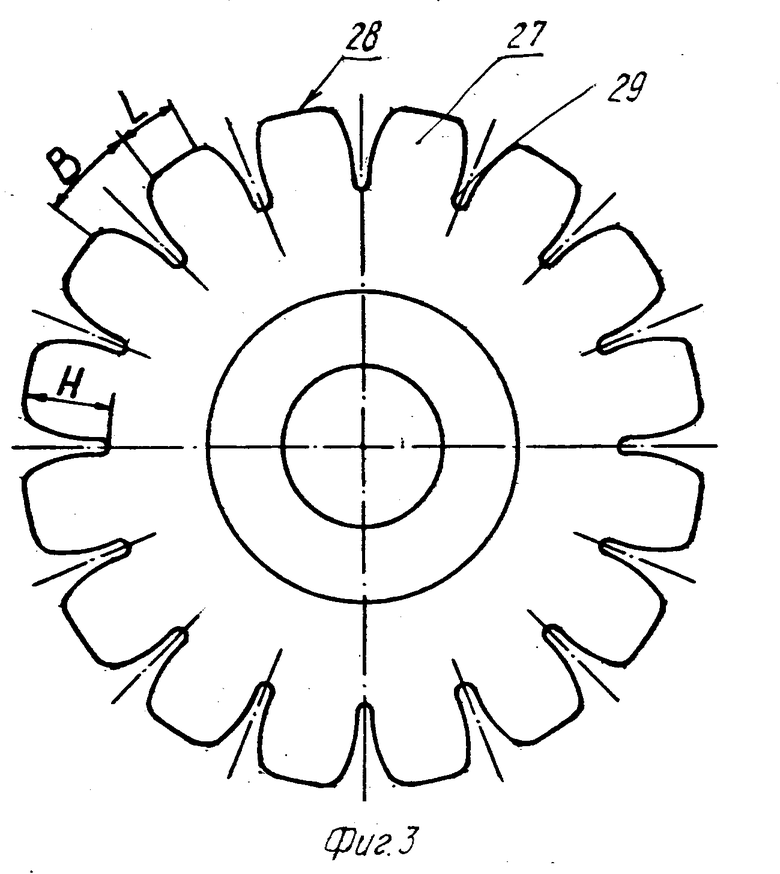
На фиг.1 изображена схема станка; на фиг.2 разрез А-А на фиг.1; на фиг.3 дисковый нож станка; на фиг.4 дисковый нож, вид сбоку.
Станок содержит раму 1 со стойками 2 и 3, на которых установлены соответственно зажимное устройство 4 с диском 5, прижимное фиксирующее устройство 6 и привод 7 вращения с диском 8, образующие устройства для зажима и вращения автопокрышки 9 с бортовыми кольцами 10. Станок содержит также резательное устройство для вырезки беговой части, содержащее два дисковых ножа 11 и 12 предельного разрезания, установленных перпендикулярно оси 13 вращения автопокрышки 9 и снабженных приводами вращения электродвигателями 14 и 15, а также общим приводом 16 перемещения вдоль направлений 17 и 18 их установки, каждое из которых пересекает металлокорд 19 автопокрышки 9 на расстоянии не более 0,15 ширины залегания металлокорда от соответствующей границы 20 или 21 залегания металлокорда (направление 17 от границы 20, направление 18 от границы 21). Дисковые ножи 11 и 12 установлены на общей платформе 22 с приводом 16, установленной на стойках 23, при этом дисковые ножи 11 и 12 установлены с возможностью регулирования их установки в зависимости от ширины покрышки, т.е. с возможностью перемещения вдоль оси. На станке установлен также дисковый нож 24 поперечного разрезания. Дисковый нож 24 установлен радиально относительно автопокрышки 9 и снабжен приводом 25 перемещения вдоль этого направления и приводом 26 вращения. У каждого из дисковых ножей (дисков 5, 8) 24 периферийная режущая часть наряду с выступами 27, каждый из которых имеет наружный профиль дуги окружности 28, т.е. образован режущей кромкой диска, представляющей собой окружность, выполнена с равномерно расположенными по его периферии впадинами 29 одинакового размера, имеющими профиль дуги окружности 28, длина В каждой из которых по окружности диска выбирают 0,1-1,5 длины L выступа 27 дугового участка, а ее глубина Н равна 0,3-5 длины впадины 29. Имеется устройство для предотвращения смещения беговой части в зоне реза в осевом направлении (в направлении оси автопокрышки 9), выполненное в виде ограничителей 30 и 31, а также устройство для отбора вырезаемой беговой части 32, выполненное в виде установленного на стойке 33 приемного ролика 34. Для поддержания автопокрышки 9 перед зажимом ее между дисками 5 и 8 служат поддерживающие ролики 35 и 36, установленные на стойках 37 с возможностью регулирования и отвода их на время выполнение реза. Имеются также установленные на стойках 38 клиновые ножи 39 для вырезки из автопокрышки 9 бортовых колец 10.
При работе станка осуществляется предложенный способ.
Автопокрышку 9 закатывают на поддерживающие ролики 35 и 36 и зажимают между дисками 5 и 8 за бортовые кольца 10 с помощью прижимного устройства 4 и устройства 6, фиксирующего диск 8 от смещения в осевом относительно автопокрышки 9 направлении. Затем покрышку фиксируют от смещения в осевом направлении с помощью ограничителей 30 и 31. Далее включают приводы 25 и 26 дискового ножа 24, в результате его вращения и перемещения в радиальном относительно автопокрышки 9 направлении осуществляется поперечное разрезание беговой части. Затем отводят в первоначальное положение дисковый нож 24 поперечного разрезания и включают привод 7 вращения диска 8, электродвигатели 14 и 15 вращения и привод 16 перемещения дисковых ножей 11 и 12 продольного разрезания. В результате дисковые ножи 11 и 12 синхронно перемещаются в рабочее положение, врезаясь в автопокрышку 9, и вращаясь и проходя постепенно все точки контура вращающейся автопокрышки 9, вырезают из нее беговую часть 32 (покрышка осуществляет полный оборот). Вырезаемая беговая часть 32, конец которой высвобождается в начале процесса ее вырезки благодаря предварительному поперечному разрезу, осуществленному вблизи места начала вырезки беговой части (т. е. места соприкосновения с нею дисков 5 и 8), выходит в виде полосы и, отгибаясь вниз под действием собственного веса, попадает в устройство отбора. Предложенная конфигурация дисков 5, 8 и ножей 24 позволяет осуществлять эффективное разрезание автопокрышки, так как обеспечивает возможность разреза как резины благодаря наличию впадин 29, придающих наружной поверхности дисков форму пилы, являющейся наиболее эффективной для резки резины, так и металла, поскольку значительная часть поверхности остается в виде дуговой режущей поверхности диска, осуществляющей резку металлокорда 19 за счет теплового эффекта, возникающего при трении поверхности окружности 28 вращающегося диска о металл. При этом концы металлокорда 19 отрезают освобождая от прилегающих к ним слоев резины, поэтому в вырезаемой беговой части 32 металлокорд 19 окружен резиной только с двух сторон, а другие две стороны его свободны, что позволяет впоследствии, при разрушении связи между металлокордом и резиной, легко извлечь металлокорд 19 из беговой части 32. После вырезания беговой части электродвигатели 14 и 15 дисков 5 и 8 включают и возвращают их в исходное положение. Теперь с помощью клиновых ножей 39 осуществляют отрезание бортовых колец 10, после чего клиновые ножи 39 возвращают в исходное положение, выключают привод 7 вращения от дисков 5 и 8, диск 5 отводят от диска 8 в исходное положение, освобождая отрезанные бортовые кольца 10 и оставшиеся от автопокрышки боковины. После снятия отрезанных бортовых колец и боковин станок вновь готов к работе. По мере необходимости в места реза дисковых ножей подают известным способом смазывающе-охлаждающую жидкость.
Расстояние от линий реза до границ залегания металлокорда должно быть таким, чтобы резина в вырезаемой беговой дорожке не находилась по бокам от концов металлокордных нитей, т.е. в идеале линия реза должна быть проведена по границе залегания ближайшего к оси покрышки слоя металлокордных нитей, поскольку покрышка и, соответственно, концы металлокордных нитей изогнуты. В этом случае ширина по-лучаемой беговой части максимальна. Приведенное максимальное расстояние гарантирует при любой конфигурации покрышки и ширине района залегания металлокорда отрезку концов металлокордных нитей и получения при этом достаточной ширины беговой дорожки. Рекомендованные размеры впадин на профиле дисковых ножей (В 0,1-1,5L, H 0,3-5 B) получены экспериментально и обеспечивают возможность резки дисковым ножом как металлокорда, так и резины. Наибольшие скорости вырезки беговой дорожки получаются при этом при рекомендованном соотношении глубины и длины впадин 1:(1,2-4) B. Оптимальные результаты достигаются при длине впадин В (0,6-1) и глубине их, определяемой по формуле 1:(2-2,5) B. Скорость вырезания беговой дорожки при этом высока 1,5 м/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛКИ АВТОМОБИЛЬНЫХ И ТРАКТОРНЫХ ШИН | 2010 |
|
RU2429122C1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ БЕГОВОЙ ДОРОЖКИ И БОРТОВЫХ КОЛЕЦ ИЗ ИЗНОШЕННЫХ АВТОПОКРЫШЕК | 1992 |
|
RU2044649C1 |
| СПОСОБ РАЗДЕЛКИ И УПАКОВКИ АВТОМОБИЛЬНЫХ И ТРАКТОРНЫХ ШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211145C2 |
| СПОСОБ РАЗРЕЗАНИЯ ПОКРЫШЕК | 2011 |
|
RU2473422C1 |
| СТАНОК ДЛЯ КОМПАКТИРОВАНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 2003 |
|
RU2252870C1 |
| СПОСОБ УТИЛИЗАЦИИ ИЗНОШЕННЫХ АВТОПОКРЫШЕК И ДРУГИХ РЕЗИНО-ТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2224650C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА РЕЗИНОВОЙ ДРОБЛЕНКИ | 2000 |
|
RU2211761C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК МЕТОДОМ ДЕСТРУКЦИИ | 2012 |
|
RU2504469C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПОКРЫШЕК, ПОДЛЕЖАЩИХ УТИЛИЗАЦИИ | 2001 |
|
RU2188125C1 |
| Способ переработки изношенных автопокрышек | 1982 |
|
SU1034922A1 |

Использование: переработка изложенных или бракованных автомобильных покрышек. Сущность изобретения: разрезание боковой части осуществляют перед продольным разрезанием. Дисковые ножи для продольного разрезания установлены с возможностью перемещения вдоль оси. Расстояние между каждым ножом и соответствующей границей залегания металлокорда не должно превышать 0,15 ширины залегания металлокорда в автопокрышке. Каждый дисковый нож выполнен с равномерно расположенными по его периферии впадинами и выступами. Длину каждой из впадин выбирают 0,1 1,5 длины выступа, а ее глубину 0,3 5 длины впадины. 2 с. и 2 з. п. ф-лы, 4 ил.
| Патент США N 3701296, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
