Взаимосвязанная группа изобретений относится к технологиям строительной промышленности, а также к производству резинотехнических изделий и переработке вторичных ресурсов в виде амортизированных автомобильных покрышек различных конструкций и типоразмеров и других изделий. Изобретение может быть широко использовано как для утилизации с получением утильной резиновой крошки заданной фракции с полным отделением хлопчатобумажного и металлокорда и бортовых колец с последующей их переработкой для получения новых изделий, так и для разделки на отдельные фрагменты для использования в строительстве берегозащитных армогрунтовых сооружений в качестве элементов армирующих слоев и элементов защитной облицовки железных и автомобильных дорог.
Полная утилизация отслуживших свой срок автомобильных покрышек и других резинотехнических изделий необходима, с одной стороны, для снижения и устранения затрат по хранению накопившихся запасов этих изделий, возникших в результате жизнедеятельности человечества. Эти запасы в силу особенности химической структуры представляют серьезную опасность экологическому равновесию в окружающей среде. С другой стороны, материалы, входящие в состав этих изделий, являются ценным сырьем для производства различных веществ, конструкций, изделий, и вторичное их использование обеспечило бы экономичное и рациональное использование целого ряда природных ресурсов: целлюлозы, каучуков (резины), руд черных металлов, энергоресурсов. Так как эти материалы содержатся в составе утилизируемых предметов виде отдельных, механически связанных между собой составляющих, важнейшим требованием является применение технологий, которые обеспечивали бы только разрушение этих механических связей без воздействия на химические свойства.
Известен способ разделки автопокрышек (см. патент Российской Федерации 2051034, кл. В 29 В 17/00, 1995), при котором на вращающуюся покрышку воздействуют дисковыми ножами для продольного разрезания по окружности и дисковым ножом для поперечного разрезания беговой части. Практическое применение этого способа не обеспечило эффективную утилизацию отработанных резинотехнических изделий с получением вторичного сырья, так как:
- при указанном способе образуются фрагменты беговой (протекторной) части, содержащие резину и связанный с ней армирующий металлический и (или) х/б корд. Эти фрагменты после дополнительного измельчения могут быть ограниченно использованы в строительстве армогрунтовых слоев и сооружений;
- оставшиеся (боковые) фрагменты, в основном состоящие из резины, содержат бортовые металлические кольца, для удаления которых необходимы дополнительные операции и устройства;
- освобожденные от бортовых колец боковые фрагменты для получения из них кондиционного вторичного сырья в виде резиновой крошки должны быть дополнительно подвергнуты энергоемкому процессу механического измельчения, но и в этом случае качество сырья будет неудовлетворительным из-за наличия в нем фрагментов, концов нитей корда, чего невозможно избежать при утилизации указанным способом.
Кроме того, описанный выше способ является низко производительным из-за длительного подготовительно-заключительного времени, расходуемого на настройку оборудования, заточку и перезаточку режущего инструмента.
Известен также выбранный в качестве прототипа способ отделения металлокорда от резины в изношенных шинах (реализовано устройством согласно патенту Российской Федерации 2005607, кл. В 29 В 17/00, 1994), по которому, так же, как и в заявляемом способе, на вращающуюся покрышку воздействуют исполнительным органом, механически отделяющим резину от корда и бортовых колец, одновременно по всей поверхности, находящейся в зоне действия исполнительного органа, и отделение резины происходит путем ее срезания.
В отличие от заявляемого в известном способе в качестве исполнительного органа используется пара установленных с возможностью встречного вращения, кинематически взаимосвязанных валков с винтовой нарезкой на их образующей. При этом отделение резины от корда и бортовых колец и ее измельчение происходит в зоне, находящейся между валками, за счет постоянного их сжатия и имеющейся винтовой нарезки. Практическое использование этого способа показало, что он также не лишен недостатков, так как:
- вследствие того, что зоной действия рабочего органа является пространство между площадями вершин выступов, находящих друг на друга выступами винтовых с определенным шагом нарезки обрабатывающих валков, т.е. площадь поверхности вполне конечна в течение одного цикла обработки, происходящего за один оборот автопокрышки, полная очистка корда и боковых колец практически недостижима даже при многократном повторении обработки из-за невозможности добиться совмещения границ необработанных и ранее обработанных поверхностей утилизируемого изделия;
- при утилизации изделий со сложной конструкцией корда (многослойный, образованный из нескольких разнородных материалов) обработка их в рабочей зоне в постоянном зазоре между валками не обеспечит отделение резины в межкордовом объеме путем ее срезания из-за невозможности проникновения инструмента в эту зону, что делает невозможным полную утилизацию автопокрышки, снижает кондиции получаемого вторичного сырья из корда;
- при обработке одной зоны утилизируемой автопокрышки с фиксированным усилием, действующим на всю зону, происходит срезание валками достаточно большого объема материала (толщина слоя определяется величиной зазора между валками), который в общем случае имеет различную механическую прочность (металлокорд, выполняемый плетением из стальной проволоки, имеет меньшую прочность на периферии и более высокую прочность по сравнению с х/б кордом). При этом способ не позволяет направить механическое усилие непосредственно к участкам сопряжения резины с несущими элементами конструкции утилизируемой автопокрышки из других материалов, которые могут находиться в середине объема, что приводит к разрушению автопокрышки не по участкам сопряжения, а по менее прочным элементам несущей конструкции. В результате получаемая резиновая крошка содержит в себе трудноотделимые фрагменты элементов несущей конструкции и имеет ограниченное вторичное использование без применения дополнительного оборудования для переработки ее с целью очистки.
Все указанные выше недостатки способа-прототипа приводят к неполной утилизации автопокрышек, невысокой производительности, неудовлетворительному качеству получаемого вторичного сырья.
Известно также выбранное в качестве прототипа устройство (см. патент Российской Федерации 1685723, кл. В 29 В 17/00, 1991 г.), содержащее, как и заявляемое устройство, механизм вращения покрышки с приводом, выполненный в виде смонтированной на станине с возможностью вращения вокруг вертикальной оси крестообразной плитой с радиальными пазами с установленными в них с возможностью перемещения в них упоров, составляющих центрирующие устройства, а также режущий инструмент.
В отличие от заявляемого устройства имеется отдельный рычажный механизм с прижимными пластинами, выпуклыми в сторону плиты, размещенный на вертикальной оси вращения, для фиксации автопокрышки при утилизации за счет центробежных усилий. Центрирующие упоры выполнены со скошенной поверхностью, обращенной к концам плиты. Режущий инструмент выполнен в виде дисковой фрезы для резания плоскости, перпендикулярной оси вращения.
Организация фиксации утилизируемой автопокрышки при обработке с помощью фиксирующего механизма устройства прототипа осуществляется только по поверхности, прилегающей к плите, на которой установлена покрышка, и одному из бортовых колец, опертому на скошенную поверхность центрирующего упора. Фиксация остальных элементов конструкции автопокрышки обеспечивается за счет прочности механической связи их с зафиксированными элементами. При обработке покрышки за счет удаления связующей резины нарушается эта механическая связь, освобожденные элементы конструкции (одно из бортовых колец та корд) приобретают несанкционированную степень свободы по отношению к режущему инструменту, что делает практически невозможной их полную утилизацию. Кроме того, даже начальная фиксация должна осуществляться с усилием, превышающим силу смещения от действия режущего инструмента, а это возможно для описанного выше устройства только при достаточно высокой скорости вращения покрышки при обработке, что не дает возможности назначать эту скорость в широком диапазоне, необходимость чего будет показана ниже.
Используемая в устройстве-прототипе конструкция режущего инструмента, его ориентация относительно обрабатываемой покрышки, обеспечивает только резку последней по экваториальной плоскости, не решая задачу полной утилизации.
В основу первого из заявленной взаимосвязанной группы изобретений поставлена задача путем изменения вида и направления силового воздействия, изменения границы обрабатываемой зоны, организации точного совмещения границ обработанной и необработанной зон, изменения технологического процесса обработки, назначения режимов обработки обеспечить полную утилизацию любых типов и конструкций автопокрышек, с получением механически и химически кондиционного вторичного сырья, годного для дальнейшего передела без дополнительных операций, а также увеличение производительности и сокращение уровня требуемых производственных затрат.
В основу второго из взаимосвязанной группы изобретений поставлена задача в известном устройстве путем изменения формы и конструкции элементов и узлов, их взаимного и относительно покрышки расположения, изменения конструкции режущего инструмента, введения дополнительных узлов обеспечить надежную фиксацию всех элементов конструкции утилизируемой покрышки в течение всего процесса обработки и полную обработку покрышки.
Первая из поставленных задач решается тем, что в известном способе, по которому, механически воздействуя на вращающуюся покрышку, отделяют резину от корда и бортовых колец одновременно по всей поверхности, находящейся в зоне действия исполнительного органа, и отделение резины происходит путем ее срезания, согласно изобретению весь цикл обработки разделяется на этапы, общее количество которых N определяется по формуле:
N=2+n, (1)
где n - количество этапов резки корда, равное количеству кордов;
2 - количество этапов резки резины;
при этом на этапе резки резины исполнительным органом является группа зафиксированных высоконапорных гидравлических струй, количество которых m определяется по формуле:
m=L/(d+d•1•tg β), (2)
где L - длина внешней образующей обрабатываемой покрышки;
d - диаметр канала струеформирующего сопла;
1= 5. . . 7 мм - оптимальное экспериментально определенное расстояние от среза струеформирующего сопла до поверхности покрышки в начале цикла;
β = 6o - половина теоретического угла раскрытия высоконапорной гидравлической струи на выходе струеформирующего сопла;
и действующих по нормали к внешней образующей покрышки и под углом атаки α = 0. ..90o к поверхности покрышки, а на этапе резки корда исполнительным органом является группа из трех гидроабразивных струй, две из которых действуют параллельно оси вращения покрышки, направлены навстречу друг другу, при этом покрышка располагается между ними, закреплены неподвижно в течение этапа и с возможностью одновременного радиального перемещения между этапами, а одна действует перпендикулярно оси вращения со стороны очищенного от резины корда с возможностью возвратно-поступательного перемещения.
При таком технологическом процессе обработки на первом и заключительном этапах цикла производится отделение резины от элементов конструкции покрышки. Выполнение этой задачи с помощью группы высоконапорных гидравлических струй, за счет быстрого срезания находящейся в рабочей зоне резины, позволяет обеспечить направление развиваемого усилие резания непосредственно в зону соединения резины с элементами конструкции и не приводит к разрушению менее прочных элементов конструкции. Рабочая зона в этом случае представляет собой сплошную линию, совпадающую с линией пересечения плоскости расположения высоконапорных струй и внешней поверхности покрышки. При вращении покрышки при обработке границы обработанной и необработанной зон полностью совпадают из-за неподвижности исполнительного органа, поэтому обработка на этом этапе происходит за ограниченное, заданное время. На других этапах цикла производится отрезание и перерезание кордовых слоев покрышки для открытия еще необработанной зоны покрышки, при этом выбранный исполнительный орган, его расположение, возможность подстройки между этапами также обеспечивают выполнение этой операции за назначенное число оборотов покрышки без разрушения элементов несущей конструкции. Все обеспечивает при применении заявленного способа полную утилизацию покрышек и других резинотехнических изделий с высокой производительностью и снижением энергозатрат, с получением при этом кондиционных отсортированных вторичных ресурсов.
Вторая из поставленных задач решается тем, что в известном устройстве, содержащем механизм вращения покрышки с приводом, выполненный в виде смонтированной на станине с возможностью вращения вокруг оси крестообразной плиты с радиальными пазами с установленными в них центрирующих упоров, а также режущий инструмент, согласно изобретению центрирующие упоры выполнены без скосов поверхности, обращенной к концам плиты, с возможностью охвата этой поверхностью обоих бортовых колец обрабатываемой покрышки, и соединены с подвижными штоками пневмоцилиндра, закрепленного неподвижно на плите, при этом режущий инструмент состоит из двух оправок, первая из которых устанавливается на станине неподвижно и обеспечивает крепление гидравлических сопел, а вторая устанавливается на станине с возможностью радиального перемещения, обеспечивает крепление двух гидроабразивных сопел и одиночного гидроабразивного сопла, установленного с возможностью возвратно-поступательного движения, кроме того, оправки и сопло через переключающие устройства соединены с силовым высоконапорным гидравлическим агрегатом.
При предлагаемой форме центрирующих упоров, а также при их соединении со штоками пневмоцилиндров обеспечивается надежное фиксирование покрышки при обработке за счет распирающих усилий, от штоков пневмоцилиндров, которое не зависит от механической связи элементов конструкции покрышки и остается постоянным в течении всего цикла обработки. Кроме того, заявленная конструкция режущего инструмента обеспечивает точное позиционирование и необходимое перемещение его и необходимое силовое воздействие для организации одновременной обработки всей рабочей зоны для поэтапного отделения различных элементов конструкции обрабатываемой покрышки, что обеспечивает полную утилизацию покрышки.
Сущность изобретения поясняется чертежами, где изображены:
фиг. 1 - взаимное расположение обрабатываемой покрышки и высоконапорных гидравлических струй на этапе резки резины;
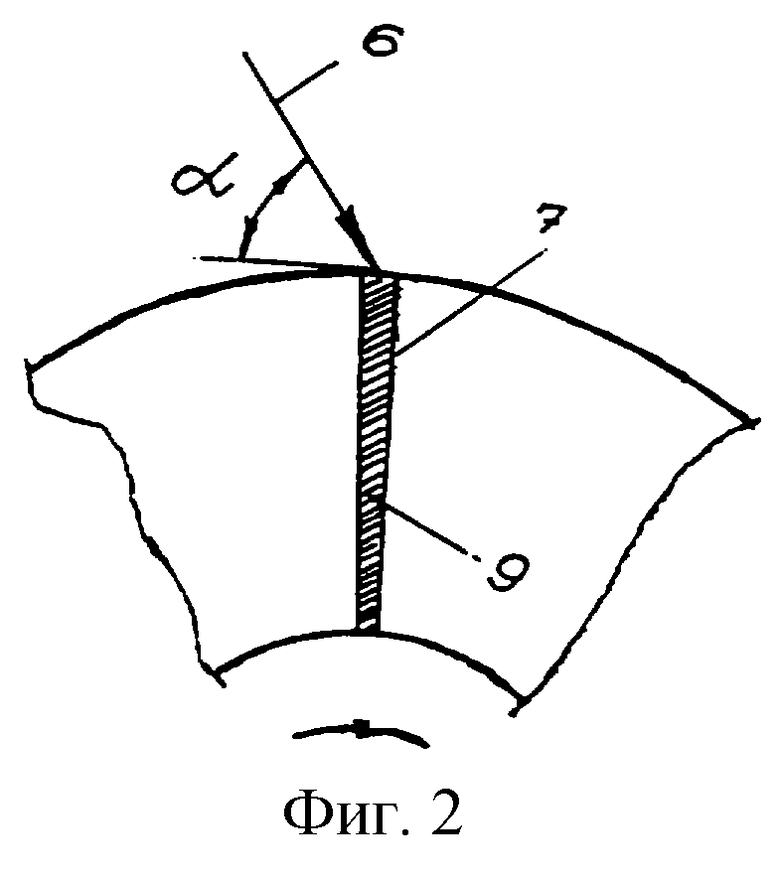
фиг. 2 - положение отдельно взятой высоконапорной гидравлической струй относительно покрышки при обработке, вид А;
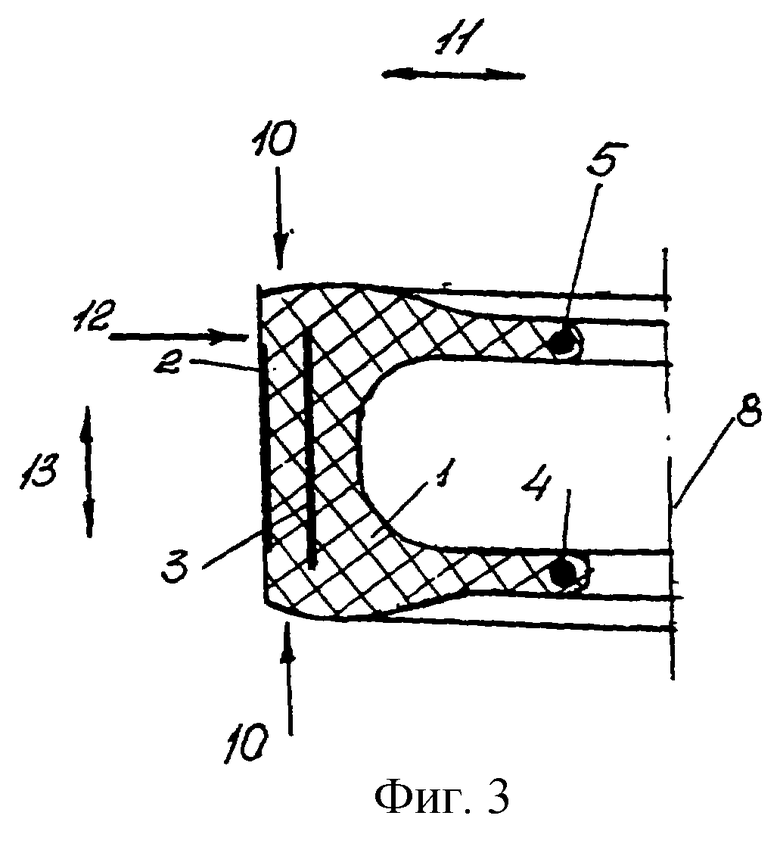
фиг. 3 - взаимное расположение обрабатываемой покрышки и высоконапорных гидроабразивных струй на этапе резки корда;
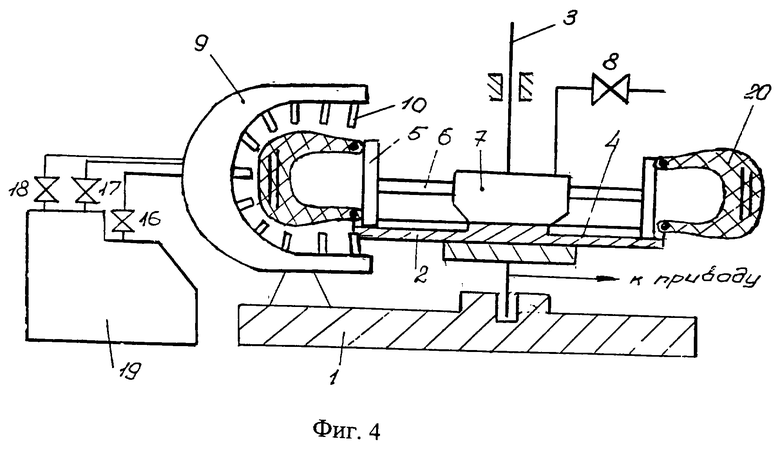
фиг. 4 - заявленное устройство с закрепленной на ней для обработки покрышкой;
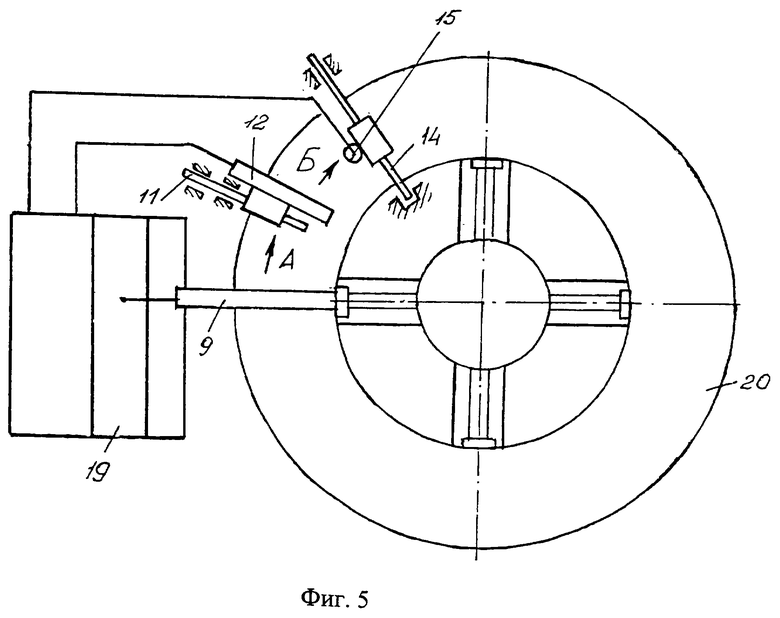
фиг.5 - то же, что на фиг.4, вид сверху;
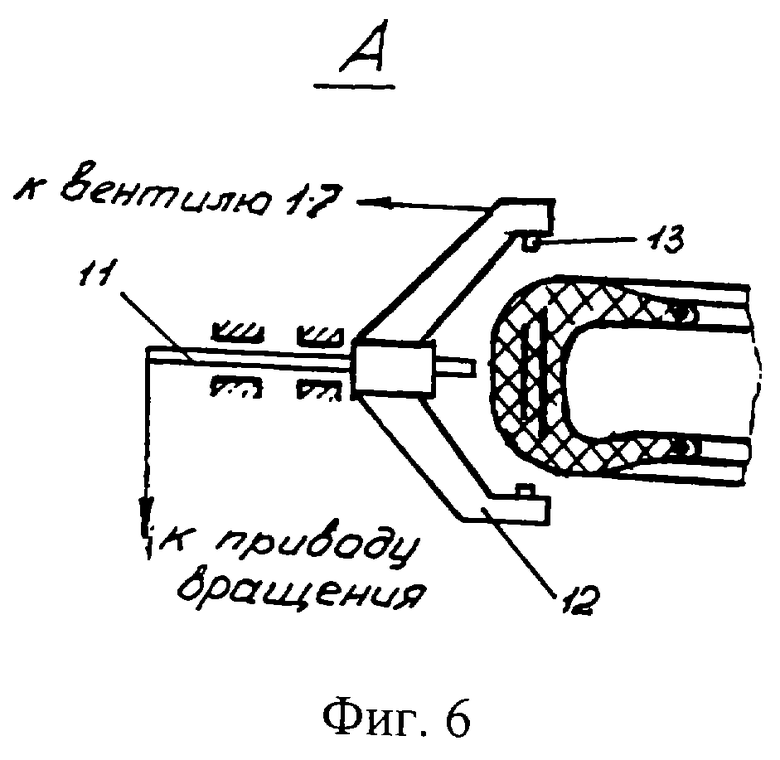
фиг.6 - то же, что на фиг.5, вид А;
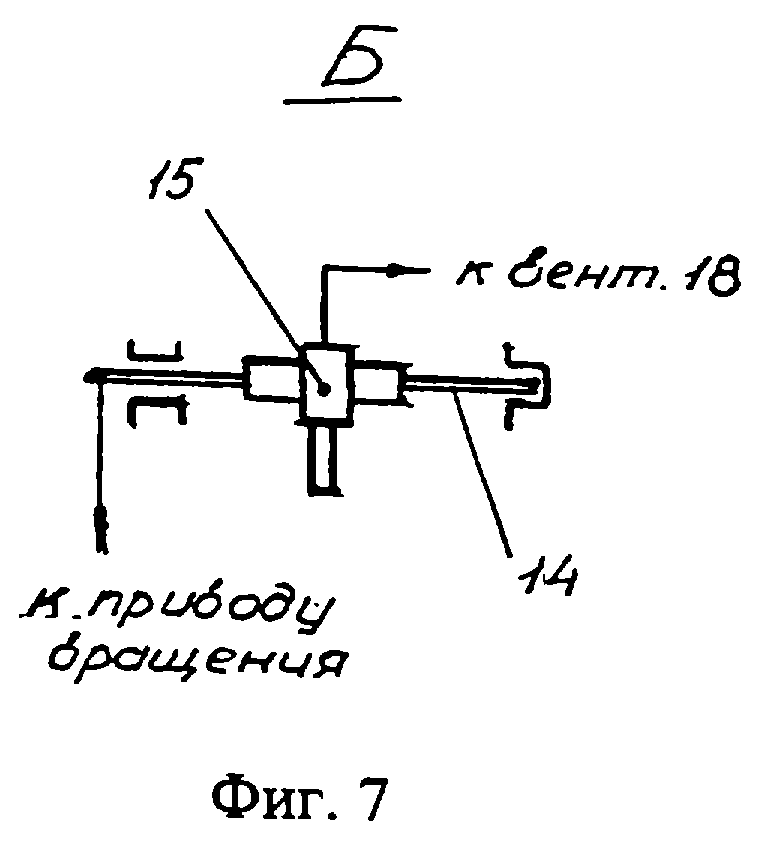
фиг.7 - то же, что на фиг.6, вид Б.
В общем случае заявленный способ реализуется следующим образом.
На первом этапе обрабатываемую покрышку (см. фиг.1), состоящую из резиновой массы 1, размещенных в ней кордов (например, двух металлокордов) 2 и 3 и бортовых тросовых колец 4 и 5, устанавливают для обработки, как показано на фиг. 1. Обработка на этом этапе производится зафиксированными высоконапорными струями 6. Количество струй m для обработки определяется по формуле 2. Струи действуют по нормали к образующей 7, а также, как показано на фиг. 2, под углом атаки α = 0...90o к обрабатываемой поверхности. Величина угла атаки назначается, исходя из требуемой фракции резиновой крошки после утилизации и производительности. С увеличением α уменьшается получаемая фракция крошки и снижается производительность. При обработки утилизируемая покрышка совершает вращение вокруг оси 8. Выбранное согласно формуле 1 количество гидравлических струй таково, что обрабатываемая зона 9 представляет собой сплошную полосу, полностью совпадающую с образующей покрышки, и начальная граница последующей зоны полностью совпадает с конечной границей подвергающейся обработке зоны. Первый этап цикла заканчивается после полной очистки верхней поверхности корда 2, струи 6 отключаются. Перед вторым этапом (первым этапом резки корда) две гидроабразивные струи 10 (см. фиг.3), действующие на покрышку параллельно оси вращения 8 навстречу друг другу, имеющие возможность радиального перемещения вдоль линии 11, устанавливаются для резки между очищенным 2 и последующим 3 кордами и фиксируются. Одиночная струя 12, действующая перпендикулярно оси вращения 8, имеющая возможность возвратно-поступательного движения вдоль линии 13, параллельной оси вращения 8, устанавливается на передней кромке очищенного корда 2. После этого неподвижными струями 10, благодаря вращению покрышки вокруг оси 8, производится отделение корда 2 от остальной конструкции. Одновременно под действием перемещающейся вдоль линии 13 струи 12 производится его перерезание для быстрого удаления. Также производится зачистка струями 10 ранее недоступной нижней поверхности отделяемого корда 2 и открывающейся поверхности последующего корда 3. После отделения корда струи 10 и 12 отключаются. Подрезка корда 3 выполняется на третьем этапе (второй этап резки корда), для чего выполняют те же приемы, что и на втором этапе, при этом вместо корда 2 фигурирует корд 3. Количество этапов резки корда совпадает с количеством кордов в конструкции покрышки. На заключительном этапе цикла обработка вновь производится по схеме согласно фиг.1 при помощи высоконапорных струй 6, которые производят отделение резины и очищают бортовые кольца 4 и 5. После этого цикл заканчивается, и общее количество этапов цикла N соответствует рассчитанному по формуле 1.
Наиболее полно заявленный способ реализуется при помощи заявляемого устройства. Согласно фиг. 4 заявляемое устройство имеет станину 1, на которой смонтирован механизм вращения в виде крестообразной плиты 2 с осью вращения 3, которая имеет кинематическую связь с приводом вращения. В плите выполнены радиальные пазы 4, в которых подвижно установлены центрирующие упоры 5, не имеющие скосов на гранях, обращенных к концам плиты. Упоры 4 соединены с выдвижными штоками 6 пневмоцилиндра 7, который неподвижно крепится на плите 2 и через управляющий вентиль 8 соединен с источником сжатого воздуха. На станине 1 неподвижно установлены оправка 9 для крепления гидравлических сопел 10, механизм вертикального перемещения 11 (например, типа "винт-гайка", см. фиг.5), к гайке которого неподвижно крепится оправка 12 с закрепленными в ней (см. фиг. 6) двумя гидроабразивными соплами 13, и такой же механизм радиального перемещения 14, к гайке которого (см. фиг.7) неподвижно крепится гидроабразивное сопло 15. Механизмы перемещения соединены с индивидуальными реверсивными приводами. Оправки 9, 12 и сопло 15 через отдельные магистрали и переключающие устройства (например, управляющие вентили) соответственно 16, 17 и 18 соединены с силовым высоконапорным гидравлическим агрегатом 19, например высоконапорным плунжерным насосом большого расхода.
Устройство работает следующим образом. Перед началом цикла утилизируемую покрышку устанавливают на плите 2. Открывая вентиль 8, в пневмоцилиндр 7 подается сжатый воздух, под действием которого выдвигаются штоки 6, и соединенные с ними упоры 5, перемещаясь по пазам 4, обеспечивают центровку и фиксацию покрышки по обоим бортовым кольцам, после чего вентиль 8 закрывается. Величина усилия фиксации регулируется величиной давления в пневмоцилиндре 7. После этого, задаваясь вращением покрышки, включая силовой агрегат 19 и открывая вентиль 16, сопла 10 выполняют первый этап - резку резины. После очистки верхней поверхности корда вентиль 16 закрывают, и сопла 10 отключаются. Включая приводы механизмов 11 и 14, производят установку соответственно оправки 12 с соплами 13 в положение для отрезки корда и сопла 14 в точку начала линии перерезания корда. После включения вентилей 17 и 18 и привода сопла 14 производится отрезание, перерезание удаление корда, после чего вентили перекрываются и этот этап заканчивается. Если в конструкции покрышки имеется несколько кордов, то этап резки корда повторяется по количеству кордов. На заключительном этапе после включения вентиля 16 обработка производится соплами 10, закрепленными в оправке 9. По завершении этапа вентиль 16 закрывается, силовой агрегат выключается, вращение покрышки останавливается. После этого, открывая вентиль 8, сбрасывается давление в пневмоцилиндре 7, убирается усилие фиксации, что позволяет снять с устройства очищенные бортовые кольца. После этого цикл заканчивается, и устройство готово к обработке следующей покрышки.
Предложенное изменение формы центрирующего устройства, соединение их с подвижными штоками введенного в конструкцию устройства пневмоцилиндра, задающего необходимое распирающее усилие при установке покрышки, обеспечивает надежную фиксацию последней в течение всего цикла обработки, так как в этом случае неподвижность элементов конструкции покрышки не зависит от их механической взаимосвязи. Изменение конструкции режущего инструмента, ориентации его относительно покрышки, взаимного расположения его отдельных узлов, введение в конструкцию устройства силового высоконапорного гидравлического агрегата и переключающие устройства позволило с помощью заявленного устройства наиболее эффективно реализовать заявленный способ, что обеспечивает полную утилизацию изношенных автопокрышек с получением высококачественного вторичного сырья, повышение производительности процесса при снижении требуемых энергозатрат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛКИ АВТОМОБИЛЬНЫХ И ТРАКТОРНЫХ ШИН | 2010 |
|
RU2429122C1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1991 |
|
RU2015891C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ АВТОПОКРЫШЕК | 1994 |
|
RU2080261C1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ БЕГОВОЙ ДОРОЖКИ И БОРТОВЫХ КОЛЕЦ ИЗ ИЗНОШЕННЫХ АВТОПОКРЫШЕК | 1992 |
|
RU2044649C1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 2007 |
|
RU2386535C2 |
| Установка для измельчения изношенных автопокрышек | 1990 |
|
SU1781055A1 |
| СПОСОБ ВЫРЕЗКИ БЕГОВОЙ ЧАСТИ ИЗ АВТОПОКРЫШЕК И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051034C1 |
| ЛИНИЯ ДЛЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК | 2005 |
|
RU2283226C1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1993 |
|
RU2042510C1 |
| СТРУЕФОРМИРУЮЩАЯ ГОЛОВКА ДЛЯ ПОДВОДНОЙ ГИДРОАБРАЗИВНОЙ РЕЗКИ | 2021 |
|
RU2793133C2 |
Изобретение относится к производству резинотехнических изделий и может быть использовано при утилизации, например, изношенных автопокрышек и других амортизированных изделий для получения вторичного сырья. В способе утилизации воздействуют механически на вращающуюся покрышку и отделяют резину от корда и бортовых колец одновременно по всей поверхности, находящейся в зоне действия исполнительного органа. Отделение резины производится путем ее срезания. Весь цикл обработки разделяют на этапы, общее количество которых N определяется по формуле N=2+n, где n - количество этапов резки корда, равное количеству кордов, 2 - количество этапов резки резины. На этапе резки резины исполнительным органом является группа зафиксированных высоконапорных гидравлических струй, количество которых m определяется по формуле m=L/(d+d•l•tg β), где L - длина внешней образующей обрабатываемой покрышки, d - диаметр канала струеформирующего сопла, 1=5÷7 мм - оптимальное экспериментально определенное расстояние от среза струеформирующего сопла до поверхности покрышки в начале цикла, β=6o - половина теоретического угла раскрытия высоконапорной гидравлической струи на выходе струеформирующего сопла, и действующих по нормали к внешней образующей покрышки и под углом α=0÷90o к поверхности покрышки. На этапе резки корда исполнительным органом является группа из трех гидроабразивных струй. Две из струй действуют параллельно оси вращения покрышки, направлены навстречу друг другу. Покрышку располагают между ними. Струи закреплены неподвижно в течение этапа и с возможностью одновременного радиального перемещения. Одна из струй действует перпендикулярно оси вращения со стороны, очищенной от резины, корда с возможностью возвратно-поступательного перемещения. Устройство для утилизации изношенных автопокрышек содержит механизм вращения вокруг вертикальной оси крестообразной плиты с радиальными пазами и установленными в них центрирующими упорами и режущий инструмент. Центрирующие упоры выполнены без скосов поверхности, обращенной к концам плиты, с возможностью охвата этой поверхностью обоих бортовых колец обрабатываемой покрышки, и соединены с подвижными штоками пневмоцилиндра, закрепленного неподвижно на плите. Режущий инструмент состоит из двух оправок, первая из оправок установлена на станине неподвижно и обеспечивает крепление гидравлических сопел. Вторая оправка установлена на станине с возможностью радиального перемещения, обеспечивает крепление двух гидроабразивных сопел, и одиночного гидроабразивного сопла, установленного с возможностью возвратно-поступательного движения. Оправки и сопло через переключающие устройства соединены с силовым высоконапорным гидравлическим агрегатом. Изобретение позволяет полностью утилизировать покрышку независимо от ее типоразмера с получением чистой резиновой крошки без кордовых фрагментов и получением очищенных от резины кордов и бортовых колец. Изобретение обеспечивает высокую производительность процесса. 2 с.п.ф-лы, 7 ил.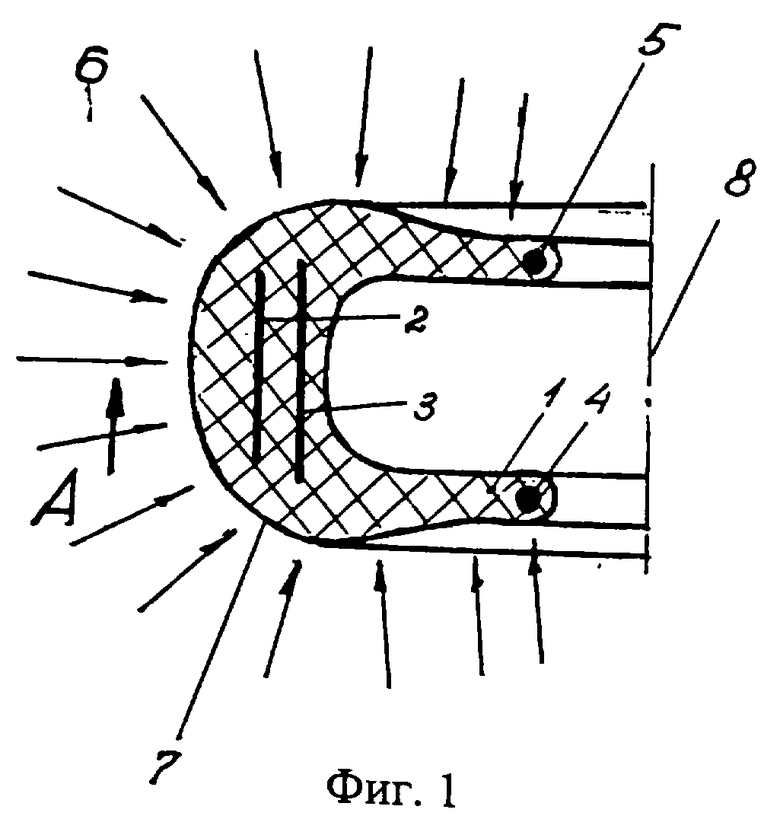
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ МЕТАЛЛОКОРДА ОТ РЕЗИНЫ В ИЗНОШЕННЫХ ШИНАХ | 1992 |
|
RU2005607C1 |
| Устройство для разрезания автопокрышек | 1989 |
|
SU1685723A1 |
| СПОСОБ ВЫРЕЗКИ БЕГОВОЙ ЧАСТИ ИЗ АВТОПОКРЫШЕК И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051034C1 |
| US 5246172 A, 21.09.1993 | |||
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ И ПРЕСС-ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151013C1 |
| УСТРОЙСТВО ДЛЯ ВОДОСТРУЙНОЙ РАЗДЕЛКИ РЕЗИНОВЫХ ШИН | 1994 |
|
RU2114731C1 |

