Заявленное изобретение касается способа и устройства для переработки изношенных покрышек пневматических шин методом деструкции, а также их фрагментов, например каркасо-брекерно-протекторных браслетов и бортовых частей, состоящих из слоистого материала, включающего в себя несколько слоев резины, армированной текстильным и металлическим кордом и содержащих в бортовых частях бортовые кольца из стальной проволоки, с целью отделения металлической арматуры и измельчения резинотекстильной массы.
Аналогами заявленного изобретения являются способы переработки неразрезанных изношенных шин путем непрерывной прокатки между двумя или тремя валками и устройства, с помощью которых эти способы реализуются.
Устройства содержат два или три приводных валка, вращающихся навстречу друг другу с одинаковыми или разными окружными скоростями, наружные поверхности которых снабжены нарезкой и кольцевыми канавками, расположенными вблизи торцов валков, а на торцах одного из валков выполнены бортовые фланцы, причем один или два валка установлены относительно станины неподвижно и консольно, а другие - с возможностью перемещаться относительно станины (патенты RU2005607 С1, В29В 17/00,1994 DЕ420856 С1, В29В 17/02, 1994).
Существенные признаки аналогов «обкатка слоистого материала покрышки между вращающимися валками» совпадают с существенными признаками предлагаемого изобретения.
Недостатками аналогов является то, что непрерывной прокатке между двумя или тремя валками подвергаются целиковые, неразрезанные предварительно, покрышки, что приводит к неодинаковому воздействию рабочих поверхностей валков на зажатую между валками стенку покрышки из-за того, что ее толщина в разных местах меридионального сечения неодинакова (в бортовых частях и в зоне беговой дорожки она наиболее толстая, в зонах боковин - более тонкая). В результате там, где толщина стенки большая, происходит интенсивная ее деформация, а там, где толщина стенки наименьшая, деформации стенки не происходит, поскольку зазор между валками, как правило, одинаковый по всей длине их рабочей части и при наличии сжатой в зазоре покрышки он равен толщине ее стенки в том месте, где начальная толщина максимальна. В зонах же малой толщины стенки покрышки валки не оказывают воздействия на материал покрышки. Это существенно снижает эффективность процесса прокатки.
Избежать этого недостатка за счет наличия кольцевых канавок вблизи торцов валков можно лишь только для некоторых типоразмеров покрышек, у которых расстояние между бортовыми частями выпрямленной в зазоре между валками покрышки совпадает с расстоянием между кольцевыми канавками валков. Как известно, типоразмеров покрышек чрезвычайно много, так что такое совпадение указанных выше размеров маловероятно, что снижает эффективность использования прокатывающей машины.
Другим недостатком аналогов является необходимость увеличивать длину рабочей части валков до такой степени, чтобы она была больше или равна длине профиля меридионального сечения покрышки и чтобы при сжатии последней и выпрямлении ее профиля в зазоре между валками она поместилась на длине рабочих частей валков. Это приводит к увеличению габаритов прокатывающей машины в направлении продольной оси валков.
Кроме вышесказанного имеет место и другой существенный недостаток: для того чтобы целиковую покрышку можно было бы надеть на неподвижный относительно станины валок, остальные валки должны быть отодвинуты от неподвижного валка на столько, чтобы зазоры между неподвижным валком и подвижными валками были несколько больше высоты профиля загружаемой в машину покрышки (иначе покрышку нельзя надеть на валок). Таким образом, это обусловливает необходимость увеличивать габарит машины и в направлении поперек продольной оси валков.
Прототипом заявляемого изобретения является способ переработки покрышек, подлежащих утилизации, методом деструкции, включающий, в частности, разрезание покрышек на каркасно-брекерно-протекторный браслет и две боковины с бортовыми кольцами, обкатку каркасно-брекерно-протекторного браслета для отделения армирующих материалов от резины, удаление из боковин бортовых проволочных колец, причем боковины, содержащие проволочные бортовые кольца, прокатывают между вращающимися навстречу друг другу с одинаковой или разными окружными скоростями цилиндрическими валками с гладкой или рифленой рабочей поверхностью до полного отделения металла от резинотканевого массива, при этом прокатку боковин, содержащих проволочные бортовые кольца, осуществляют на валковой машине при зазоре между валками, близком по величине к ширине бортового кольца, но большем или равном толщине боковины (патент RU237517 C1, B29B 17/00, 2009). Существенные признаки прототипа «обкатка слоистого материала покрышки между вращающимися валками» совпадают с существенными признаками предлагаемого изобретения.
В указанном техническом решении недостатки, присущие аналогам предлагаемого изобретения (см. патенты RU2005607 C1 и DE4208561 C1), в значительной степени устранены, поскольку каркасно-брекерно-протекторный браслет, отделенный предварительно от покрышки и разрезанный по меридиану, может загружаться в рабочую зону между вращающимися валками и захватываться ими при зазоре меньшем, чем толщина каркасно-брекерно-протекторного браслета, а неразрезанный по меридиану каркасно-брекерно-протекторный браслет может загружаться в машину при зазоре, лишь немного превышающем толщину стенки браслета, что на порядок меньше величины зазора, необходимого для установки на прокатывающую валковую машину целиковой (неразрезанной) покрышки.
Например, толщина изношенного каркасно-брекерно-протекторного браслета (КБПБ) легковой покрышки размера 175/70R13 составляет менее 15 мм, т.е. при полном износе рисунка протектора толщина КБПБ составляет примерно 9-11 мм, в то время как высота профиля неразрезанной покрышки, а следовательно и требуемый для ее загрузки в прокатывающую машину зазор между валками, должен составлять величину, несколько превышающую высоту профиля, т.е. больше 127 мм. Соответственно для больших типоразмеров покрышек, например грузовых, величина зазора будет еще больше.
Недостатком прототипа является необходимость предварительно разрезать КБПБ по меридиану и затем многократно загружать разрезанный КБПБ в зазор между валками, т.е. каждый раз после полного прохождения КБПБ (или его части) через зазор между валками, что затрудняет обслуживание прокатывающей машины.
Другим недостатком прототипа является невозможность непрерывной прокатки разрезанного КБПБ одновременно в двух или нескольких зазорах между валками, что соответственно снижает возможности интенсификации процесса отделения металлической арматуры от резинового или резинотекстильного массива перерабатываемого КБПБ.
Задачей, на решение которой направлено заявляемое изобретение, является повышение интенсивности и эффективности процесса прокатки КБПБ с помощью валковой машины, увеличение его производительности, снижение износа рабочих поверхностей валков машины, повышение ее ремонтопригодности за счет увеличения числа рабочих валков, и, соответственно, числа рабочих зазоров между валками, оснащения всех или некоторых валков легкосъемными стальными втулками с различными рабочими поверхностями, в том числе снабженными зубьями различного профиля.
Для достижения поставленной задачи в способе переработки изношенных покрышек, подлежащих утилизации, методом деструкции, включающем разрезание покрышки на несколько составных частей (КБПБ и две боковины вместе с бортовыми кольцами), удаление из боковин проволочных бортовых колец, разрезание КБПБ по меридиану, разворачивание его в ленту и обработку на валковой машине до возможно полного отделения металла от резинотканевых слоев, обкатку КБПБ осуществляют с помощью двух, трех или четырех валков без разрезания его по меридиану, для чего используют валковую машину с одним или двумя неподвижными консольно установленными валками и двумя подвижными валками, причем разные валки могут быть либо с гладкой, либо с шероховатой, либо с зубчатой рабочей поверхностью.
Способ переработки покрышек, подлежащих утилизации, методом деструкции осуществляется следующим способом. Покрышку с текстильным каркасом, подлежащую утилизации, разрезают на три кольцеобразные части (КБПБ и две боковины с бортовыми кольцами), либо на пять частей (КБПБ, две боковины без бортовых частей и две бортовые части) любым известным способом, например с помощью кольцевых цилиндрических ножей и опорного ролика с кольцевыми выемками, затем КБПБ, имеющий кольцевую форму, направляют на валковую машину, снабженную одним или двумя консольными валками, для непрерывной прокатки до его разрушения и отслоения от металлокорда большей части резинотекстильного массива, разделение полученной крошкообразной резинокордной массы и металлокорда с остатками на нем резины и текстиля на два потока, которые направляют на дальнейшую раздельную переработку до получения мелкодисперсного резинотекстильного порошка и чистого металла любыми известными способами.
При этом перед загрузкой КБПБ в машину между валками устанавливают начальные зазоры лишь немного большие, нежели наибольшая толщина КБПБ, после чего подвижные валки сближают с консольным валком и прижимают их с усилием, достаточным для образования зазора между рабочими поверхностями соседних валков, близкого по величине к суммарной толщине металлокордных слоев КБПБ, и последующей интенсивной обкатки КБПБ и отслоения от него резинотекстильного массива.
Новым в предлагаемом изобретении является то, что вместо трудо- и энергоемкого процесса разрезания КБПБ по меридиану и многократной загрузки его (после развертывания в ленту) в рабочий зазор между валками производится загрузка кольцеобразного (неразрезанного) КБПБ в машину путем надевания его либо на один крайний, либо на один средний, либо на два средних консольных валка, оси вращения которых расположены в одной и той же плоскости, что и оси вращения остальных прижимаемых (подвижных) валков, благодаря чему КБПБ зажимается либо в одном, либо сразу в двух зазорах и при этом сжимается в направлении радиусов валков и расширяется в направлении осей их вращения и при непрерывной прокатке разрушается с отслоением резинотекстильной массы от металлокорда.
Многочисленные эксперименты по обкатке КБПБ позволили установить, что разрушение и отслоение разных наружных резиновых слоев КБПБ происходит по-разному в зависимости от свойств резины слоя и от характера рабочей поверхности валков, непосредственно соприкасающейся с КБПБ. Так жесткая резина беговой дорожки протектора в зазоре между гладким и зубчатым валком начинает быстрее растрескиваться, т.е. образовывать поперечные (меридиональные) трещины и отслаиваться от металлокордных слоев в том случае, если зубцы валка при прокатке непосредственно соприкасаются с беговой дорожкой КБПБ. При этом более эластичная резина гермослоя начинает растрескиваться значительно позднее, нежели резина беговой дорожки протектора, что необходимо учитывать при осуществлении процесса обработки КБПБ и при выборе характера рабочих поверхностей валков, образующих рабочий (прессующий) зазор.
Кроме того, экспериментально установлено, что интенсивность отслоения наружных резиновых слоев беговой части протектора и гермослоя увеличивается, если ленту разрезанного по меридиану КБПБ при загрузке в зазор между двумя валками направлять попеременно то одной, то другой стороной по отношению к рабочей поверхности зубчатого валка. Благодаря этому следы от вдавливания зубьев в резиновые слои КБПБ перекрещиваются, образуя подобие сетки, при этом деструктивное (разрушающее) воздействие зубьев на отслаиваемые резиновые слои увеличивается. Установленные факты позволяют правильно организовать процесс обработки КБПБ на двух-, трех- или четырехвалковой машине:
- при использовании двухвалковой машины целесообразно устанавливать на один валок втулку с гладкой или мелкосетчатой (рифленой) поверхностью, на другой валок - втулку, снабженную на наружной поверхности винтообразно расположенными зубьями, а КБПБ в зазор между валками загружать либо в неразрезанном по меридиану состоянии, либо в виде ленты, полученной после его разрезания по меридиану, и при этом направлять ленту то одной стороной, то другой стороной по отношению поверхности зубчатого валка;
- при использовании трехвалковой машины целесообразно средний, неподвижный, валок, на который надевается кольцеобразный (неразрезанный) КБПБ, выполнить консольным и снабдить его сменной износостойкой втулкой с гладкой, либо мелкосетчатой (рифленой) поверхностью, а крайние (подвижные) валки - сменными износостойкими зубчатыми втулками, причем зубья на крайних втулках имеют противоположное винтообразное направление, что обеспечивает при обработке КБПБ перекрещивание следов от вдавливания зубьев в резиновые слои КБПБ и интенсивное их отслоение от металлокорда. Данный вариант исполнения валковой машины позволяет загружать в нее кольцеобразные КБПБ либо в естественном (после отрезания от покрышки), либо в вывернутом наизнанку положении, что дает возможность оптимизировать процесс обработки КБПБ;
- при использовании четырехвалковой машины целесообразно два средних неподвижных валка выполнить консольными и снабдить их сменными износостойкими втулками с гладкой, либо мелкосетчатой (рифленой) поверхностью, а крайние (подвижные) валки - сменными износостойкими зубчатыми втулками, причем зубья на втулках крайних (подвижных) валков должны иметь противоположные винтообразные направления (одна с левой нарезкой зубьев, другая - с правой). Данный вариант исполнения валковой машины также позволяет загружать в нее КБПБ как в естественном, так и в вывернутом наизнанку положении.
Конкретными примерами реализации заявленного изобретения могут служить способы и устройства переработки покрышек с текстильным каркасом и металлокордным брекером путем разрезания покрышки на пять частей (каркасно-брекерно-протекторный браслет, две боковины без бортовых частей и две бортовые части с проволочными бортовыми кольцами) и последующей прокатки БКПБ и бортовых частей между вращающимися валками до максимально возможного отделения металла от резинотекстильного материала.
Предлагаемое изобретение подробно поясняется соответствующими принципиальными схемами устройств, осуществляющих процессы прокатки КБПБ и боковых частей на валковых машинных с различным количеством прокатывающих валков и с различным сочетанием их рабочих поверхностей, образующих рабочий (прессующий) зазор.
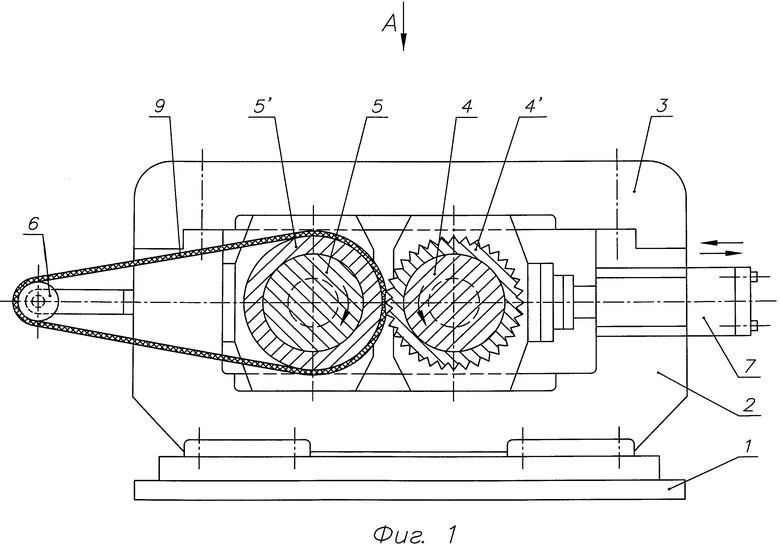
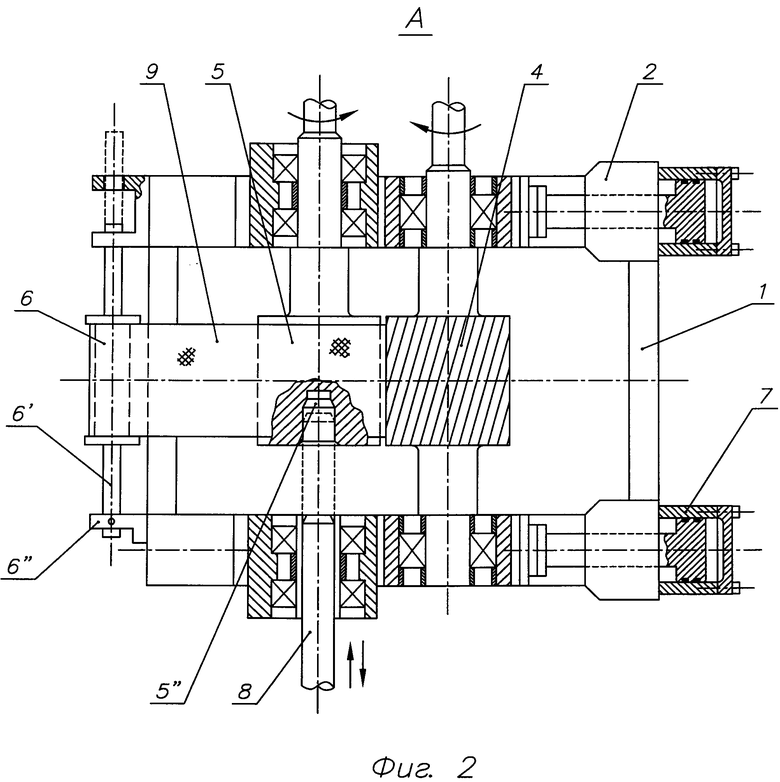
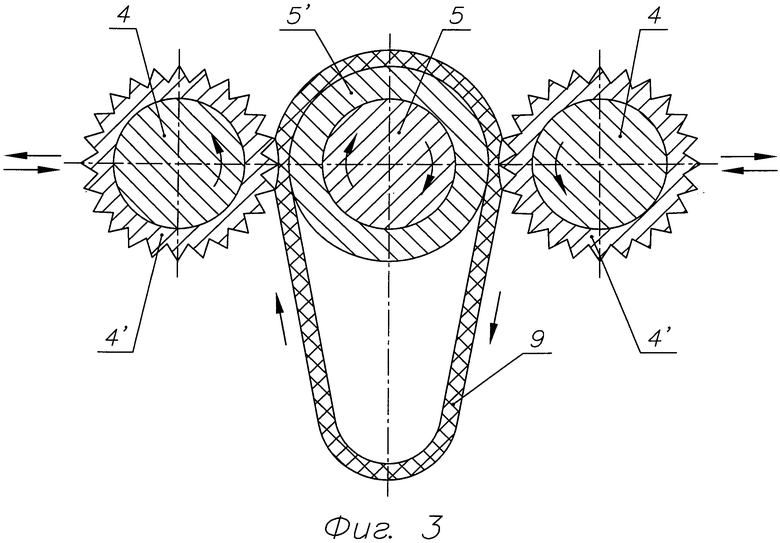
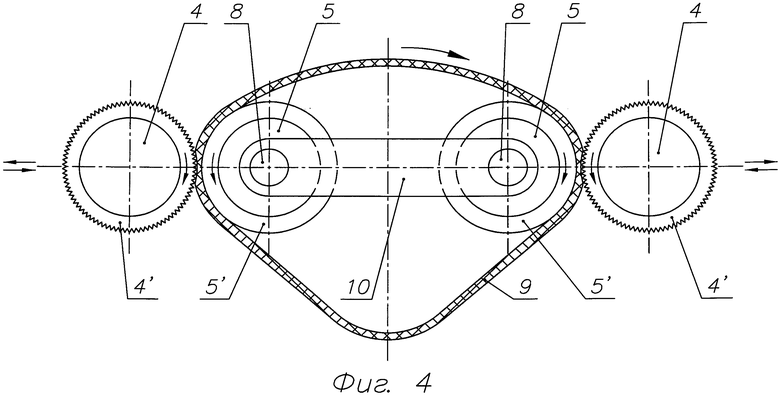
На фиг.1 изображено предлагаемое устройство для обработки КБПБ и бортовых частей между двумя валками, общий вид с разрезом поперек валков; фиг.2 - вид сверху на фиг.1; фиг.3 - схема обработки КБПБ на трехвалковой машине; фиг.4 - схема обработки КБПБ на четырехвалковой машине.
Устройство (фиг.1, 2) содержит плиту 1, две станины 2, две траверсы 3;
подвижный валок 4, со сменной втулкой 4'; неподвижный консольный валок 5 со сменной втулкой 5' с гладкой или рифленой рабочей поверхностью; обводной ролик 6; два гидравлических цилиндра 7; подвижный шпиндель 8. Валки 4 и 5 могут вращаться (их привод условно не показан) навстречу друг другу с одинаковыми или разными скоростями. Валок 4 установлен в подшипниках качения и с возможностью перемещаться относительно станин 2 с помощью гидроцилиндров 7. Валок 5 в момент обкатки может соединяться со шпинделем 8 с целью придания большой жесткости установке валка и равномерной передачи распорного усилия на обе подшипниковые опоры.
Устройство на фиг.3 содержит два крайних подвижных валка 4 и один консольный неподвижный валок 5. Валки 4 снабжены сменными износостойкими зубчатыми втулками 4', зубья которых имеют противоположное винтообразное направление, а валок 5 - сменной износостойкой втулкой 5' с гладкой или мелкосетчатой (рифленой) наружной поверхностью.
Устройство на фиг.4 содержит два крайних подвижных валка 4 и два средних неподвижных консольных валка 5. Валки 4 снабжены сменными износостойкими зубчатыми втулками 4', зубья которых имеют противоположное винтообразное направление, а валки 5 - сменными износостойкими втулками 5' с гладкой или мелкосетчатой (рифленой) наружной поверхностью. В торцах консольных неподвижных валков 5 предусмотрены углубления для соединения их со шпинделями 8, подобно тому, как это показано на фиг.2, для увеличения жесткости установок этих валков в момент обкатки КБПБ. С этой же целью свободные концы валков 5 соединены между собой через подшипники качения (не показаны) стяжкой 10.
Устройство (см. фиг.1 и 2) работает следующим образом. В момент, когда валок 4 отведен от неподвижного консольного валка 5, а штанга 6' выдвинута из обводного ролика 6, каркасно-брекерно-протекторный браслет 9 надевается на валок 5 и обводной ролик 6, после чего штанга 6' вдвигается в обводной ролик 6 и в опору 6" и фиксируется, а шпиндель 8 вдвигается в расточку 5" валка 5. Далее валок 4 прижимается с помощью гидроцилиндров 7 к валку 5 и включается привод вращения валков 4 и 5. КБПБ 9 непрерывно обкатывается валками 4 и 5 до тех пор, пока он сохраняет кольцеобразную форму. За это время большая часть резинотекстильной массы отслаивается от металлокорда. После разрушения кольца КБПБ металлокорд с остатками резины на нем либо прокатывается между валками 4 и 5 в периодическом режиме, либо направляется на дальнейшую переработку на специальном оборудовании.
Устройство (фиг.1 и 2) может также эффективно использоваться для обработки КБПБ после его разрезания по меридиану и развертывания в ленту. В этом случае шпиндель 8 постоянно вдвинут в расточку 5" валка 5, а валок 4 придвинут к валку 5 таким образом, что минимальный зазор между валками 4 и 5 будет меньше толщины ленты КБПБ. При вращающихся валках 4 и 5 лента КБПБ затягивается в зазор между валками и прокатывается, причем для интенсификации процесса отслоения резинотекстильных слоев от металлокорда ленту КБПБ целесообразно направлять в зазор поочередно то одной, то другой стороной по направлению к зубьям зубчатого валка 4.
Устройство, представленное на фиг.3, работает следующим образом. В момент, когда валки 4 не вращаются и отодвинуты от консольного валка 5, КБПБ надевается на невращающийся валок 5, после чего шпиндель (не показан) вдвигается в расточку, а валки 4 прижимаются к валку 5 с необходимым усилием. Далее включается привод вращения валков 4 и 5 и производится обработка КБПБ в непрерывном режиме до тех пор, пока КБПБ сохраняет кольцеобразную форму. При этом большая часть резинотекстильного массива отслаивается от металлокорда, а металлокорд с остатками резины на нем направляется на специализированное оборудование для дальнейшей очистки от резины.
Устройство, представленное на фиг.4, работает аналогично вышеописанному, однако его целесообразно использовать для обработки КБПБ больших размеров. После отделения большей части резинотекстильного массива от металлокорда и разрыва кольца КБПБ металлокорд с остатками на нем резины может либо перерабатываться далее путем прокатки, например между правыми валками 4 и 5, либо направляться на переработку на специализированном оборудовании.
Предварительное разрезание изношенной покрышки на пять кольцеобразных частей: каркасно-брекерно-протекторный браслет, две боковины без бортовых частей и две бортовые части с проволочными бортовыми кольцами и исполнение валковой машины с одним или двумя неподвижными консольными валками и одним или двумя подвижными валками позволяет обкатывать КБПБ или бортовые части с проволочными бортовыми кольцами в непрерывном режиме вплоть до разрушения кольцеобразных частей покрышки и отделения металлической арматуры от резины и текстиля.
Применение износостойких сменных втулок из высококачественных сталей для валков прокатывающей машины позволяет экономить дорогостоящие материалы для их изготовления, повысить срок службы валков и ремонтопригодность всей машины.
Применение в валковой прокатывающей машине трех или четырех валков обеспечивает наличие в ней двух рабочих зазоров, в которых прокатываемый слоистый материал непрерывно деформируется и более интенсивно расслаивается, а применение двух зубчатых втулок, зубья которых имеют винтообразное и противоположно направленное расположение на рабочих поверхностях валков интенсифицирует деформирование прокатываемого материала за счет перекрещивания следов от вдавливания зубьев в наружные слои КБПБ.
Предварительное отделение кольцеобразных КБПБ от изношенной покрышки позволяет существенно уменьшить требуемую величину начального зазора между валками прокатывающей машины, уменьшить необходимое перемещение подвижных валков и габариты всей машины.
Кольцеобразная и тонкостенная форма отрезанного КБПБ позволяет сравнительно легко выворачивать его наизнанку и по-разному загружать в прокатывающую машину, что позволяет эффективно воздействовать зубьями валка на отслаиваемый материал.
Использование заявленного изобретения обеспечит возможность создания менее громоздкого и менее энергоемкого, но более эффективного оборудования для отделения металлокордной арматуры от резинотекстильного массива изношенных шин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ПОКРЫШЕК, ПОДЛЕЖАЩИХ УТИЛИЗАЦИИ | 2008 |
|
RU2375177C1 |
| СПОСОБ РАЗРЕЗАНИЯ ПОКРЫШЕК | 2011 |
|
RU2473422C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПОКРЫШЕК, ПОДЛЕЖАЩИХ УТИЛИЗАЦИИ | 2001 |
|
RU2188125C1 |
| Установка для изготовления покрышек пневматических шин | 1990 |
|
SU1766702A1 |
| СПОСОБ РАЗРЕЗАНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ И ТОРООБРАЗНОЙ ФОРМЫ | 2008 |
|
RU2384405C1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ПОКРЫШКИ | 2006 |
|
RU2318662C1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ПОКРЫШКИ | 2007 |
|
RU2340448C1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ПОКРЫШКИ | 2006 |
|
RU2314913C1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ПОКРЫШКИ | 2006 |
|
RU2314914C1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ПОКРЫШКИ | 2007 |
|
RU2340449C1 |
Изобретение относится к способу и устройству для переработки покрышек. Согласно способу, покрышку предварительно разрезают на пять кольцеобразных частей, а именно каркасно-брекерно-протекторный браслет, две резинотекстильные боковины без бортовых частей и две бортовые части, содержащие бортовые проволочные кольца. Боковины, не содержащие металлической арматуры, направляют на переработку в отдельном потоке резинотекстильной массы, не содержащей металлокорда, а каркасно-брекерно-протекторный браслет и бортовые части без боковин раздельно прокатывают в непрерывном режиме между валками, наружные поверхности которых образованы сменными износостойкими гладкими, рифлеными или зубчатыми цилиндрическими втулками, вплоть до максимально возможного отделения металла от резинотканевого массива. Изобретение обеспечивает снижение габаритов оборудования и энергозатрат, а также позволяет повысить качество переработки покрышек. 2 н. и 4 з.п. ф-лы, 4 ил.
1. Способ переработки покрышек, подлежащих утилизации методом деструкции, включающий разрезание покрышки на кольцеобразные каркасно-брекерно-протекторный браслет и две боковины с бортовыми кольцами, обкатку каркасно-брекерно-протекторного браслета для отделения армирующих материалов от резины, удаление из боковин бортовых проволочных колец путем прокатки боковин вместе с бортовыми кольцами между вращающимися навстречу друг другу с одинаковыми или разными окружными скоростями цилиндрическими валками с гладкой или рифленой рабочей поверхностью при зазоре между валками близком по величине к ширине бортового кольца, но большем или равном толщине боковины, отличающийся тем, что покрышку предварительно разрезают на пять кольцеобразных частей, а именно каркасно-брекерно-протекторный браслет, две резинотекстильные боковины без бортовых частей и две бортовые части, содержащие бортовые проволочные кольца, после чего боковины, не содержащие металлической арматуры, направляют на переработку в отдельном потоке резинотекстильной массы, не содержащей металлокорда, а каркасно-брекерно-протекторный браслет и бортовые части без боковин раздельно прокатывают в непрерывном режиме между валками, наружные поверхности которых образованы сменными износостойкими гладкими, рифлеными или зубчатыми цилиндрическими втулками, вплоть до максимально возможного отделения металла от резинотканевого массива.
2. Способ по п.1, отличающийся тем, что отделение резинотекстильного массива от проволочного бортового кольца осуществляют либо путем одновременного сжатия и прокатки группы бортовых частей покрышек, либо по отдельности каждой части, загружаемых на консольный валок прокатывающей машины.
3. Устройство для осуществления способа по п.1, содержащее один или два неподвижных консольных валка и один или два подвижных валка, отличающееся тем, что консольные валки снабжены сменными износостойкими гладкими или мелкосетчатыми рифлеными, а подвижные - зубчатыми втулками.
4. Устройство по п.3, отличающееся тем, что консольные валки со стороны свободного торца снабжены цилиндрическими расточками для соединения консольных валков с выдвижными опорными шпинделями, способными вращаться совместно с валками.
5. Устройство по п.4, отличающееся тем, что зубья сменных втулок подвижных валков расположены по противоположно направленным винтовым линиям с одинаковыми или различными шагами винтовой нарезки.
6. Устройство по п.4, отличающееся тем, что зубья сменных втулок крайних валков расположены по противоположно направленным винтовым линиям с одинаковыми или различными шагами винтовой нарезки.
| НОЖ ДЛЯ РАЗРЕЗАНИЯ ПОКРЫШКИ | 2005 |
|
RU2284909C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ МЕТАЛЛОКОРДА ОТ РЕЗИНЫ В ИЗНОШЕННЫХ ШИНАХ | 1992 |
|
RU2005607C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПОКРЫШЕК, ПОДЛЕЖАЩИХ УТИЛИЗАЦИИ | 2008 |
|
RU2375177C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПОКРЫШЕК, ПОДЛЕЖАЩИХ УТИЛИЗАЦИИ | 2001 |
|
RU2188125C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ОБРАБОТКИ СЫРЬЯ ИЗ ГЛИНИСТЫХ ГРУНТОВ ДЛЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2036014C1 |
| DE 4208561 C1, 27.01.1994. | |||

