Изобретение относится к способам переработки стеклопластиков и может быть применено в строительстве, машиностроении, судостроении и других отраслях народного хозяйства при изготовлении крупногабаритных криволинейных элементов, имеющих отбортованную кромку.
Известен способ изготовления изделий сложного профиля. Формование слоистой заготовки осуществляют в нем путем намотки ее на формообразующую оправку, состоящую из шарнирно соединенных звеньев, причем шарниры расположены в зонах изменения кривизны изделия. После намотки осуществляют деформирование оправки за счет изменения положения элементов при нагружении и изменение тем самым положения поверхностей заготовки относительно друг друга [1] Применение намотки с последующим изменением формы заготовки повышает производительность.
Однако при изменении положения зон заготовки относительно друг друга происходит деформирование заготовки на всю ее толщину, что при отсутствии сдвига между слоями не позволяет получить загиб без искривления или выпучивания волокон на вогнутой поверхности, особенно при большой толщине заготовки.
Наиболее близким к изобретению по технической сущности является способ изготовления выпуклых изделий из стеклопластика, включающий формирование заготовки на оправке из слоев стекловолокнистого наполнителя, пропитанного связующим с уплотнением и созданием очагов расслоения в зоне загиба кромки, загиб кромки, создание монолитного пакета и отверждение, отличающийся тем, что перед загибом кромки заготовку фиксируют по толщине путем прижима к оправке по границе участка загиба [2] По этому способу можно изготавливать изделия с большой толщиной стенки и имеющих отбортовку кромки.
Однако при этом усложняется технический процесс и снижается производительность, так как необходимо вводить ленты антиадгезионного материала, а после загиба вводить в полости отверждающуюся композицию. Кроме того, из-за отсутствия в этих полостях стекловолокнистого наполнителя снижаются физико-механические характеристики материала и при эксплуатации возможно расслоение по антиадгезионным прослойкам, что не обеспечивает качество изделия.
Известно также устройство для изготовления выпуклых изделий из стеклопластика с профилированной отогнутой кромкой, содержащее составную формообразующую оправку, образованную сопряженными между собой посредством шарниров формообразующими элементами, снабженными фиксаторами положения, и механизм прессования [3] Данное устройство позволяет изготавливать изделия сложной формы, сечение которых имеет отгибы, высокопроизводительным методом намотки, при этом сохраняется натяжение стекловолокнистого наполнителя на основной массе изделия и, как следствие, достигаются высокие физико-механические характеристики.
Однако места загиба являются ослабленными, так как происходит загиб всего монолитного пакета слоев, и из-за отсутствия сдвига между слоями при большой толщине стенки происходит искривление и выпучивание волокон стеклонаполнителя на вогнутой стороне загиба, что снижает качество изделия.
Задача изобретения повышение производительности и упрощение технического процесса за счет устранения операции введения антиадгезионных прослоек при сохранении способности кромки к расслоению, а также повышения качества изделий за счет повышения физико-механических свойств материала в зоне гиба.
Для повышения качества изделия в способе изготовления выпуклых изделий из стеклопластика, включающем формование на оправке заготовки из слоев стекловолокнистого наполнителя, пропитанного связующим, с уплотнением и созданием очагов расслоения в зоне загиба кромки, создание монолитного пакета и отверждение, согласно изобретения перед загибом кромки заготовку фиксируют по толщине путем прижима к оправке по границе участка загиба.
Устройство, содержащее составную формообразующую оправку, образованную сопряженными между собой посредством шарниров формообразующими элементами, снабженными фиксаторами положения, и механизм прессования, согласно изобретения снабжено прижимными элементами пакета, установленными на нем в зоне шарниров формообразующих элементов, расположенных по границе загиба кромки, при этом формообразующие элементы на участке загиба кромки выполнены вогнутыми.
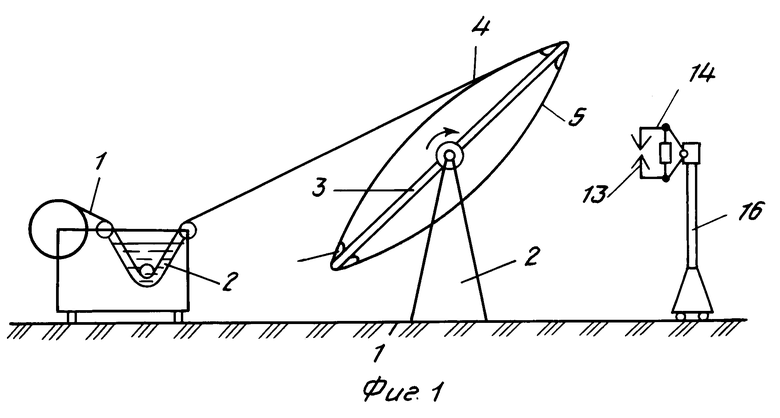
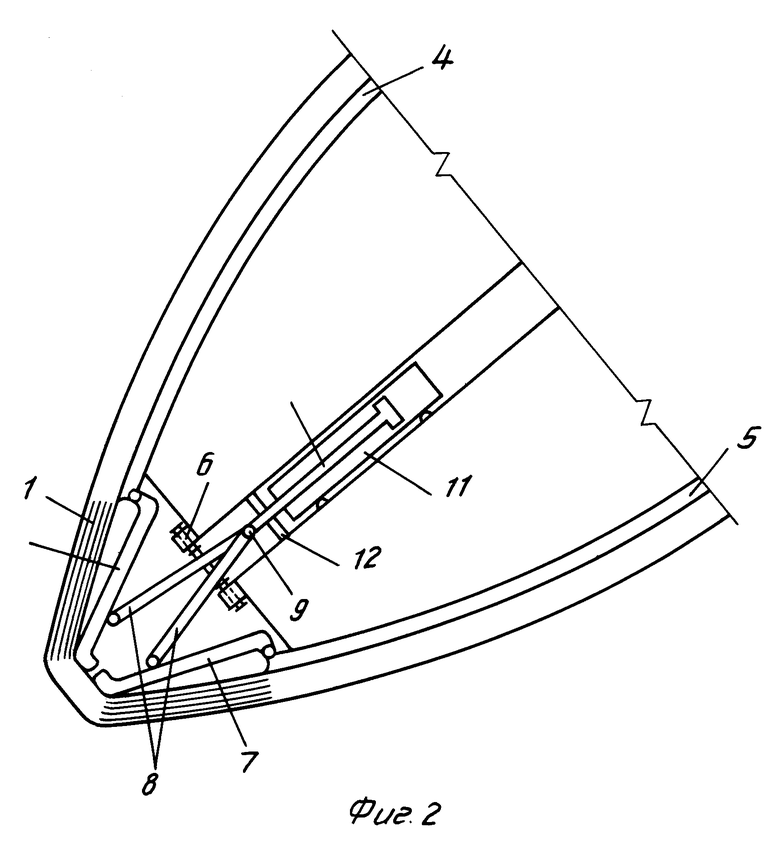
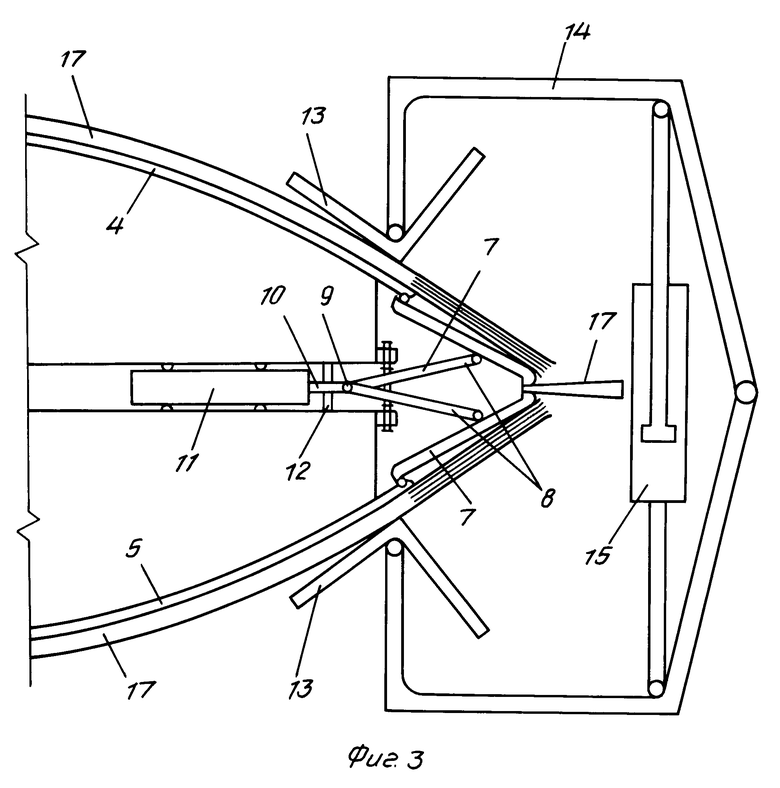
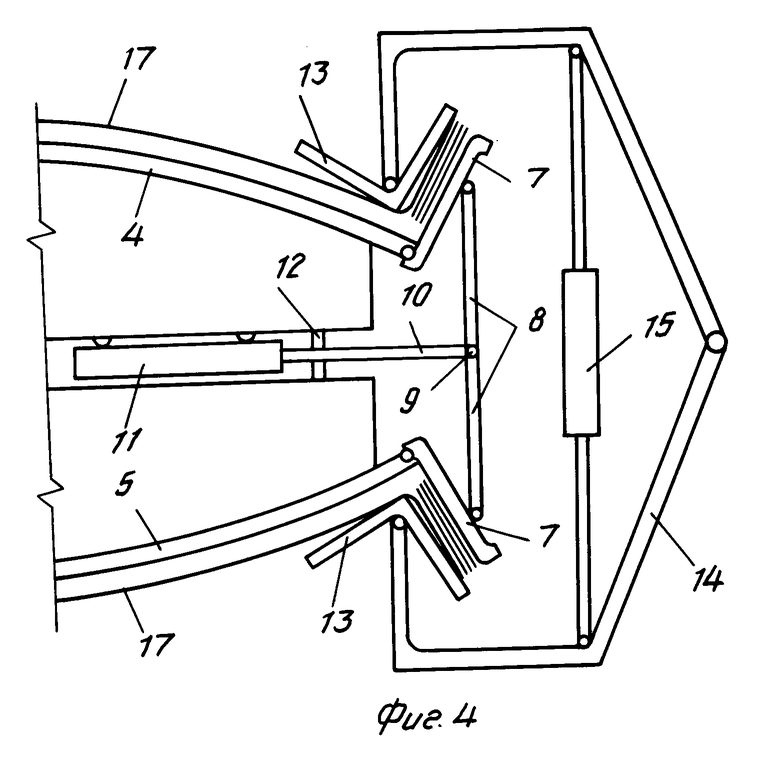
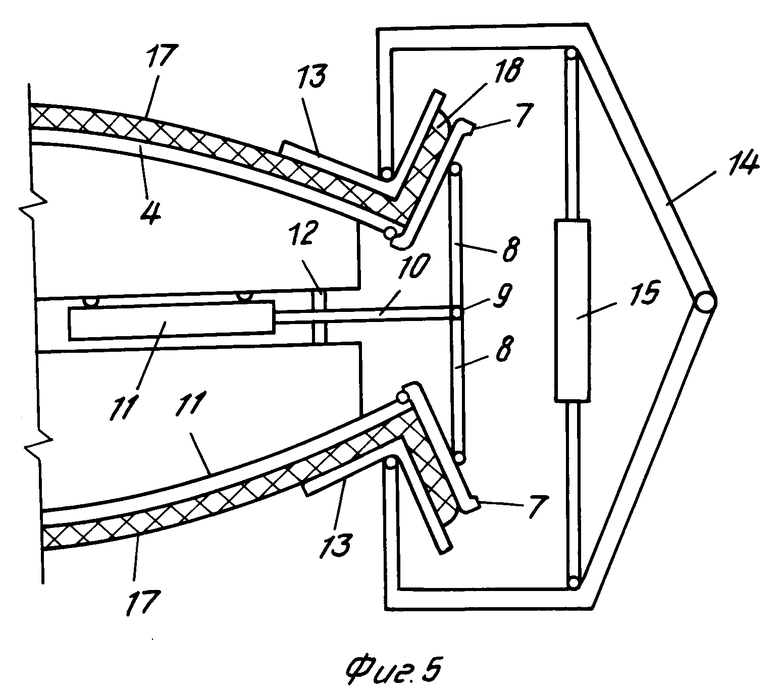
На фиг. 1 показано устройство для осуществления способа; на фиг. 2 деталь устройства в зоне стыка формообразующих элементов с наформованным на оправку слоем стеклопластика; на фиг. 3 то же, c прижимными элементами в момент разрезания заготовки; на фиг. 4 то же, в момент загиба кромки.
Устройство для осуществления способа изготовления выпуклых изделий из стеклопластика с профилированной вогнутой кромкой включает в себя опорное основание 1, на котором закреплены стойки 2 с приводом вращения (не показан). На стойках 2 установлена составная оправка 3, образованная выпуклыми формообразующими элементами 4 и 5, соединенными между собой посредством шпилек 6. На кромках выпуклых формообразующих элементов 4 и 5 шарнирно закреплены вогнутые, например Г-образные элементы 7. К элементам 7 шарнирно закреплены распорки 8, которые с другой стороны соединены общим шарниром 9 между собой и штоком 10 привода 11 механизма загиба кромки. Механизм загиба кромки снабжен фиксаторами 12 положений элементов 7. Прижимные элементы 13 шарнирно закреплены к скобе 14 механизма прессования, который имеет привод 15 и установлен на передвижном основании 16.
Способ изготовления выпуклых изделий с профилированной вогнутой кромкой осуществляется на устройстве, работающим следующим образом.
На стойки 2 намоточной машины устанавливают оправку 3, состоящую из выпуклых формообразующих элементов 4 и 5. Шарнирно закрепленные на кромках элементов 4 и 5 вогнутые элементы 7 приводом 11 устанавливают в сомкнутое положение, это положение закрепляют фиксаторами 12. Оправку 3 покрывают разделительным слоем, например целлофановой пленкой.
Рулон стекловолокнистого наполнителя, например стеклоткани, устанавливают в пропиточное устройство, в котором его пропускают через ванну со связующим, протягивают и закрепляют на оправке 3, например приклеивают. После этого включают привод намоточной машины (не показан) и ведут намотку стекловолокнистого наполнителя, пропитанного связующим.
В процессе намотки вследствие натяжения стеклонаполнителя происходит уплотнение его слоев на выпуклых формообразующих элементах 4 и 5, а на вогнутых элементах 7 слои стеклонаполнителя не прижимаются друг к другу и между ними из-за этого на участках вогнутых элементов 7 создаются очаги расслоения. После намотки заготовку вращают до окончания гелеобразования, но не доводя до отверждения. После этого вращение оправки 3 прекращают, скобу 14 механизма прессования надвигают с помощью передвижного основания 16 на зону стыка формообразующих элементов 4 и 5, элементами 13 с помощью привода 15 прижимают заготовку к элементам 4 и 5 возле вогнутых элементов 7. Затем заготовку разрезают, например, ножом 17, по линии смыкания элементов 7. При разрезании заготовки неуплотненные слои стеклонаполнителя расслаиваются от места реза до места прижима элементами 13. После этого отключают фиксатор 12, включают привод 11 механизма загиба кромки, шток 10 выдвигается, через распорки 8 размыкает и поворачивает элементы 7 в отогнутое положение, соответствующее профилю кромки 18. Такое положение элементов 7 закрепляют фиксатором 12. При повороте элементов 7 происходит загиб расслоенной кромки, при этом слои стеклонаполнителя гнутся по отдельности, проскальзывая друг относительно друга, что устраняет складки. После этого включают привод 15 механизма прессования, при этом скоба 14 нажимает на прижимные элементы 7, которые уплотняют слои загнутой кромки. Скоба 14 с прижатыми к кромке 18 элементами 13 остается на оправке 3 до отверждения изделия.
Аналогично производят загиб кромки 18 на противоположном стыке элементов 4 и 5, используя второй комплект скобы 14 с прижимными элементами 13. После отверждения получают готовые элементы, имеющие выпуклую поверхность и вогнутые кромки 18.
Данный способ упрощает технический процесс, повышает производительность, улучшает физико-механические характеристики материала в зоне отогнутой кромки и повышает качество изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОИСТАЯ ЦИЛИНДРИЧЕСКАЯ ОБОЛОЧКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1990 |
|
RU1751939C |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЦИЛИНДРА ИЛИ ПОЛЫХ ТЕЛ ИНОГО ВЫПУКЛОГО СЕЧЕНИЯ | 1995 |
|
RU2102236C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1990 |
|
RU1785163C |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1986 |
|
RU1459140C |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОРОТКИХ СТЕКЛОПЛАСТИКОВЫХ ОБОЛОЧЕК | 1988 |
|
SU1556008A3 |
| Устройство для изготовления трубы из профилированной ленты | 1990 |
|
SU1757901A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1985 |
|
SU1478553A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫША ПОДШИПНИКА СКОЛЬЖЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПУКЛЫХ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2022 |
|
RU2801839C1 |
| Устройство для изготовления труб | 1975 |
|
SU617276A1 |
| Способ нанесения слоистых теплозащитных композиционных материалов на крупногабаритные конструкции | 2022 |
|
RU2793800C1 |
Использование: в строительстве, машиностроении, судостроении, химической промышленности и других отраслях народного хозяйства. Существо изобретения: формирование заготовки изделия ведут на оправке из шарнирно состыкованных выпуклых формообразующих элементов, имеющих в зоне стыка вогнутые участки. При намотке стеклонаполнителя с натяжением на оправку в зоне вогнутых участков уплотнения слоев не происходит и создаются очаги расслоения. Затем заготовку прижимают к формообразующим элементам возле вогнутых участков и разрезают по месту их стыка, при этом неуплотненная кромка расслаивается. После этого производят загиб кромки наружу за счет поворота элементов и ее уплотнение. При загибе кромки слои изгибаются со сдвигом по отдельности, вследствие чего устраняется их выпучивание с вогнутой стороны и повышается качество изделия в этой зоне. 2 с. п. ф-лы, 5 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Авторское свидетельство СССР N 1307712, кл | |||
| Солесос | 1922 |
|
SU29A1 |
