Изобретение относится к переработке композиционных материалов методом намотки и может быть использовано в различных отраслях народного хозяйства при производстве криволинейных трубчатых изделий.
Цель изобретения - расширение технологических возможностей, упрощение конструкции устройства.
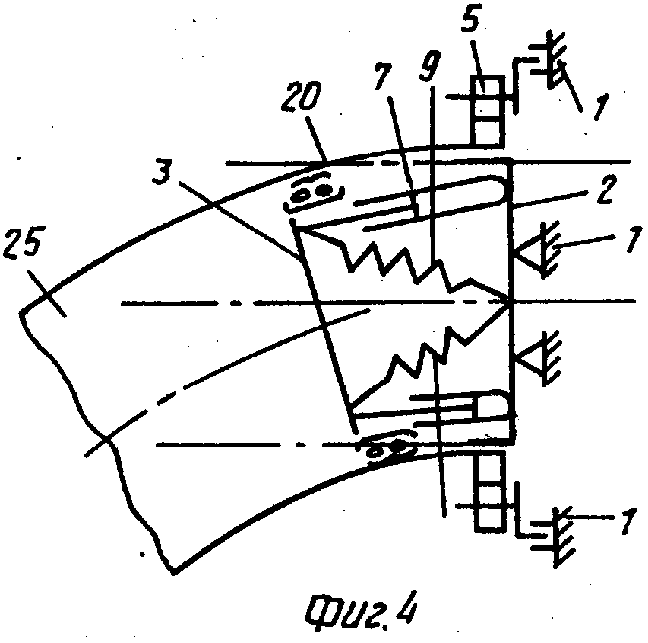
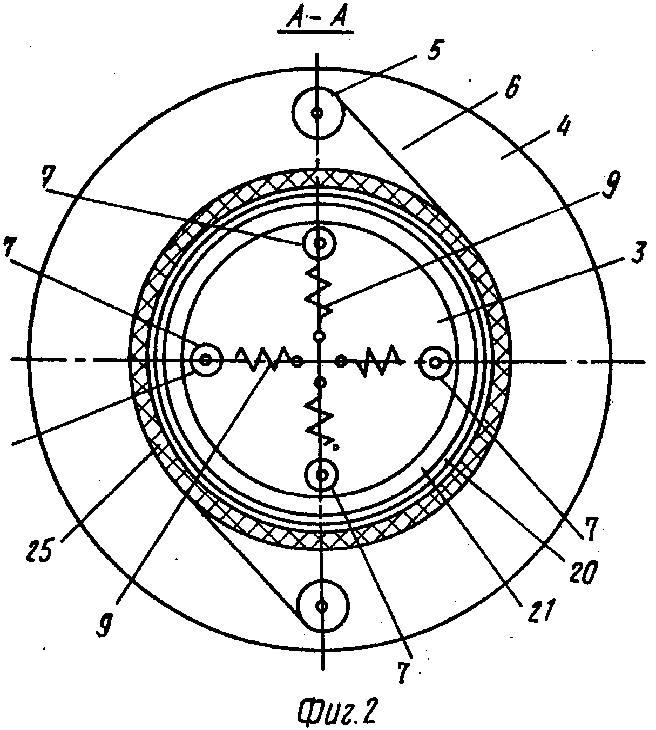
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - положение подвижной секции оправки при изготовлении прямолинейного участка трубы; на фиг. 4 - положение подвижной секции оправки при изготовлении криволинейного участка трубы.
Устройство содержит опорное основание 1, оправку в виде двух состыкованных неподвижной 2 и подвижной 3 секций, укладчик 4 стеклоленты с установленными на нем катушками 5 со стеклолентой окружного армирования и закрепленные на опорном основании 1 катушки 6 со стеклолентой продольного армирования, силовые цилиндры 7, закрепленные с помощью шаровых шарниров 8 соответственно на неподвижной и подвижной секциях 2 и 3, возвратные пружины 9, соединяющие подвижную 3 и неподвижную 2 секции оправки, расположенные с наклоном к оси оправки, блок 10 подачи рабочей среды и средство 11 для изменения хода поршней 12 силовых цилиндров 7, соединенное с магистралью 13. Блок 10 подачи рабочей среды состоит из цилиндра 14, поршень 15 которого поджат пружиной 16 и соединен со штоком 17, на котором установлен регулировочный винт 18, взаимодействующий с эксцентриком, вращающимся от привода (на фиг. не показан).
Подвижная секция 3 оправки содержит выдвижные упоры 20 из эластичного, например резинотекстильного материала с камерами 21, которые магистралью 22 связаны с магистралью 13 пульсирующего давления.
На выходе устройства расположены полимеризационная камера 23 и отрезное устройство 24.
Устройство работает следующим образом.
В начале намотки трубы секции 2 и 3 оправки сближены, укладчик 4 стеклоленты смещен на край подвижной секции 3 оправки. В намоточное устройство заправляют катушки 5, 6 с заранее пропитанными лентами. Продольные ленты укладывают по периметру оправки и включают привод намоточного механизма (на фиг. не показан), который вращает укладчик 4, и натяжением ленты окружного армирования уплотняют ленты продольного армирования. Затем катушки 5 укладчика 4 стеклоленты постепенно смещают в положение, показанное на фиг. 1, т. е. на неподвижную секцию 2 оправки, и продолжают намотку лент. После завершения формования трубы на неподвижной секции 2 включают привод вращения эксцентрика 19.
Эксцентрик 19 периодически нажимает на головку регулировочного винта 18, и в магистрали 13 создается пульсирующее давление рабочей среды.
Так как камеры 21 упоров 20 связаны магистралью 22 с магистралью 13, то при повышении давления упоры 20 на подвижной секции 3 оправки раздвигаются и наформованный участок трубы защемляется.
В дальнейшем от повышения давления в магистрали 13 рабочая среда через средство 11 и магистрали для изменения хода поршней силовых цилиндров 7 и магистрали 25 поступает в цилиндры 7, причем соотношение подачи ее в отдельные цилиндры 7 определяется положением управляющего средства 11. Вследствие этого получается разная подача штоков гидроцилиндров 7 и под действием пружин 9 происходит наклон подвижной секции 3 и протяжка по заданной кривой наформованного участка трубы. При отходе эксцентрика 19 от головки винта 18 давление в магистралях 13, 22, 25, гидроцилиндрах 7 и камерах 21 падает, упоры 20 освобождают протянутый участок трубы под действием возвратных пружин 9, секции 2 и 3 оправки сближаются. За это время на секции 2 наформовывается новый участок трубы и цикл протяжки повторяется.
На выходе отформованная труба проходит полимеризационную камеру 23, после чего отрезается на отрезки требуемой длины отрезным устройством 24.
Устройство позволяет расширить технологические возможности изготовления криволинейных труб различной номенклатуры, повысить их точность и сократить время на переналадку. (56) Авторское свидетельство СССР N 1392754, кл. B 29 C 53/70, 06.05.86.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1988 |
|
SU1587814A1 |
| Установка для непрерывного изготовления криволинейных труб из стеклопластика | 1984 |
|
SU1183389A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1986 |
|
SU1392754A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБ ИЗ СТЕКЛОПЛАСТИКА | 2001 |
|
RU2200661C2 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2003 |
|
RU2236350C1 |
| Устройство для изготовления армированныхСТЕКлОплАСТиКОВыХ издЕлий | 1979 |
|
SU793790A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2013 |
|
RU2542051C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2345889C1 |
| Намоточный станок для изготовления стеклопластиковых изделий | 1972 |
|
SU476189A1 |

Изобретение относится к оборудованию для переработки композиционных материалов методом намотки и может быть использовано в различных отраслях народного хозяйства при производстве криволинейных трубчатых изделий. Цель изобретения - расширение технологических возможностей и упрощение конструкции устройства. Для этого устройство содержит оправку, состоящую из неподвижной 2 и подвижной 3 секций, механизм перемещения подвижной секции 3, укладчик 4 стеклоленты, камеру 23 полимеризации, отрезной механизм 24. Механизм перемещения подвижной секции 3 выполнен в виде силовых цилиндров 7, шарнирно закрепленных на неподвижной 2 и подвижной 3 секциях, и возвратных пружин 9, закрепленных на секциях 2 и 3 под углом к оси оправки. С помощью блока 10 и управляющего средства 11 рабочая среда через магистрали 13, 22 и 25 подается соответственно в камеры 21 упоров 20 подвижной секции 3 и силовые цилиндры 7 для периодического защемления и протяжки наформованного на неподвижную секцию 2 оправки участка трубы. 4 ил.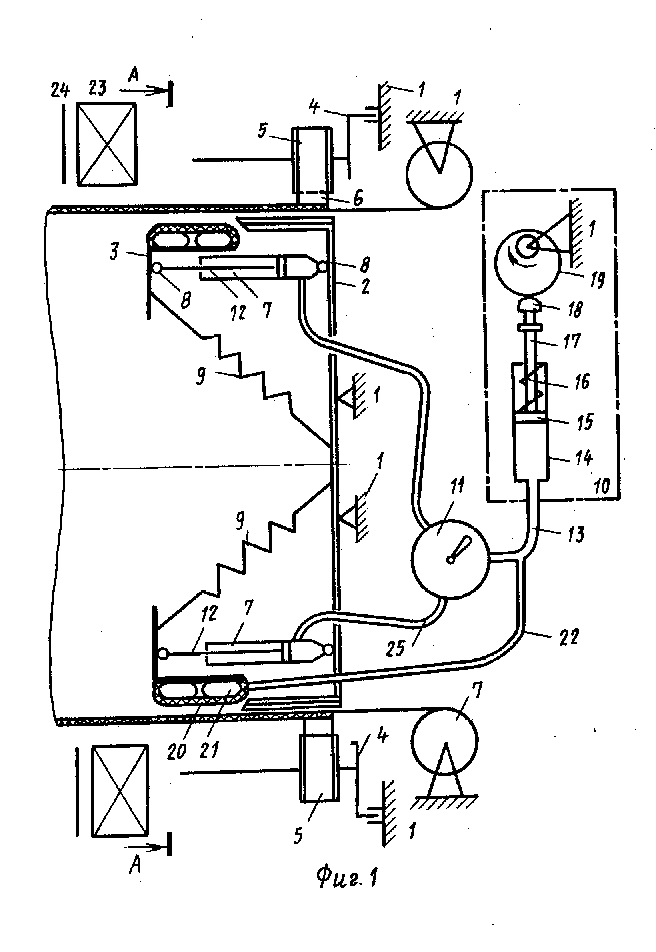
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, включающее опорное основание, оправку, состоящую из соединенных возвратными пружинами подвижной передней и задней секций, механизм перемещения подвижной секции, связанный с ее упором, укладчик стеклоленты, камеры полимеризации, отрезной механизм, блок управления подачей рабочей среды, отличающееся тем, что, с целью расширения технологических возможностей и упрощения конструкции, механизм перемещения подвижной секции выполнен в виде расположенных по ее периметру шарнирно закрепленных на неподвижной секции силовых цилиндров, штоки которых шарнирно соединены с подвижной секцией, возвратные пружины закреплены на неподвижной секции у оси оправки под углом к ней, а блок подачи рабочей среды снабжен средством ее пульсации для изменения хода поршней силовых цилиндров.
