Изобретение относится к предметам личного пользования, в частности к коробкам, шкатулкам, ларцам и т.п.
Наиболее близким является способ изготовления шкатулок из папье-маше палехскими мастерами [1] заключающийся в том, что картон раскраивают на полосы, полосы картона смазывают мучным клейстером, навертывают в зависимости от формы изделия на круглые или прямоугольные формы, обжимают, промасливают подогретым льняным маслом, просушивают, придают определенную форму изделию, стальным шпателем наносят шпатлевку, приготовленную из глины и масла и пропущенную через краскотерку, затем шпатлевку на изделии затирают пемзой, излишки которой смахивают гусиным пером, внешнюю сторону покрывают черным лаком, внутреннюю красным, затем снаружи и изнутри покрывают светлым масляным лаком, потом производят роспись изделия.
Сущность изобретения заключается в следующем.
При изготовлении круглых шкатулок из текстолита или гетинакса лист или полосу из текстолита (гетинакса) раскраивают на заготовки посредством фрезерной обработки, для придания круглой формы изделию производят токарную обработку заготовки, осуществляют доводку до чистовой поверхности или наждачной бумагой, или напильником, или посредством абразивной обработки, покрывают из пульверизатора эмалью ФЛ-2109 для пола или автоэмалью "Садолин 012", просушивают изделие, покрытое эмалью, согласно инструкции по эксплуатации эмали, т.е. тепловой режим задается в инструкции. Практически просушка осуществляется либо при обычной температуре в течение 2 ч, либо, если нужно сократить срок, при более высоких температурах. Интервал температур 20-70оС.
Осуществляют из пульверизатора закрепление цвета, т.е. покрывают изделие бесцветным лаком, например бесцветным паркетным лаком, затем изделие расписывают.
При изготовлении прямоугольных шкатулок посредством фрезерной обработки лист или полосу из текстолита (гетинакса) раскраивают на заготовки. Для придания прямоугольной формы изделию производят фрезерную обработку заготовки, осуществляют доводку до чистовой поверхности или наждачной бумагой, или напильником, или абразивной обработкой, покрывают из пульверизатора эмалью или автоэмалью, просушивают либо при обычной температуре в течение 2 ч, либо при более высоких температурах и более коротком сроке, осуществляют из пульверизатора закрепление цвета бесцветным лаком, расписывают изделие.
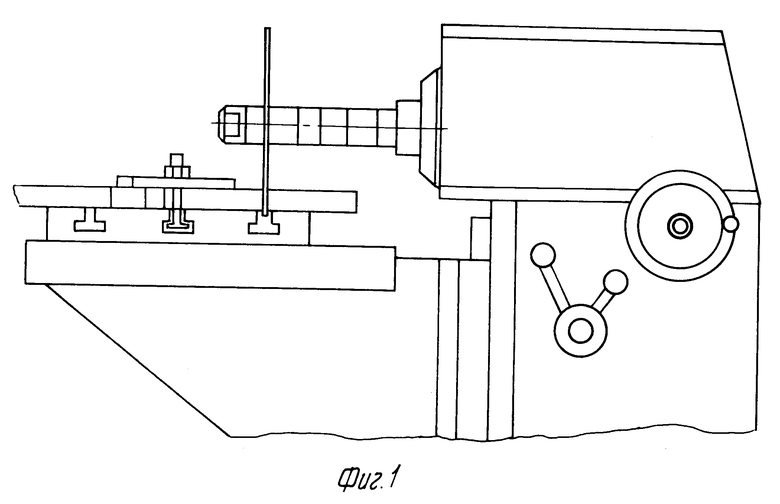
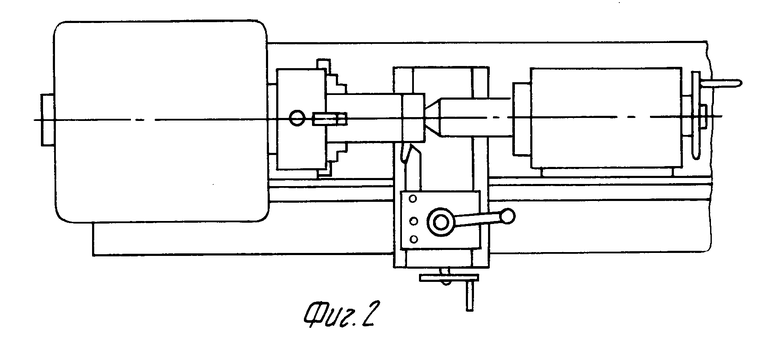
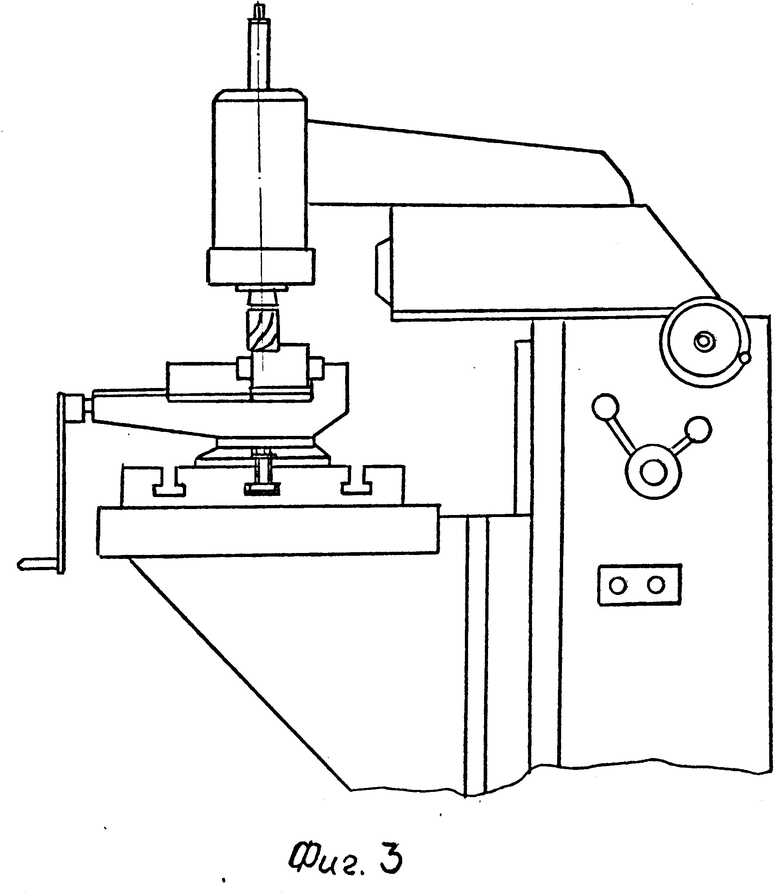
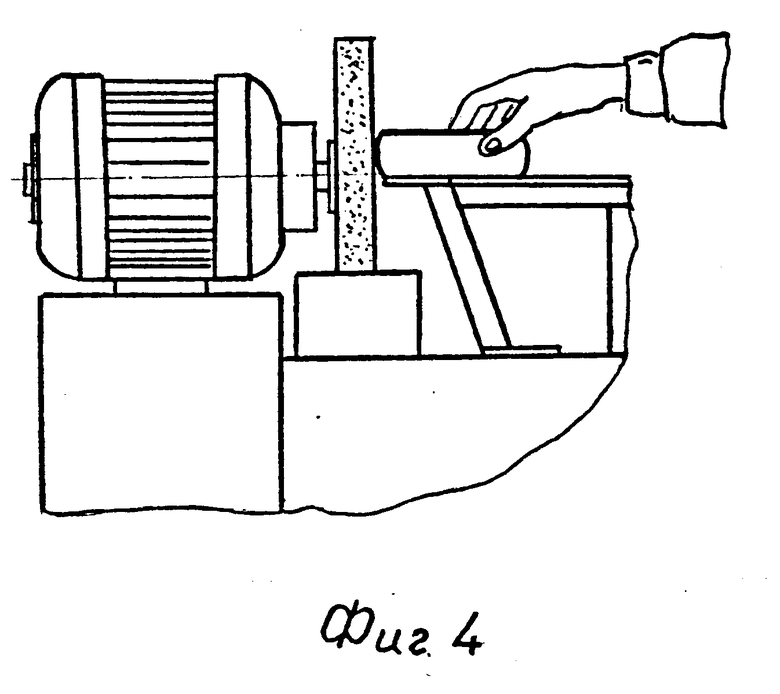
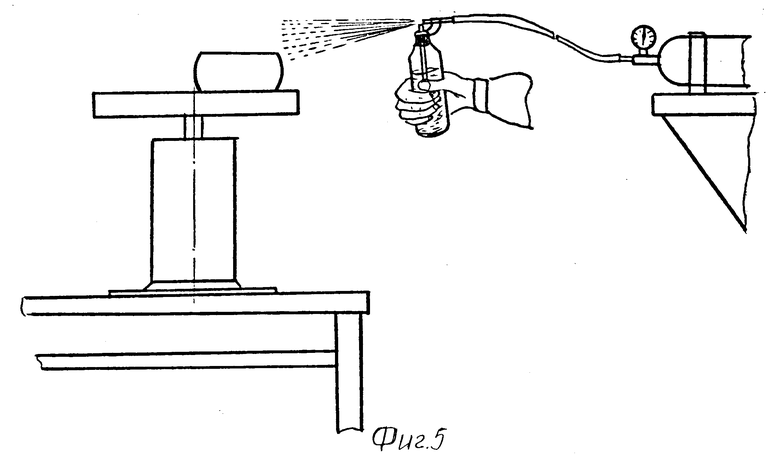
На фиг. 1 представлена первая операция: раскрой листа или полосы посредством фрезерной обработки; на фиг. 2 токарная обработка для придания круглой формы заготовке; на фиг. 3 фрезерная обработка для придания прямоугольной формы заготовке; на фиг. 4 абразивная обработка для получения чистовой поверхности; на фиг. 5 покрытие из пульверизатора.
Способ изготовления изделий заключается в следующем.
Первая операция при создании шкатулки (фиг.1) раскрой листа (полосы) текстолита или гетинакса на заготовки посредством фрезерной обработки.
Вторая операция (фиг.2 и 3) придание определенной формы изделию. Для того, чтобы получить изделие круглой формы, применяют токарную обработку заготовки (фиг.2), а для того, чтобы получить изделие прямоугольной формы, применяют фрезерную обработку заготовки (фиг.3).
Третья операция доводка заготовки до чистовой поверхности посредством либо наждачной бумаги, либо напильника, либо абразивной обработки (фиг.4). Четвертая операция покрытие эмалью или автоэмалью из пульверизатора (фиг.5).
Пятая операция просушка либо при обычной температуре согласно требованиям, предъявляемым к эмалям или автоэмалям, либо в тепловом режиме до 70оС, чтобы убыстрить процесс просушки.
Шестая операция закрепление цвета бесцветным лаком (фиг.5), т.е. покрытие изделия, окрашенного эмалью (автоэмалью) и просушенного, бесцветным лаком из пульверизатора.
Седьмая операция роспись изделия.
Для нарезки заготовок можно, например, использовать станок универсальный фрезерный 6Е75В, инструмент фреза отрезная дисковая, приспособление тиски станочные.
Токарную обработку заготовки для придания круглой формы изделию можно осуществлять, например, на станке токарно- винторезном 16К20, инструмент резец проходной отогнутый, приспособление трехкулачковый самоцентрирующий патрон.
Фрезерную обработку заготовки для придания прямоугольной формы изделию можно осуществлять, например, на том же станке, на котором осуществляют нарезку заготовок, т.е. на универсальном фрезерном станке 6Е75В.
В качестве абразивного материала можно использовать либо напильник, либо наждачную бумагу, либо абразивный круг.
Для покрытия изделия эмалью можно использовать эмаль ФЛ-2109 для пола. Производственное объединение "Лакокраска", г. Ярославль, ТУ 6-10-1553-85, автоэмаль "Садолин 012", Вантаа, Финляндия.
Операция просушки осуществляется согласно требованиям, предъявляемым к эмалям, т. е. в течение того срока, который указан в инструкции по применению.
В качестве бесцветного лака для закрепления цвета можно использовать, например, "Лак для паркета бесцветный" (ТУ 6-15-50-85 ПО "Новомосковскбытхим").
Покрытие лаком из пульверизатора можно осуществлять либо вручную, либо автоматически.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПАПЬЕ-МАШЕ | 1997 |
|
RU2132781C1 |
| СПОСОБ ДЕКОРИРОВАНИЯ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 2001 |
|
RU2201874C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЗАИЧНЫХ ИЗОБРАЖЕНИЙ (ВАРИАНТЫ) | 2016 |
|
RU2619409C1 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| Способ изготовления притира | 1980 |
|
SU944894A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2063327C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПЕРЕДАЮЩЕГО УЗЛА ДИФФЕРЕНЦИАЛЬНОГО ПРЕОБРАЗОВАТЕЛЯ СКОРОСТИ "РЕДУКТОР - ПОДШИПНИК" | 2005 |
|
RU2287417C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ИЗДЕЛИЙ ИЗ ДЕРЕВА | 2005 |
|
RU2292260C1 |
| СПОСОБ ХИМИКО-МЕХАНИЧЕСКОЙ И ЧИСТОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 2002 |
|
RU2290291C2 |
Изобретение относится к способу изготовления изделий. Сущность изобретения заключается в том, что соединительный слой материала заготовки включает эпоксидную смолу. 2 з. п. ф-лы, 5 ил.
| Косолапов Н | |||
| Палех | |||
| М.: Прогресс, 1969, 282-50т, с.22-44. |
