Обычная механическая обработка представляет собой в высшей степени агрессивный процесс. Независимо от принятых мер предосторожности этот процесс почти всегда приводит к металлургическому повреждению, хотя бы только на микроскопическом уровне, в результате приложения высококонцентрированных усилий и сопутствующих локализованных пиков высокой температуры. Такими повреждениями могут быть микротрещины, введение концентраторов напряжений, окисление, фазовое превращение, а также снижение благоприятного остаточного сжимающего напряжения и микротвердости. Процесс шлифования, например, может создавать достаточно теплоты для отпуска поверхности закаленной заготовки, что часто именуют выжиганием при шлифовании, в результате чего снижаются характеристики износостойкости и контактной усталости заготовки. Кроме того, обычная механическая обработка всегда приводит к образованию заусенец (задиров) и линий (штрихов, следов) обработки на станке. Эти остаточные заусенцы и линии обработки на станке являются концентраторами напряжений и должны быть удалены с критических поверхностей для снижения износа, трения, рабочих температур, истирания, повреждений, связанных с контактной усталостью (питтинга), и/или различных повреждений, связанных с динамической усталостью, таких как изгиб, усталость при кручении и осевая усталость.
Кроме металлургического повреждения заготовки, операции обычной механической обработки имеют неотъемлемое ограничение, препятствующее получению заготовок с очень высокой размерной точностью. Как уже было упомянуто здесь ранее, механическая обработка предусматривает агрессивное срезание металла с заготовки при помощи инструмента, который движется с высокой скоростью и/или прикладывает высокое усилие. Следовательно, с процессом такой обработки обязательно связан износ инструмента. Однако поддержание размерной точности при переходе от обработки одной заготовки к другой основано на поддержании размерной стабильности инструмента. Износ инструмента становится крайне проблематичным, если твердость заготовки возрастает до 40 HRC (твердость по шкале С Роквелла) и выше. Следует иметь в виду, что зубчатые колеса (шестерни) и подшипники, например, обычно закалены до 55-65 HRC или выше.
Станок, который направляет режущий инструмент, имеет набор своих собственных ограничений, которые препятствуют получению высокой точности. Среди некоторых ограничений механических устройств, создающих перемещение инструмента, можно указать геометрические погрешности, погрешности скорости подачи, износ привода, вибрации и гистерезис. Станки обычно имеют большие габариты, чтобы поддерживать требуемую жесткость для точного приложения высоких усилий, которые необходимы для удаления металла, особенно с поверхности твердых заготовок. Существенные температурные деформации и структурные отклонения, вызванные нагрузкой при резании, также могут создавать проблемы, особенно в случае чувствительных заготовок.
В дополнение к линиям обработки на станке, усилия, приложенные для проведения агрессивного режущего воздействия инструмента, также создают вибрации, которые ведут к появлению следов вибраций на поверхности заготовки. Следы вибраций и линии обработки на станке обычно устраняют за счет проведения процесса, который включает несколько операций. Например, в случае зубчатого колеса высокого качества, зубчатое колесо должно быть подвергнуто шлифовке и затем хонингованию, чтобы удалить следы вибраций и линии обработки на станке, полученные в результате механической обработки. Без принятия чрезвычайных мер предосторожности, процессы шлифовки и хонингования могут создавать тяжелые металлургические повреждения критической контактной поверхности заготовок. Качество заготовки при этом может быть обеспечено только при дорогостоящей 100% проверке.
Важность чистовой обработки для получения гладкой поверхности трудно переоценить, в особенности для заготовок с контактом металла с металлом, таких как, например, зубчатые колеса, подшипники, шпонки, коленчатые валы и кулачковые валы, которые часто имеют следы обработки на станке, следы вибраций или другие дефекты поверхности, которые очень трудны для удаления. Неровности (шероховатость) на таких заготовках могут увеличивать трение, шум, вибрации, износ, истирание, питтинг, отслаивание, рабочую температуру, а также ухудшать смазывающую способность. Для несущих изделий имеющиеся на поверхности следы обработки на станке могут создавать точку зарождения усталостного излома заготовок, которые подвержены воздействию переменных напряжений и деформаций. В результате возникает серьезная необходимость устранения концентраторов напряжений, создаваемых за счет обычных следов обработки на станке.
Одним из способов чистовой обработки поверхности таких заготовок является обработка поверхностей при помощи обычного многоходового последовательного тонкого шлифования, хонингования и притирки. Достижение чистоты шлифованной поверхности с шероховатостью Ra<2 микродюймов требует времени, множества проходов и достаточного уровня технологии. Сложная геометрия поверхности требует применения дорогого и сложного оборудования, дорогой инструментальной оснастки и занимающего много времени ухода за оборудованием. Кроме высокой стоимости, такой процесс создает направляющие линии и потенциал для отпуска и микротрещин, которые нарушают целостность термообработанной поверхности. Как уже было упомянуто здесь ранее, заготовка высокого качества требует дорогой 100% проверки шлифованной и закаленной поверхности при помощи таких технологий, как травление ниталем. Другим недостатком такого подхода является возможность внедрения абразивных частиц в поверхность, что приводит к возникновению концентраторов напряжений, к загрязнению смазки отходами и/или к износу.
Целью настоящего изобретения является создание экономичного и эффективного способа химико-механической и чистовой обработки поверхности, свободного от вышеуказанных недостатков известных способов.
В соответствии с настоящим изобретением предлагается способ химико-механической и чистовой обработки поверхности, при котором используют инструмент, наносят на заготовку активный химический состав, способный вступать в реакцию с заготовкой с образованием на заготовке конверсионного покрытия, являющегося нерастворимым в активном химическом составе и защищающего заготовку от дальнейшей реакции, осуществляют контактирование инструмента с заготовкой при относительном их перемещении до достижения желательных характеристик поверхности заготовки с одновременным удалением конверсионного покрытия с заготовки, открытием в результате этого поверхности заготовки для дальнейшей реакции с активным химическим составом и образованием нового конверсионного покрытия на заготовке.
Характеристики поверхности заготовки можно выбирать из группы, включающей чистовую обработку поверхности, фасонирование, размерную обработку и их комбинации.
Можно использовать активный химический состав на базе воды или на органической базе или содержащий активные ингредиенты, выбранные из группы, включающей фосфаты, фосфорную кислоту, оксалаты, щавелевую кислоту, сульфаматы, сульфаминовую кислоту, сульфаты, серную кислоту, хроматы, хромовую кислоту и их смеси.
В качестве указанного состава можно использовать концентрированную кислоту, которой может быть серная кислота, метансульфоновая кислота или фосфорная кислота.
Можно также использовать активный химический состав, содержащий активаторы или ускорители, выбранные из группы, включающей селен, цинк, медь, марганец, магний и фосфаты железа.
Активный химический состав может содержать неорганические или органические окислители, выбранные из группы, включающий персульфаты, пероксиды, метанитробензолы, хлораты, хлориты, нитраты и нитриты и их соединения.
Можно активный химический состав наносить на заготовку с разбавителем или с диспергатором.
Можно использовать разбавитель или диспергатор, выбранный из группы, включающей воду, органические жидкости, парафиновые масла, силиконовые масла, синтетические масла и другие масла, консистентные смазки и смазочные материалы, и их комбинации.
Заготовка может быть выполнена из металла.
Образованное конверсионное покрытие может содержать соединение, выбранное из группы, включающей оксид металла, фосфат металла, оксалат металла, сульфат металла, сульфамат металла и хромат металла.
Металл можно выбрать из группы, включающей железо, титан, никель, хром, кобальт, вольфрам, уран и их сплавы.
Относительное перемещение заготовки и инструмента можно осуществлять путем перемещения инструмента относительно заготовки при неподвижной заготовке или путем перемещения заготовки относительно инструмента при неподвижном инструменте, или путем одновременного перемещения инструмента и заготовки, при этом ни инструмент, ни заготовка не являются неподвижными.
В качестве инструмента можно использовать инструмент, являющийся не абразивным, инструмент, являющийся абразивным в небольшой степени, инструмент, являющийся жестким, инструмент, являющийся гибким, так что он соответствует заготовке, инструмент, представляющий собой сопряженную поверхность заготовки или ее точную копию, инструмент, выполненный из не химически-активного материала, так что конверсионное покрытие на инструменте не образуется.
Не химически-активный материал можно выбрать из группы, включающей дерево, бумагу, ткань, керамику, пластик, полимер, эластомер и металл.
В способе можно использовать инструмент, являющийся химически-активным по отношению к активному химическому составу, так что на инструменте образуется второе конверсионное покрытие.
Можно дополнительно предусмотреть продолжение процесса до достижения желательных характеристик поверхности инструмента.
Характеристики поверхности инструмента можно выбрать из группы, включающей чистовую обработку поверхности, фасонирование, размерную обработку и их комбинации.
Можно использовать заготовку, представляющую собой переходную поверхность зуба зубчатого колеса, и инструмент, удаляющий дефекты поверхности с переходной поверхности зуба зубчатого колеса, при этом дефекты поверхности выбраны из группы, включающей следы обработки резанием, следы обработки шлифованием, рисунок дробеструйного упрочнения и их комбинации.
Можно использовать заготовку, представляющую собой зубчатое колесо, и инструмент, представляющий собой сопряженное зубчатое колесо или его точную копию.
Можно использовать инструмент, являющийся химически-активным по отношению к активному химическому составу, так что на инструменте образуется второе конверсионное покрытие.
Можно использовать заготовку, представляющую собой обойму подшипника, и инструмент, представляющий собой множество сопряженных шариков или роликов подшипника или же их точную копию.
Можно использовать инструмент, являющийся химически-активным по отношению к активному химическому составу, так что на инструменте образуется второе конверсионное покрытие.
Можно использовать заготовку и инструмент, собранные в одном кожухе.
Способ может быть проведен при температуре ниже температуры термической деструкции заготовки.
Можно использовать инструмент, являющийся не абразивным, и инструмент контактирует с заготовкой с усилием, которое меньше, чем пластическая деформация заготовки или чем прочность на сдвиг заготовки, или чем прочность на растяжение заготовки.
При контактировании инструмента с заготовкой может осушествлться удаление материала из заготовки при теоретической разрешающей способности 1,0 микродюйм.
Согласно изобретению создан способ химико-механической и чистовой обработки поверхности, при котором обработке подвергают сопряженные зубчатые колеса, при этом на первое и второе сопряженные зубчатые колеса наносят активный химический состав, способный вступать с ними в реакцию с образованием на первом и втором сопряженных зубчатых колесах соответственно первого и второго конверсионных покрытий, являющихся нерастворимыми в активном химическом составе и защищающих первое и второе сопряженные зубчатые колеса от дальнейшей реакции, осуществляют контактирование первого сопряженного зубчатого колеса со вторым сопряженным зубчатым колесом при относительном их перемещении до достижения желательных характеристик их поверхностей с одновременным удалением первого и второго конверсионных покрытий соответственно с первого и второго сопряженных зубчатых колес, открытием в результате этого поверхностей первого и второго сопряженных зубчатых колес для дальнейшей реакции с активным химическим составом и образованием новых первого и второго конверсионных покрытий соответственно на первом и втором сопряженных зубчатых колесах.
Характеристики поверхности первого и второго сопряженных зубчатых колес можно выбирать из группы, включающей чистовую обработку поверхности, фасонирование, размерную обработку и их комбинации.
Первое и второе сопряженные зубчатые колеса можно устанавливать в трансмиссии или в коробке передач, и контактирование между первым и вторым сопряженными зубчатыми колесами осуществляют в процессе работы трансмиссии или коробки передач.
Согласно изобретению создан способ химико-механической и чистовой обработки поверхности, при котором обработке подвергают обойму подшипника и сопряженное с ней множество элементов качения, при этом на обойму подшипника и элементы качения наносят активный химический состав, способный вступать в реакцию с обоймой подшипника и элементами качения с образованием на них соответственно первого и второго конверсионных покрытий, являющихся нерастворимыми в активном химическом составе и защищающих обойму подшипника и элементы качения от дальнейшей реакции, осуществляют контактирование обоймы подшипника с множеством сопряженных элементов качения при относительном их перемещении до достижения желательных характеристик их поверхностей с одновременным удалением первого и второго конверсионных покрытий с обоймы подшипника и с элементов качения, открытием в результате этого поверхностей обоймы подшипника и элементов качения для дальнейшей реакции с активным химическим составом и образованием новых первого и второго конверсионных покрытий соответственно на обойме подшипника и элементах качения.
Характеристики поверхности обоймы подшипника и элементов качения можно выбирать из группы, включающей чистовую обработку поверхности, фасонирование, размерную обработку и их комбинации.
Из вышеописанного ясно, что для удаления конверсионного покрытия с заготовки используют низкие механические усилия, при которых не происходит пластическая деформация, не нарушается прочность на сдвиг и прочность на растяжение, а также не возникает температура, достаточная для термической деструкции базового металла заготовки. Следовательно, предлагаемый химико-механический процесс устраняет потенциал для отпуска, образования микротрещин и концентраторов напряжений, а также других металлургических повреждений, связанных с обычной механической обработкой. Так как процесс химико-механической обработки и чистовой обработки поверхности требует малого усилия контакта и/или низкой скорости для удаления конверсионного покрытия, то масса, сложность и стоимость оборудования могут быть существенно снижены по сравнению с обычным оборудованием для механической обработки, в то время как точность механической обработки может быть повышена. Износ инструмента также снижается до минимума или устраняется за счет работы с пониженными силами резания, скоростями и рабочими температурами. Это снижение износа позволяет изготавливать инструмент из не абразивных или слабо абразивных материалов, которые мягче, чем базовый металл заготовки. Инструмент может быть жестким или гибким, таким образом, что он соответствует поверхности заготовки (согласован с ней).
В некоторых применениях оборудование для механической обработки может быть полностью исключено, когда сопряженные заготовки, имеющие относительное перемещение и создающие нагрузку, действуют в качестве инструментов для удаления конверсионных покрытий с расположенных напротив контактных поверхностей. Настоящее изобретение позволяет обеспечивать строго контролируемую скорость удаления металла и позволяет производить только чистовую обработку поверхности заготовки или чистовую обработку поверхности заготовки одновременно с фасонированием и/или с размерной обработкой заготовки. Использованный здесь термин "чистовая обработка поверхности" означает удаление металла с поверхности заготовки для снижения шероховатости, волнистости, направленных следов обработки и трещин. Термин "размерная обработка" означает однородное удаление металла с поверхности заготовки для придания ей заданного размера. "Фасонирование" означает дифференцированное удаление металла с заготовки для придания ей заданной геометрии. "Фасонирование" включает в себя сверление, отрезку, расточку, резание, фрезерование, токарную обработку, шлифование, обработку на строгальном станке и т.п.
Далее изобретение более подробно описано со ссылками на прилагаемые чертежи, на которых изображено следующее:
фиг.1 показывает испытательный прибор смазывающей способности фирмы Falex Corporation FLC, который использован в Примерах 2 и 3,
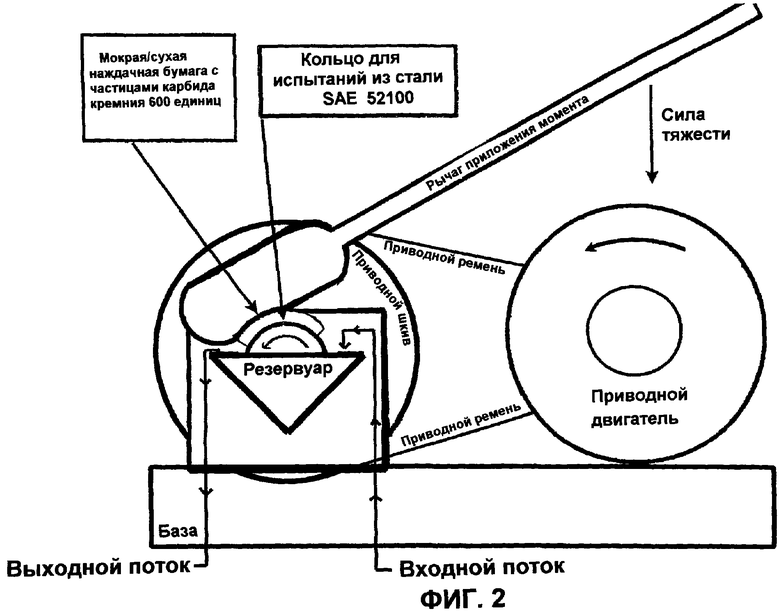
фиг.2 показывает другой испытательный прибор смазывающей способности фирмы Falex Corporation FLC, который использован в Примерах 4 и 5.
Вместо традиционных охлаждающих смазочных материалов, в раскрытом здесь способе химико-механической обработки и чистовой обработки поверхности используют активный химический состав на базе воды или органического соединения, который способен вступать в реакцию с поверхностью металлической заготовки, изготовленной из таких металлов, как железо, титан, никель, хром, кобальт, вольфрам, уран и их сплавы. Активный химический состав сначала вводят в машину (установку) для фасонирования, размерной обработки и/или чистовой обработки поверхности, таким образом, что он вступает в реакцию с базовым металлом заготовки и образует мягкое конверсионное покрытие. Конверсионное покрытие является нерастворимым в активном химическом составе, так что оно защищает базовый металл заготовки от дальнейшей химической реакции с активным химическим составом. Конверсионное покрытие может содержать, например, оксиды металла, фосфаты металла, оксалаты металла, сульфаты металла, сульфаматы металла или хроматы металла.
За образованием конверсионного покрытия следует соответствующий контакт инструмента с заготовкой при относительном перемещении инструмента и заготовки. Относительное перемещение может быть осуществлено за счет перемещения инструмента относительно неподвижной заготовки, за счет перемещения заготовки относительно неподвижного инструмента или за счет перемещения как инструмента, так и заготовки. Конверсионное покрытие снимается инструментом, в результате чего открывается свежий металл на заготовке, что позволяет вновь создавать конверсионное покрытие на открытом металле. Скорость удаления металла пропорциональна скорости реакции активного химического состава с металлом, образующей конверсионное покрытие. Эта скорость реакции может быть увеличена за счет повышения температуры и за счет использования химических ускорителей. При увеличении скорости реакции скорость удаления металла будет контролироваться за счет скорости удаления конверсионного покрытия. Этот процесс притирки (полирования) и нового образования покрытия повторяют до тех пор, пока не будет обеспечена желательная чистовая обработка поверхности, фасонирование и/или размерная обработка. При этом совершенно отсутствует металлургическое повреждение. Инструмент для механической обработкой прикладывает очень низкое усилие для удаления конверсионного покрытия, в результате чего масса станка, его сложность и стоимость могут быть существенно снижены по сравнению с обычной механической обработкой, в то время как точность механической обработки может быть повышена.
В соответствии с одним из вариантов осуществления настоящего изобретения относительное перемещение и контактное усилие инструмента и заготовки меньше, чем пластическая деформация, прочность на сдвиг и/или прочность на растяжение заготовки, так что температуры термической деструкции в заготовке не создаются. В некоторых вариантах контакт между инструментом и заготовкой позволяет удалять металл с заготовки при теоретической разрешающей способности 1,0 микродюйм. Так как к заготовке от инструмента приложено малое усилие, то износ инструмента является минимальным или его вообще нет. Этот химико-механический процесс позволяет обеспечивать строго контролируемую скорость удаления металла, а также позволяет производить чистовую обработку поверхности заготовки одновременно с процессом фасонирования и/или размерной обработки.
При использовании этого способа химико-механической обработки и чистовой обработки поверхности на поверхности заготовки образуется такое конверсионное покрытие, которое является более мягким, чем базовый металл заготовки. Любой активный химический состав, который позволяет формировать такое химическое конверсионное покрытие на поверхности заготовки, не выходит за рамки настоящего изобретения. Несмотря на то, что характеристики полученного на базовом металле конверсионного покрытия являются важными для успешного осуществления способа в соответствии с настоящим изобретением, сама рецептура активного химического состава значения не имеет. Одно такое конверсионное покрытие описано в патенте США No. 4818333 на имя REM Chemicals, Inc., который включен в данное описание в качестве ссылки.
Активный химический состав преимущественно позволяет быстро и эффективно создавать в условиях проведения операции мягкое конверсионное покрытие базового металла. Конверсионное покрытие также должно быть главным образом нерастворимым в активном химическом составе и защищать базовый металл от дальнейшей реакции, так чтобы удаление металла происходило в первую очередь за счет полирования и нового создания покрытия, а не за счет растворения.
Активный химический состав может также содержать активаторы, ускорители, окислители и, в некоторых случаях, ингибиторы и/или смачиватели. Следует иметь в виду, что количество добавленных ингредиентов может превышать пределы растворимости, что не приводит к отрицательному эффекту. Наличие нерастворимой фракции может быть полезным для восполнения активных ингредиентов активного химического состава в ходе операций.
Более конкретно, в зависимости от вида использованной металлической подложки, активный химический состав типично содержит соли фосфорной кислоты (фосфаты) или фосфорную кислоту, соли щавелевой кислоты (оксалаты) или щавелевую кислоту, соли сульфаминовой кислоты (сульфаматы) или сульфаминовую кислоту, соли серной кислоты (сульфаты) или серную кислоту, соли хромовой кислоты (хроматы) или хромовая кислоту, а также их смеси. Кроме того, в активный химический состав могут быть добавлены известные активаторы или ускорители, такие как (но без ограничения) селен, цинк, медь, марганец, магний и фосфаты железа, а также неорганические и органические окислители, такие как (но без ограничения) персульфаты, пероксиды, метанитробензолы, хлораты, хлориты, нитраты и нитриты.
Активный химический состав, который используют в соответствии с настоящим изобретением, может быть разбавлен или диспергирован. Наиболее часто разбавителем или диспергатором является вода, однако это могут быть и отличающиеся от воды материалы, такие как (но без ограничения) парафиновое масло, органическая жидкость, силиконовое масло, синтетическое масло, а также другие масла, консистентные смазки или смазочные материалы. При некоторых условиях предпочтительным является создание конверсионного покрытия с имеющими высокую концентрацию кислотами, такими как серная кислота, метансульфоновая кислота или фосфорная кислота, при этом содержание воды является минимальным. Более того, по желанию масло или смазочный материал могут быть использованы в качестве разбавителя или диспергатора. Это желательно, например, когда серную кислоту используют с минеральным маслом. Серная кислота не сильно растворяется в минеральном масле, но минеральное масло действует как диспергатор, при этом серная кислота будет скорее диспергирована, а не растворена в объеме минерального масла.
В соответствии с настоящим изобретением может быть использован любой инструмент, который позволяет удалять мягкое конверсионное покрытие, как это уже было упомянуто здесь ранее, чтобы открыть свежий металл без создания пластической деформации и превышения прочности на сдвиг и/или прочности на растяжение заготовки, таким образом, что температура заготовки не достигает температуры термической деструкции. Несмотря на то, что характеристики инструмента являются важными для успешного удаления конверсионного покрытия, конструкция инструмента большого значения не имеет. В некоторых случаях инструментом может быть сопряженная поверхность заготовки или ее точная копия. Например, заготовкой может быть зубчатое колесо, а инструментом может быть сопряженное зубчатое колесо или его точная копия. В другом варианте заготовкой может быть обойма подшипника, а инструментом может быть множество сопряженных шариков или роликов подшипника, или их точная копия.
В соответствии с настоящим изобретением инструмент может быть жестким или гибким. Например, если заготовкой является переходная поверхность (галтель) зубчатого колеса, то инструментом может быть жесткий, слегка абразивный цилиндр, размер которого выбран таким образом, чтобы он контактировал со всеми желательными углубленными областями для удаления следов механической обработки резанием, следов шлифования и/или рисунка дробеструйного упрочнения, В другом варианте, если заготовкой является внутренняя поверхность трубы, то может быть использован гибкий и/или расширяемый инструмент, который соответствует заготовке и улучшает чистоту поверхности за счет удаления следов формования или сварных швов.
В одном из вариантов используют инструмент, который не вступает в реакцию с активным химическим составом, так что химически наведенное конверсионное покрытие на инструменте не образуется. При этом инструмент может быть изготовлен из не химически-активных материалов, преимущественно таких как дерево, бумага, ткань, керамика, пластик, полимер, эластомер и металл, однако это может быть и любой другой материал, который не вступает в реакцию с активным химическим составом. Например, если заготовкой является зубчатое колесо, то инструментом может быть не химически-активное сопряженное зубчатое колесо, выполненное с возможностью обеспечения требующихся характеристик фасонирования и/или чистовой обработки поверхности, которое движется в зацеплении с химически-активной заготовкой.
Настоящий способ химико-механической обработки и чистовой обработки поверхности имеет множество преимуществ. Указанный способ позволяет обеспечивать хорошо контролируемую скорость удаления металла, что дает возможность изготовления заготовок с высокой размерной точностью, причем металл может быть удален с разрешающей способностью около 1,0 микродюйма. Этот способ также позволяет одновременно производить фасонирование, размерную обработку и/или чистовую обработку поверхности, в результате чего исключается большое число операций обработки. Так как требуется применение меньшего усилия для осуществления удаления металла, то для управления инструментом может быть использован станок с меньшей массой, сложностью и стоимостью. Отметим, что скорость перемещения инструмента также намного ниже, чем это требуется в случае обычной механической обработки, при этом стоимость и износ инструмента существенно уменьшаются.
Более того, намного большие поверхности механической обработки могут быть подвергнуты одновременно фасонированию, размерной обработке и/или чистовой обработке. Этот процесс также фактически позволяет исключить заусенцы (задиры), следы обработки на станке (обработки резанием), следы вибраций на обработанной поверхности, пластическую деформацию и другие дефекты поверхности заготовки. Дополнительное преимущество состоит в том, что способ в соответствии с настоящим изобретением представляет собой холодный и не создающий перегрева процесс механической обработки, который создает незначительные (или вообще не создает) напряжения или металлургические повреждения, такие как окисление, фазовые изменения, концентраторы напряжений и изменения твердости. Этот способ обычно проводят при температуре в непосредственной близости от температуры термической деструкции металла или ниже ее. Низкая температура позволяет также исключить тепловую деформацию чувствительных заготовок. Кроме того, структурные изменения при пониженном давлении инструмента являются минимальными, что особенно важно в случае чувствительных заготовок, так как это позволяет снизить до минимума и/или исключить структурную деформацию и другие подобные дефекты. Наконец, точность процесса механической обработки несоизмеримо улучшается.
В соответствии с другим вариантом осуществления настоящего изобретения на месте может быть осуществлено фасонирование, размерная обработка и/или чистовая обработка поверхностей контакта металла с металлом. Это производят путем добавления активного химического состава с наличием мелкого абразива или без него в устройство в сборе, таким образом, что конверсионное покрытие образуется на индивидуальных химически-активных поверхностях металла как заготовки, так и инструмента. Сначала устройство может работать при низкой нагрузке, которая может постепенно нарастать до полной заданной величины. Конверсионное покрытие будет удалено только с критической контактной поверхности, где происходят полирование, обкатывание (прокатка, вальцевание), сдвиг (скольжение) и другие подобные явления, для того, чтобы открыть свежий металл для дальнейшей реакции. Химико-механическая обработка и чистовая обработка поверхности будут происходить только у критической контактной поверхности для удаления неровностей (шероховатость), которые в конечном счете имеются на поверхности, не имеющей других следов (следов предыдущей обработки) или почти не имеющей других следов. Этот процесс по желанию может быть продолжен, чтобы добиться окончательной чистовой обработки поверхности, конечного фасонирования и/или размерной обработки сопряженных заготовок до достижения их идеальной геометрии. При этом каждая сопряженная поверхность будет иметь зону идеальной сопряженной контактной поверхности. Проводимый на месте процесс позволяет корректировать незначительные размерные или геометрические погрешности на сопряженных компонентах с хорошо контролируемой точностью за счет подстройки характеристик активного химического состава, времени и температуры обработки, контактной нагрузки и контактной скорости.
Проводимый на месте процесс чистовой обработки поверхности или окончательной чистовой обработки выгодным образом (преимущественно) позволяет также производить чистовую обработку всех контактных поверхностей всего узла в сборе, такого как трансмиссия (коробка передач), что существенно снижает стоимость чистовой обработки каждой индивидуальной заготовки. После проведения оптимизации процесса обеспечивается высокая степень воспроизводимости чистовой обработки поверхности, которая легко может быть проведена в заводских условиях, что позволяет исключить необходимость 100% конечной проверки. Этот процесс может быть осуществлен как в полости (кожухе), так и вне ее и позволяет производить одновременно окончательное фасонирование и/или размерную обработку механизмов в сборе за счет удаления незначительных размерных и/или геометрических погрешностей сопряженных компонентов. При изготовлении зубчатых колес и подшипников, например, этот процесс позволяет снизить время приработки, износ, заедание, рабочие температуры, трение, вибрацию и шум.
Одним из вариантов такого проводимого в рабочем положении процесса является обработка двух сопряженных зубчатых колес. Активный химический состав может быть нанесен на первое сопряженное зубчатое колесо, в результате чего на первом сопряженном зубчатом колесе образуется конверсионное покрытие, с одновременным образованием конверсионного покрытия на втором сопряженном зубчатом колесе. Два сопряженных зубчатых колеса контактируют с относительным перемещением друг относительно друга, что одновременно удаляет конверсионные покрытия с этих двух зубчатых колес. За счет этого оба зубчатых колеса открываются для дальнейшей реакции с активным химическим составом, так что создается возможность для нового образования конверсионного покрытия и его удаления с зубчатых колес до тех пор, пока не будут достигнуты желательные характеристики поверхности обоих зубчатых колес, такие как характеристики чистовой обработки поверхности, фасонирования, размерной обработки или их комбинации. В одном из вариантов зубчатые колеса установлены в трансмиссии или коробке передач, в то время как контакт между зубчатыми колесами происходит в ходе работы трансмиссии или коробки передач.
В другом варианте используют обойму подшипника и множество сопряженных элементов качения. Активный химический состав наносят на обойму подшипника, при этом конверсионное покрытие одновременно образуется на обойме подшипника и на элементах качения. Обойму подшипника и множество сопряженных элементов качения вводят в контакт при относительном перемещении между ними, что позволяет одновременно удалять конверсионные покрытия с обоймы подшипника и с сопряженных элементов качения. Таким образом, как обойма подшипника, так и сопряженные элементы качения открываются для дальнейшей реакции с активным химическим составом, так что создается возможность для нового образования конверсионного покрытия и его удаления, до тех пор, пока не будут достигнуты желательные характеристики поверхности обоймы подшипника и сопряженных элементов качения, такие как характеристики чистовой обработки поверхности, фасонирования, размерной обработки или их комбинации.
Пример 1 - Чистовая обработка поверхности, проводимая в рабочем положении
Были использованы два аналогичных образца для испытаний, изготовленные из углеродистой стали марки SAE 4120, с твердостью 43-45 HRC и номинальными размерами 3×1×1/2 дюйма. Поверхности 3×1/2 дюйма каждого из образцов для испытаний были отполированы в продольном направлении при помощи обычной механической полировки с использованием мокрой/сухой наждачной бумаги с частицами карбида кремния 180 единиц (grit). Начальные Ra и Rmax образца 1 были соответственно 10,0 и 98,4 микродюйма. Начальные Ra и Rmax образца 2 были соответственно 17,6 и 167 микродюймов.
Образец 2 был помещен в раствор 60 г/л щавелевой кислоты и 20 г/л метанитробензола сульфоната натрия таким образом, что его отполированная поверхность была обращена вверх. Затем эту поверхность ввели в контакт перпендикулярно с отполированной поверхностью образца 1. Образец 2 удерживали в фиксированном положении, а образец 1 перемещали вручную возвратно поступательно и по кругу для имитации движения скольжения критических контактных поверхностей, причем прикладывали только очень легкое давление. Указанную обработку производили в течение ориентировочно 10 минут. Конечные значения Ra и Rmax образца 1 на контактной поверхности металла с металлом были соответственно 1,71 и 27,6 микродюйма. Конечные значения Ra и Rmax образца 1 на контактной поверхности металла с металлом были соответственно 1,95 и 45,4 микродюйма.
Пример 1 показывает, что две сопряженные заготовки, изготовленные из закаленного металла, могут быть подвергнуты чистовой обработке поверхности и даже окончательной обработке, а также размерной обработке и/или фасонированию за счет смачивания их поверхностей соответствующим активным химическим составом и легкого совместного полирования. В этом варианте настоящего изобретения не требуются абразивы, высокие температуры или высокие давления. Фасонирование, размерная обработка и/или чистовая обработка поверхности осуществляются только там, где есть контакт металла с металлом.
Когда два (или больше) зубчатых колеса находятся в зацеплении в коробке передач, ножки их зубьев могут быть подвергнуты фасонированию и/или чистовой обработке аналогично тому, как это показано в Примере 1. Это может быть осуществлено, например, путем вращения входного вала коробки передач при приложении легкой нагрузки к выходному валу. Контактные области зубьев зубчатых колес следует смочить соответствующим активным химическим составом либо за счет непрерывного орошения свежим активным химическим составом зубчатых колес сверху, либо добавляя активный химический состав в ванну коробки передач, в которой зубчатые колеса будут смачиваться активным химическим составом. С течением времени контактные поверхности зубьев зубчатых колес становятся более гладкими и профиль зуба приобретает идеальную геометрию.
Аналогичным образом могут быть проведены фасонирование, размерная обработка и/или чистовая обработка поверхности подшипников за счет добавления активного химического состава при работе подшипников при очень малой нагрузке. В этом случае не может произойти металлургическое повреждение, которое происходит при обычной механической обработке, когда используют абразивы или усилия (нагрузки), которые создают высокие местные температуры, приводящие к возникновению концентраторов напряжений или отпуску, что вызывает преждевременный выход из строя заготовки в результате трения, износа, заедания, контактной и динамической усталости.
Настоящее изобретение не ограничено случаем подшипников или зубчатых колес, но может быть применено к любому контакту твердого металла с металлом и позволяет при этом улучшить характеристики чистовой обработки поверхности, размерной обработки и/или фасонирования. Возможность проведения фасонирования, размерной обработки и/или чистовой обработки поверхности в одной операции повышает эффективность производства различных заготовок.
Пример 2 - Традиционная механическая обработка базы при помощи слегка абразивного инструмента
Было использовано кольцо для испытаний на смазывающую способность фирмы Falex Corporation FLC из стали SAE 52100, с твердостью HRC 57-63, (деталь # 001-502-001Р), которое прошло традиционную механическую обработку с использованием слегка абразивной мокрой/сухой наждачной бумаги с частицами карбида кремния (600 единиц) и не содержащее моющей присадки весового моторного масла SAE 30 в качестве охлаждающего смазочного материала.
Была использована установка для испытаний на смазывающую способность фирмы Falex Corporation FLC, которая вращает кольцо с заданным числом оборотов в минуту, в то время как жесткая пластиковая форма (Facsimile®) на наружной поверхности кольца прижимает к нему кусок мокрой/сухой шлифовальной бумаги с частицами карбида кремния (600 единиц). Установка Falex включает в себя рычаг приложения момента (torque wrench) в диапазоне 0-150 футофунтов фирмы Sears Craftsman гравитационного действия (работающий под действием силы тяжести), который представляет собой единственную нагрузку, которую прикладывают в процессе традиционного механического шлифования. Кольцо было частично погружено в резервуар не содержащего моющей присадки весового моторного масла SAE 30 в течение всего испытания. Установка для испытаний показана на фиг.1.
Для определения количества удаленного металла кольцо для испытаний очищали, осушали и взвешивали на аналитических весах до и после обработки.
До обработки кольцо для испытаний весило 22,0951 г. После одного часа обработки при 460 об/мин кольцо для испытаний весило 22,0934 г. Эта потеря веса 0,0017 г в час соответствует изменению размера на 8,9 микродюйма.
Пример 3 - Химико-механическая обработка при помощи слегка абразивного инструмента
Была произведена химико-механическая обработка кольца для испытаний фирмы Falex Corporation FLC из стали SAE 52100, с твердостью HRC 57-63 (деталь # 001-502-001Р) с использованием слегка абразивной мокрой/сухой наждачной бумаги с частицами карбида кремния (600 единиц) и состава FERROMIL® FML-575 IFF, который поддерживали с концентрацией 6,25% по объему и использовали в качестве активного химического состава для создания конверсионного покрытия.
Была использована установка для испытаний на смазывающую способность фирмы Falex Corporation FLC, которая вращает кольцо с заданным числом оборотов в минуту, в то время как жесткая пластиковая форма (Facsimile®) на наружной поверхности кольца прижимает к нему кусок мокрой/сухой шлифовальной бумаги с частицами карбида кремния 600 единиц. Установка Falex включает в себя рычаг приложения момента в диапазоне 0-150 футофунтов фирмы Sears Craftsman гравитационного действия, который представляет собой единственную нагрузку, которую прикладывают в химико-механическом процессе. Кольцо было частично погружено в состав FERROMIL® FML-575 IFF при комнатной температуре, который протекает через резервуар со скоростью 6,5 мл/мин. Установка для испытаний показана на фиг.1.
Для определения количества удаленного металла кольцо для испытаний очищали, осушали и взвешивали на аналитических весах до и после обработки.
До обработки кольцо для испытаний весило 22,1827 г. После одного часа обработки при 460 об/мин кольцо для испытаний весило 22,1550 г. Эта потеря веса 0,0277 г соответствует изменению размера на 145,6 микродюйма. Полученные результаты показывают, что в этом случае удаление металла в 16 раз больше, чем в Примере 2.
Примеры 2 и 3 показывают, что химико-механическая обработка твердых заготовок резко увеличивает скорость удаления металла. При этом становится возможным производить фасонирование, размерную обработку и/или чистовую обработку поверхности закаленных металлических заготовок с использованием слегка абразивного инструмента в сочетании с активным химическим составом. Твердость заготовки не имеет значения, так как активный химический состав вступает в реакцию с поверхностью. На самом деле скорость удаления металла остается ориентировочно одинаковой вне зависимости от того, насколько высока твердость металла. В резком отличии от этого, при обычной механической обработке (например, при шлифовании, хонинговании, полировании и т.п.), когда твердость заготовки возрастает до 60 HRC и выше, износ инструмента увеличивается, в то время как скорость удаления металла снижается.
Вариант настоящего изобретения в соответствии с Примерами 2 и 3 показывает, что можно производить фасонирование, размерную обработку и/или чистовую обработку очень твердых поверхностей металлов с использованием слегка абразивного инструмента. Это может быть использовано, например, для фасонирования и/или чистовой обработки поверхности профиля зуба зубчатого колеса. В этом случае, например, небольшой вращающийся и/или вибрирующий инструмент с легким абразивом может быть введен в контакт с ножкой зуба зубчатого колеса, которое непрерывно смачивается соответствующим активным химическим составом. Это позволяет удалить следы механической обработки резанием и/или следы шлифования и добиться идеальной геометрии зуба зубчатого колеса. Это позволяет существенно увеличить срок службы зубчатых колес, которые испытывают усталость при изгибе и заедание, а также одновременно снизить шум зубчатой передачи и повысить рабочие плотности энерговыделения.
Следует иметь в виду, что настоящее изобретение не ограничено случаем зубчатых колес, но может быть применено к любой твердой металлической поверхности заготовки, нуждающейся в фасонировании, размерной обработке и/или чистовой обработке поверхности. Возможность проведения фасонирования, размерной обработки и/или чистовой обработки поверхности в одной операции повышает эффективность производства различных заготовок.
Пример 4 - Традиционное механическое шлифование базы при помощи не абразивного пластикового инструмента
Была произведена чистовая обработка кольца для испытаний фирмы Falex Corporation FLC из стали SAE 4620, с твердостью HRC 58-63 (деталь # S-25), с использованием состава REM® FBC-50 (мыльная смесь для предотвращения ржавления и термической деструкции инструмента, но не позволяющая создавать конверсионное покрытие).
Была использована установка для испытаний на смазывающую способность фирмы Falex Corporation FLC, которая вращает кольцо с заданным числом оборотов в минуту, в то время как закрепленный кусок материала FERROMIL® Media # NA (чистый пластик на основе сложных полиэфиров без абразивных частиц) контактирует с внешней стороной кольца. Пластик был вырезан по контуру кольца, чтобы обеспечить адекватный контакт по поверхности. Установка Falex включает в себя рычаг приложения момента в диапазоне 0-150 футофунтов фирмы Sears Craftsman гравитационного действия, который представляет собой единственную нагрузку, которую прикладывают в традиционном механическом процессе. Кольцо было частично погружено в состав REM® FBC-50 (1% по объему), который протекает через резервуар со скоростью 6,5 мл/мин. Установка для испытаний показана на фиг.2.
Для определения количества удаленного металла кольцо для испытаний очищали, осушали и взвешивали на аналитических весах до и после обработки.
До обработки кольцо для испытаний весило 22,3125 г. После трех часов обработки при 460 об/мин кольцо для испытаний весило 22,3120 г. Эта полная потеря веса 0,0005 г соответствует потере веса 0,00017 г/час и изменению размера на 0,9 микродюйма в час.
Этот пример показывает, что незначительное количество металла удаляется при помощи не абразивного пластика с поверхности закаленной стали, когда не используют активный химический состав.
Пример 5 - Химико-механическая обработка с использованием не абразивного пластикового инструмента
Была произведена чистовая обработка кольца для испытаний фирмы Falex Corporation FLC из стали SAE 4620, с твердостью HRC 58-63 (деталь # S-25), с использованием состава FERROMIL® VII Aero-700.
Была использована установка для испытаний на смазывающую способность фирмы Falex Corporation FLC, которая вращает кольцо с заданным числом оборотов в минуту, в то время как закрепленный кусок материала FERROMIL® Media # NA (чистый пластик (на основе сложных полиэфиров) без абразивных частиц) контактирует с внешней стороной кольца. Пластик был вырезан по контуру кольца, чтобы обеспечить адекватный контакт по поверхности. Установка Falex включает в себя рычаг приложения момента в диапазоне 0-150 футофунтов фирмы Sears Craftsman гравитационного действия, который представляет собой единственную нагрузку, которую прикладывают в процессе химико-механической обработки. Кольцо было частично погружено в состав FERROMIL® VII Aero-700 (12,5% по объему), который протекает через резервуар со скоростью 6,5 мл/мин. Установка для испытаний показана на фиг.2.
Для определения количества удаленного металла кольцо для испытаний очищали, осушали и взвешивали на аналитических весах до и после обработки.
До обработки кольцо для испытаний весило 22,1059 г. После трех часов обработки при 460 об/мин кольцо для испытаний весило 22,0808 г. Эта полная потеря веса 0,0251 г соответствует потере веса 0,00837 г/час и изменению размера на 44,0 микродюйма в час. Это более чем в 49 раз превышает удаление металла в Примере 4 с использованием не абразивного инструмента, который мягче, чем базовый металл и, следовательно, не может превысить характеристики пластической деформации, прочности на сдвиг или прочности на растяжение базового металла.
Примеры 4 и 5 показывают, что существенные количества металла могут быть удалены с поверхности закаленной стали даже с использованием не абразивного пластика, причем инструмент, изготовленный из пластика, может быть применен для фасонирования, размерной обработки и/или чистовой обработки поверхности закаленной стали, если использовать активный химический состав. Само собой разумеется, что инструмент, изготовленный из более твердого материала, будет иметь значительно больший срок службы, так как он не прикладывает высокие усилия и не испытывает воздействие высоких локализованных температур. Срок службы инструмента увеличивается потому, что он может удалять металл за счет создания усилия, необходимого только для удаления мягкого конверсионного покрытия.
Кроме того, эти два примера показывают, что удаление металла с очень твердых поверхностей может быть произведено при использовании станков меньшего размера, чем станки для обычной механической обработки, так как требуется создание меньших сил резания. Кроме того, структурные изменения при пониженном давлении инструмента являются минимальными, что особенно важно в случае чувствительных заготовок, так как это позволяет снизить до минимума и/или исключить структурную деформацию и повысить точность механической обработки. Так как скорость удаления металла составляет 44,0 микродюйма в час, очевидно, что механическая обработка позволяет обеспечить очень высокую разрешающую способность удаления металла, с приращениями 1,0 микродюйм.
Пример 6 - Химико-механическая чистовая обработка поверхности
Производили химико-механическую чистовую обработку области переходной поверхности зуба зубчатого колеса для удаления осевых следов обработки шлифованием. Инструмент был создан из куска проволоки, изготовленной из быстрорежущей стали, диаметром 0,067 дюйма, обернутого мокрой/сухой наждачной бумагой с частицами карбида кремния 600 единиц. Инструмент приводился во вращение со скоростью около 80 об/мин. Инструмент прижимали при очень малом давлении к переходной поверхности зуба зубчатого колеса (фирма Webster, науглероженная сталь AISI 8620, цементированное зубчатое колесо, имеющее 17 зубьев, диаметральный шаг, равный 8, и угол зацепления, равный 25°, причем радиус переходной поверхности зуба составляет около 00469 дюйма). Раствор 60 г/л щавелевой кислоты и 20 г/л метанитробензола сульфоната натрия подавали к контактной поверхности в виде капель (1-2 капли за 10 секунд). Это производили в течение периода 15 минут. Наждачную бумагу с частицами карбида кремния заменяли один раз после чистовой обработки поверхности в течение 10 минут.
Осмотр поверхности чистовой обработки заготовки при десятикратном увеличении показывает, что остаются один или два осевых следа шлифования, причем основная часть поверхности не имеет таких следов и является гладкой и плоской. Это показывает, что чистовая обработка на критических выступающих поверхностях может быть осуществлена с использованием химико-механической чистовой обработки поверхности, при поддержании очень жестких размерных допусков. Более того, следы механической обработки резанием и/или следы обработки шлифованием в областях переходных поверхностей зубчатого колеса могут быть удалены за счет относительно простой химико-механической чистовой обработки поверхности. Любые линии, которые созданы за счет использования легкого абразивного инструмента, будут ортогональными к осевым следам обработки шлифованием. Следовательно, усталость при изгибе зуба зубчатого колеса будет существенно снижена, что существенно увеличивает срок службы зубчатого колеса.
Следует иметь в виду, что настоящее изобретение не ограничено применением только к зубчатым колесам, но может быть применено к любой твердой металлической поверхности заготовки, которая испытывает динамическую усталость. Возможность проведения фасонирования, размерной обработки и/или чистовой обработки поверхности в одной операции повышает эффективность производства различных заготовок.
Несмотря на то, что были описаны устройства и способы со ссылкой на предпочтительные варианты осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят, однако, за рамки приведенной далее формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СУПЕРФИНИШИРОВАНИЕ КРУПНЫХ ПЛАНЕТАРНЫХ ЗУБЧАТЫХ ПЕРЕДАЧ | 2004 |
|
RU2375621C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТОГО ВЕНЦА ЖЕСТКОГО КОЛЕСА ВОЛНОВОЙ ПЕРЕДАЧИ С ПРОМЕЖУТОЧНЫМИ ТЕЛАМИ КАЧЕНИЯ | 2007 |
|
RU2359790C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ | 1967 |
|
SU203450A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ЛОПАТОК ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА | 2013 |
|
RU2525961C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ЗУБЧАТОГО ПРОФИЛЯ | 2002 |
|
RU2202449C1 |
| ЗУБЧАТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273552C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| СПОСОБ ФОРМОВАНИЯ УЗЛА КОМПОЗИТНОГО ПОДШИПНИКА, КОМПОЗИТНЫЙ ПОДШИПНИК И КОМПОЗИТНЫЙ ПОДШИПНИК ДЛЯ ВЕТРОВОЙ ТУРБИНЫ | 2009 |
|
RU2558401C2 |
| Способ изготовления изделий | 1979 |
|
SU829692A1 |
Изобретение относится к области машиностроения и может быть использовано при чистовой химико-механической обработке деталей. На заготовку наносят активный химический состав, способный вступать в реакцию с заготовкой с образованием на ней конверсионного покрытия, являющегося нерастворимым в активном химическом составе и защищающего заготовку от дальнейшей реакции. Осуществляют контактирование инструмента с заготовкой при относительном их перемещении до достижения желательных характеристик поверхности заготовки. При этом удаляется конверсионное покрытие с заготовки, открываются участки поверхности заготовки для дальнейшей реакции с активным химическим составом и образуется новое конверсионное покрытие. Предусмотрена обработка сопряженных зубчатых колес и обоймы подшипников с элементами качения. В результате повышается точность обработки за счет обеспечения контроля скорости удаления металла с заготовки с высокой точностью. 3 н. и 43 з.п. ф-лы, 2 ил.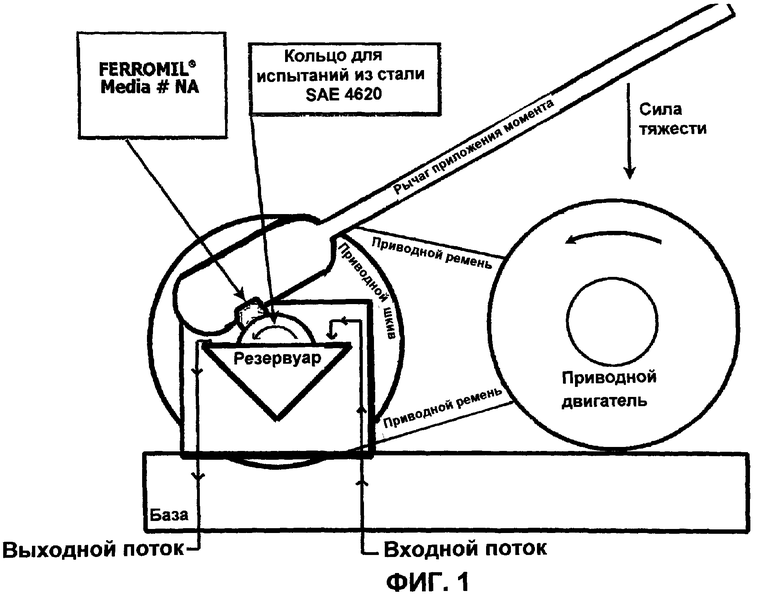
| Справочная книга по отделочным операциям в машиностроении | |||
| Под ред | |||
| Космачева И.Г., Л., Лениздат, 1966, с.266-267 | |||
| Устройство для обработки зубчатых элементов | 1977 |
|
SU767235A1 |
| Устройство для приема информации в частотном коде | 1977 |
|
SU657658A2 |

