Изобретение относится к черной металлургии и может быть использовано при производстве ферросплавов, производимых непрерывным карботермическим шлаковым процессом, например марганцевых или хромистых.
Ферросплавы находят все большее применение в сталеплавильном производстве. В результате их введения устраняется вредное влияние кислорода и серы в стали, повышаются механические свойства, повышается прокаливаемость стали и уменьшается вес конструкций и машин.
Однако современные способы производства ферросплавов шлаковым процессом сопровождаются исключительно большими потерями. При выпуске металла и шлака из печей, отделении сплава от шлака и разливке теряется только металла примерно 10% от восстановленного (корольки и капли, не успевшие осесть в печи, корольки и капли, образующиеся в результате дробления его струи при выпуске сплава в ковш, капли металла, запутавшиеся в загущаемом (с целью его непопадания в разливаемый сплав) шлаке, капли и скрапины в скриммерном устройстве и др.).
Для того, чтобы уменьшить потери металла, холодные шлаки перерабатывают, получают металлоконцентрат с содержанием примерно 50% металла и примерно 50% шлака, а загущаемый шлак из ковша и шлак из скриммерного устройства повторно переплавляют.
Известны попытки решить эту проблему путем раздельного выпуска металла и шлака из печи. Для этого печь оборудуется двумя, расположенными на разном уровне летками верхняя для выпуска шлака, нижняя металла (S.Selmer Olsen. Основные направления (тенденции) производства ферросплавов. Sokrnal of the South African Institute of mining and, 1971, май, metallurgy, 210-214). Однако полностью отделить корольки и капли металла перед выпуском шлака при непрерывном способе его производства даже в мощной печи не удается. Не удается исключить в этом случае и попадание значительных количеств шлака в ковш с металлом. Поэтому потери металла при раздельном выпуске понижаются лишь на 1-2% (в основном только благодаря уменьшению запутывания металла в шлаке в результате дробления его струи при его выпуске в ковш).
Наиболее близким к заявляемому является способ выпуска металла из мощной РТП, включающий выпуск металла и шлака в ковш для металла, его самопроизвольный перелив во второй ковш, осаждение металла из шлака во время ожидания ковша I и II следующего выпуска, отделение металла от шлака путем его загущения в ковше и разливку сплава через скриммерное устройство. При этом потери металла при выпуске и разливке остаются высокими. Полностью сохраняются потери (6-8% ), связанные с отделением металла от шлака перед разливкой и при разливке. Совершенно не извлекаются корольки и мелкие капли из 2/3 шлака. Не полностью оседают и корольки и капли в ковше II. Это связано с большой высотой ковша и повышенной вязкостью холодного шлака в нем. Последнему способствуют большие потери тепла при двукратном переливе шлака (из печи в ковш I и из ковша I в ковш II). Поэтому для уменьшения потерь приходится в печь загружать 250-400 кг отходов (смесь шлака, металла и песка для загущения шлака) и расходовать на их переплав дополнительно до 200-300 кВтч электроэнергии [1]
Известно также использование специальных устройств для отделения металла от шлака, например миксера для отстаивания алюминия и его сплавов [2] Миксер представляет из себя металлический каркас с теплоизоляцией и огнеупорной футеровкой и арочным сводом с установленными на нем электронагревателями.
Металл выпускается в миксер и выдерживается в нем. Во время выдержки (отстоя) из металла удаляются остатки шлака и газы, а металл подогревается с помощью электроэнергии, пропускаемой через нагреватели в своде. Тепло от свода передается непосредственно металлу излучением. Однако подобное устройство невозможно применять для отделения металла от шлака при большой его кратности. Последнее связано с тем, что шлаки малотеплопроводны. Поэтому для косвенного подогрева шлака потребуется очень высокая температура, специальные высокотемпературные нагреватели, например стержни из дефицитного дисилицида молибдена, и огромный расход электроэнергии. Для многошлаковых процессов по этим причинам эффективным может быть только подогрев за счет электроэнергии, протекающей непосредственно через подогреваемый шлак.
Целью изобретения является уменьшение потерь металла при выпуске и разливке и уменьшение количества материалов, переплавляющихся повторно.
Цель достигается тем, что металл и шлак выпускают из руднотермической электропечи в промежуточное устройство, в котором шлак и металл подогревают за счет электроэнергии, протекающей через шлак, выдерживают до полного отделения корольков и капель металла из шлака, после чего шлак сливают в шлаковую чашу, а металл выпускают через специальную летку в ковш для разливки сплава после приема в устройство второго выпуска металла и шлака, после чего операции повторяют.
Цель достигается также тем, что промежуточное устройство для разделения металла и шлака содержит металлический каркас из кожуха и днища из листовой стали, огнеупорную футеровку, свод, установленные в своде электроды для подвода тока и короткую сеть. Устройство снабжено трансформатором с переключателем ступеней под нагрузкой, а его короткая сеть оборудована неподвижными электрододержателями и разъемом с дистанционным управлением.
Цель достигается также тем, что устройство установлено на подвижной платформе и оборудовано двумя летками для раздельного выпуска металла и шлака, расположенные на разном уровне, а в качестве нагревателя используется сам нагреваемый шлак.
Подогрев шлака (на 50-100оС) и понижение при этом его вязкости до (2,5-5)˙10-2 Па˙с в сочетании с длительной (до 60 мин) выдержкой шлака в промежуточном устройстве позволяет даже без учета коагуляции корольков осадить из шлака корольки диаметром примерно 0,1 мм. Это уменьшает потери сплава на 4,8-8,2%
Выпуск металла из промежуточного устройства через специальную нижнюю летку в сочетании со значительной высотой металла в устройстве полностью исключает попадание печного шлака в ковш с металлом. Это позволяет отказаться от всех операций по отделению сплава от шлака и полностью исключить не только потери корольков и капель со шлаком, но и потери при загущении шлака и разливке. В результате использование промежуточного устройства уменьшит потери жидкого сплава на 10-15% Однако предлагаемая технология не исключает брызг при разливке и скрапин в желобах и в разливочном ковше, которые могут составлять 1-2% Поэтому общие потери металла уменьшаются на 9-13%
Мощность трансформатора для промежуточного устройства определяется весом выпуска. Оборудование, например, устройства трансформатором мощностью 7 МВА позволяет, как показал расчет теплового баланса ковша, повысить за 1 ч выдержки температуру 35 т металла и 55 т шлака даже с учетом восстановления из шлака 2-3% оксидов (за счет углерода электродов) примерно на 150-250оС, что в 1,5-2 раза превышает потребности.
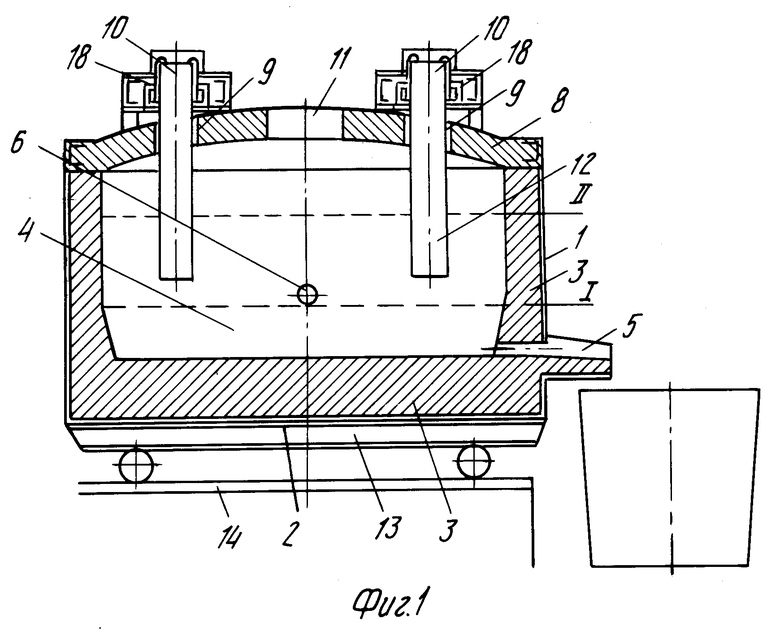
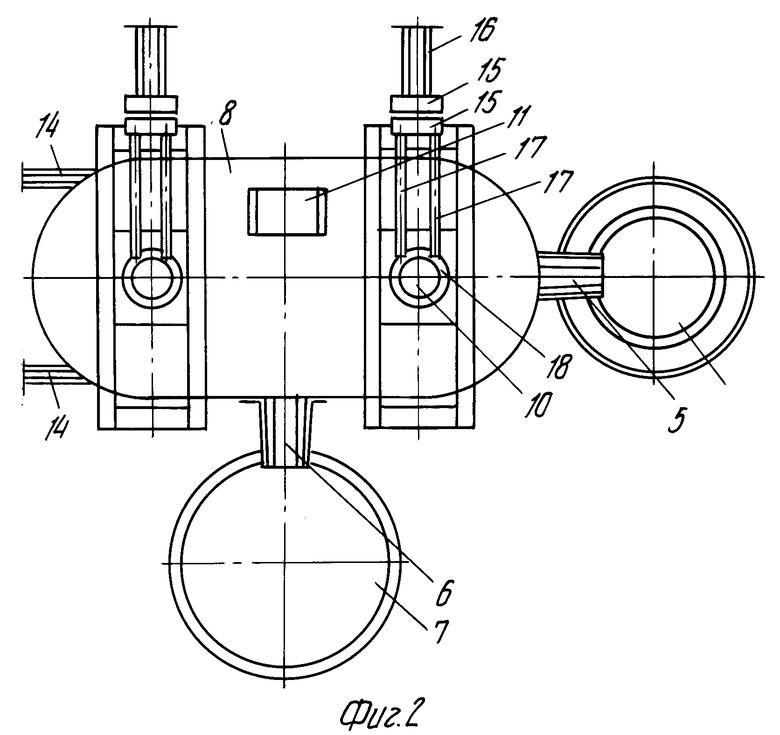
На фиг. 1 представлена конструкция предлагаемого устройства; на фиг. 2 то же, вид сбоку.
Промежуточное устройство представляет из себя емкость, состоящую из овального кожуха 1 с днищем 2 из листового железа, футерованную огнеупорным кирпичом 3, которая образует ванну 4, вмещающую 1-3 объема металла и один объем шлака (от их выпуска за 1 прием). В кожухе и огнеупорной футеровке оборудованы две, расположенные под углом 90о друг к другу летки 5 и 6. Одна из них нижняя 5 для выпуска металла в ковш, а другая верхняя 6 для слива отработанного шлака в шлаковню 7. Для уменьшения потерь тепла промежуточное устройство сверху перекрыто сводом 8, в котором имеются при отверстия два крайних 9 для электродов 10, одно среднее большее 11 для выпуска в промежуточное устройство металла и шлака из РТП.
Обогрев шлака и металла в промежуточном устройстве осуществляется с помощью электроэнергии за счет джоулева тепла, выделяющегося при прохождении тока через шлак. Для этой цели устройство оборудовано двумя неподвижными электродами 10, рабочий конец 12 которых постоянно купается (заглублен) в подогреваемом шлаке. Неподвижные графитированные или угольные электроды (они перемещаются только при перепуске электродов при подключении промежуточного устройства под нагрузку) и неподвижная, без гибких участков короткая сеть уменьшают габариты устройства, вес металлоконструкций и рабочую длину электродов и потери в короткой сети. Промежуточное устройство установлено на подвижную платформу 13 и может перемещаться по ж.д. пути 14 к леткам руднотермической печи для приема из них металла. Короткая сеть промежуточного устройства оборудуется клиновым, электромагнитным или пружинным разъединителем 15. Стационарный токоподвод 16 от подстанции до неподвижной головки 17 электродержателя 18 упрощает конструкцию разъема и повышает надежность его работы. Для регулирования мощности, выделяемой в шлаке при его подогрева, трансформатор промежуточного устройства снабжен переключателем ступеней напряжения под нагрузкой. Значительное расстояние между электродами и низкая электропроводность шлака позволяет устройству работать, как показали расчеты и опыт плавки при многошлаковом процессе, на рабочем напряжении 400-600 В. При этом потери в короткой сети будут минимальными, а cos ϕ≈0,95.
Реализация способа и работа промежуточного устройства осуществляется следующим образом.
После слива шлака от предыдущего выпуска промежуточное устройство отключается от трансформатора и закатывается под летку, после чего в устройство осуществляется выпуск очередной порции металла и шлака. Затем отверстие в своде промежуточного устройства перекрывается крышкой, а устройство перекатывается на его постоянное место, подключается с помощью механических разъединителей с дистанционным приводом к трансформатору и включается на подогрев шлака, который продолжается примерно в течение 60 мин, после чего открывается летка 6 для выпуска шлака, который сливается примерно в течение 4-10 мин на 80-90% после чего шлаковая летка 6 закрывается, устройство отключается от трансформатора и закатывается для приема из печи новой порции металла и шлака из следующей летки. Их выпуск из РТП производится также энергичной струей (примерно 10-15 мин/выпуск), после чего летка руднотермической печи (РТП) закрывается пушкой, а промежуточное устройство снова откатывается на постоянное место и подключается к трансформатору. Одновременно с подключением промежуточного устройства к трансформатору открывается нижняя летка и из промежуточного устройства выпускается металл. После наполнения ковша нижняя летка закрывается пушкой. Подогрев и осаждение корольков металла продолжается также примерно 60 мин, после чего шлак второго выпуска сливается через верхнюю летку, а устройство отключается и перекатывается к следующей летке РТП для приема очередного выпуска металла и шлака из электропечи. Таким образом, 2 ч времени работы промежуточного устройства между двумя очередными выпусками используются следующим образом: выпуск металла в ковш для разливки примерно 5 мин; прогрев и осаждение корольков металла примерно 60 мин; выпуск шлака в шлаковню примерно 10 мин; подготовка к приему очередного выпуска металла, ожидание и выпуск металла и шлака из РТП в промежуточное устройство и его выкатывание из под печи примерно 45 мин.
П р и м е р 1. Предлагаемый способ реализуется в условиях цеха, оборудованного мощными печами РПЗ-63-И-1 следующим образом. На каждую печь устанавливается промежуточное устройство объемом 30-35 м3, что позволяет принимать в устройство примерно 100 т металла и примерно 45 т шлака. Устройство оборудовано трансформатором мощностью 7,5 МВА с переключателем ступеней напряжения под нагрузкой в пределах 400-600 В. Обогрев шлака производят с помощью двух электродов диаметром 500 мм при их рабочей длине 1,8-3 м. Электроды закреплены в неподвижной головке электрододержателя с пружинно-пневматическим зажимом. Их перепуск осуществляют перед началом прогрева с помощью консольно-поворотного крана. Короткая сеть устройства снабжена клиновым или пружинным разъемом. Устройство установлено на тележке и может перемещаться от своего постоянного места к любой из трех леток РТП.
Выпуск металла из промежуточного устройства в ковш для разливки осуществляют через нижнюю летку, размещенную в его торцевой (овальной) стенке. Нижняя летка оборудована пушкой, которая может закрыть металлическую летку. Выпуск шлака в шлаковую чашу производят через верхнюю летку, расположенную в промежутке между электродами в плоскости, перпендикулярной летке для выпуска сплава.
П р и м е р 2. Выпуск металла и шлака с использованием промежуточного устройства в цехе, оборудованном мощным РТП РПЗ-63 И1, реализуется следующим образом. Промежуточное устройство после ремонта и разогрева футеровки выкатывается и устанавливается под одну из леток РПЗ-63И1, после чего в устройство производится выпуск металла и шлака. После закрывания летки руднотермической печи устройство откатывается от печи, подключается к трансформатору и шлак прогревается в течение примерно 60 мин, после чего на 80-90% сливается в шлаковню через верхнюю летку, устройство отсоединяется от трансформатора и закатывается под вторую летку электропечи РПЗ-63 И1 и производится второй выпуск металла и шлака. После закрытия второй летки электропечи устройство вновь выкатывается и подключается к трансформатору, производится перепуск электродов. Одновременно с этим через нижнюю летку в футерованный ковш выпускается порция (30-35 т) металла. Его выпуск прекращается после наполнения ковша путем закрывания нижней летки, которые осуществляются на струе с помощью пушки. После перепуска электродов и завершения выпуска порции металла или одновременно с ним включается электрообогрев шлака второго выпуска, который также продолжается 60 мин, после чего промежуточное устройство отключается, а шлак выпускается в шлаковую чашу. После этого операции по приему в промежуточное устройство металла и шлака из электропечи и их разделению повторяются.
Предлагаемый способ выпуска и разделения металла от шлака и промежуточное устройство для его осуществления по сравнению с прототипом позволяет получить следующие преимущества: значительно уменьшить потери металла при его выпуске и разливке (примерно на 9-13% ); уменьшить затраты сырья (концентрата, кокса, флюсов и электродной массы) на 1 т товарного сплава на 9-13% на 6,5-10% понизить расход электроэнергии на тонну товарного сплава; создает условия для организации довосстановления оксидов из отвального шлака; понижает себестоимость сплава на 11-15% полностью ликвидирует необходимость переплава отходов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА МАЛОФОСФОРИСТОГО УГЛЕРОДИСТОГО ФЕРРОМАРГАНЦА | 1991 |
|
RU2033455C1 |
| СПОСОБ ВЫПЛАВКИ МЕТАЛЛИЧЕСКОГО МАРГАНЦА ИЗ КОНЦЕНТРАТА ХИМОБОГАЩЕНИЯ | 1991 |
|
RU2007485C1 |
| Флюсовый способ производства низкокремнистого углеродистого ферромарганца | 1977 |
|
SU773088A1 |
| Способ получения ферросиликованадиевой лигатуры с повышенным содержанием ванадия | 1989 |
|
SU1633001A1 |
| Способ производства бесфосфористого углеродистого ферромарганца | 1988 |
|
SU1640192A1 |
| Способ рафинирования металла синтетическим шлаком | 1981 |
|
SU964009A1 |
| СПОСОБ ПЛАВКИ ТЕХНИЧЕСКОГО КРЕМНИЯ И ВЫСОКОКРЕМНИСТЫХ СОРТОВ ФЕРРОСИЛИЦИЯ | 1994 |
|
RU2086696C1 |
| ШИХТА ДЛЯ ПЛАВКИ УГЛЕРОДИСТОГО ФЕРРОМАРГАНЦА | 1991 |
|
RU2023042C1 |
| Способ получения электрокорунда | 1980 |
|
SU929560A1 |
| Способ выплавки углеродистого ферромарганца из бедных руд | 1983 |
|
SU1157107A1 |
Использование: для производства ферросплавов непрерывным карботермическим шлаковым процессом. Сущность изобретения: металл и шлак выпускают из руднотермической печи в обогреваемое за счет электроэнергии промежуточное устройство, выдерживают до полного отделения корольков и капель металла из шлака, после чего шлак сливают в шлаковую чашу через специальную летку, в ковш для разливки сплава после приема в устройство второго выпуска металла и шлака, после чего операции повторяют. Промежуточное устройство представляет из себя емкость, состоящую из овального кожуха с днищем из листового железа, футерованную огнеупорным кирпичом, которая образует ванну. В кожухе и огнеупорной футеровке имеются две летки, нижняя для выпуска металла в ковш, верхняя для слива отработанного шлака в шлаковню. Устройство оборудовано сводом с тремя отверстиями, неподвижными электродами. Устройство установлено на подвижную платформу. 2 с. п. ф-лы, 2 ил.
Способ отделения металла от шлака, включающий совместный периодический выпуск металла и шлака из электропечи в промежуточное устройство, выдержку до осаждения металла из шлака, слив шлака в шлаковню, разливку металла, отличающийся тем, что металл и шлак из электропечи выпускают в промежуточное устройство, обогреваемое электроэнергией, и выдерживают под током, шлак сливают в шлаковню через верхнюю летку устройства, а металл выпускают для разливки через нижнюю летку после приема в промежуточное устройство второго выпуска металла и шлака из электропечи, после чего операции повторяют.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Миксер для раплавленного алюминия и его сплавов | 1978 |
|
SU723348A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
