Предлагаемый способ относится к металлообработке и может быть использован при изготовлении неподвижных ножей роторных бреющих головок электробритв.
Известен способ изготовления неподвижного ножа роторной бреющей головки электробритвы (Отчет "Проведение исследований по электроалмазной прорезке пазов на неподвижных ножах электробритв типа "Агидель", СПКТБЭО, 1991), состоящий из механической обработки, термической обработки, прорезки пазов, снятия заусенцев, шлифовании, притирки и полирования.
В данном способе прорезки пазов осуществляют до шлифования (снятия припуска по наружной поверхности) алмазно-абразывными дисками. Способ прошел опытную проверку на Уфимском приборостроительном производственном объединении (УППО).
Недостатком способа является возникновение после электроалмазной обработки острых кромок и микрозаусенцев по наружной поверхности решетки, которые снижают качество ножей и потребительские свойства изделия. Кроме того, усилия, возникающие при резании алмазно-абразивными дисками создают остаточное макронапряжения в заготовке, которые снижают прочность бреющей и проявляются в последующей механической обработке. В этом случае резко ограничивается количество прорезаемых пазов, возрастает процент брака. Из-за большой стоимости инструмента повышается себестоимость изделия.
Известен способ, изготовления неподвижных ножей бреющей роторной головки электробритвы типа "Агидель" по технологическому процессу N 44-8933, применяемому в настоящее время на УППО. Способ состоит в том, что деталь N 9А7.740.047-неподвижный нож роторной бреющей головки электробритвы из стали 40Х13 проходит последовательно ряд механических операций: автоматную и токарные, при которых получают заготовку будущего ножа, фрезерную, на которой производится прорезка пазов дисковыми фрезами; термическую обработку (закалку); зачистку заусенцев (механическую) и шлифовальную операцию, снимающую припуск на наружной поверхности; притирочную, снимающую припуск на внутренней поверхности бреющей решетки ножа, и полировальную.
Недостатком данного способа является деформация рабочей решетки и образование в ее пазах при последующей механической обработке трудноудаляемых заусенцев и острых кромок. Острые кромки перемычек на наружной поверхности решетки при эксплуатации раздражает и царапают кожу лица. Кроме того, методом фрезерования на рабочей решетке ножа невозможно (без увеличения диаметра) получить более 80 пазов, т.к. усилия, возникающие при фрезеровании и последующей зачистке заусенцев деформируют и ломают тонкие перемычки решетки. Количество пазов на решетке связано с качеством бритья. С увеличением числа пазов улучшается чистота и уменьшается время бритья.
Известен способ изготовления неподвижного ножа роторной бреющей головки электробритвы, включающий механическую обработку заготовки, термическую обработку (закалку), прорезку пазов бреющей решетки электрохимическим методом с использованием электрода-инструмента по авт. свид. N 631296 (прототип). По этому способу прорезку пазов производят на серийном электрохимическом станке 442ОФ11 Троицкого станкостроительного завода, и после прорезки пазов выполняются операции шлифования ножа по наружной поверхности бреющей решетки и притирки внутренней поверхности бреющей решетки.
Основными недостатками данного способа являются низкая степень локализации собственного процесса электрохимического растворения и нестабильность его выходных технологических показателей. Вследствие этого при его реализации происходит образование относительно больших (0,06 0,09 мм) радиусов скругления входных и выходных кромок прорезаемого паза на бреющей рабочей решетке неподвижного ножа. При последующей притирке плоскости внутренней поверхности решетки, для образования острой режущей кромки приходится удалять соответствующий припуск (0,06 0,09 мм). Значительный разброс толщины слоя металла, снимаемого при электрохимической прорезке с наружной поверхности ножа, обуславливает необходимость увеличения операционного припуска и последующего шлифования наружной поверхности рабочей решетки ножа. При этом удаляется полезное для потребительского качества ножа скругление наружных кромок решетки.
Задачей изобретения является снижение трудоемкости изготовления неподвижных ножей бреющих роторных головок электробритв за счет уменьшения радиусов скругления кромок пазов на внутренней поверхности и, соответственно, уменьшения припуска на операцию притирки и повышения качества бритья за счет создания при электрохимической прорезке и сохранения на последующих стадиях обработки оптимальных радиусов скругления кромок на наружной поверхности рабочей решетки.
Для решения этой задачи в способе изготовления неподвижного ножа роторной бреющей головки электробритвы, включающим механическую и термическую обработки и электрохимическую прорезку пазов, согласно изобретению механическая обработка включает до электрохимической прорезки пазов обработку наружной поверхности ножа до окончательных размеров, а после прорезки пазов - окончательную доводку этой поверхности полировкой и притирку внутренней поверхности ножа, а при электрохимической прорезке пазов задают принудительные колебания одному из электродов, ножу или электроду -инструменту, подают рабочие импульсы, синхронизируя начало подачи импульсов с фазой сближения электродов, контролируют текущее значение напряжения в импульсе с регистрацией его выбросов в периоды взаимного сближения и удаления электродов и регулируют скорость подачи одного из электродов на отклонение параметров фактических импульсов напряжения от эталонных, контролируя допустимую величину нестабильности процесса, о которой судят по разности  отношений сопротивлений для предыдущего εR
отношений сопротивлений для предыдущего εR
где U* напряжение на межэлектродном промежутке при максимальном сближении электродов;
tи длительность импульса рабочего тока;
t текущее время импульса (0 <t <tи);
K1 1,952,
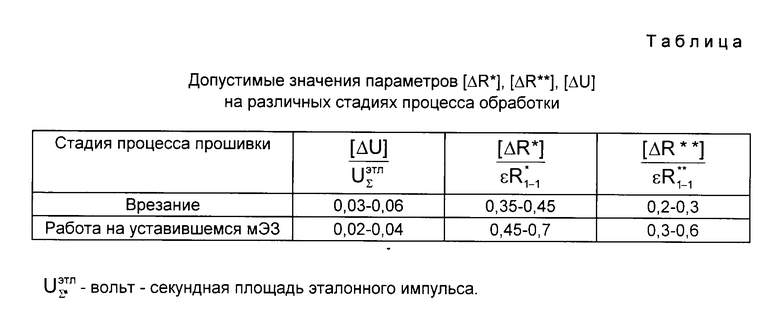
при этом для каждой выбранной эталонной формы импульса напряжения в паузе между импульсами рабочего тока вычисляют разности ΔR*, ΔR** отношений сопротивлений и абсолютную разность ΔU вольт-секундных площадей эталонного и фактического импульсов напряжения и, если полученные величины ΔR* и ΔR** не превышают заданных [ΔR*] [ΔR**] определяемых эмпирически как граница стабильности процесса и разность ΔU меньше заданной [ΔU] то скорость подачи электрода увеличивают, в противном случае уменьшают.
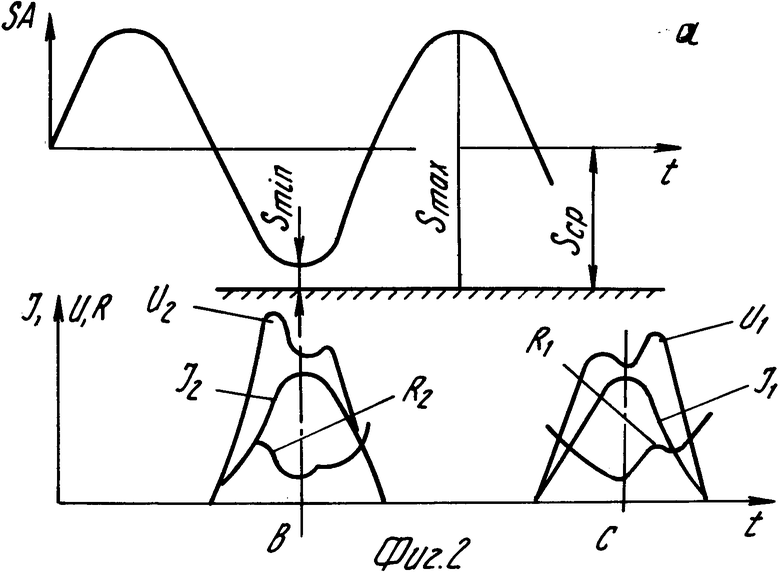
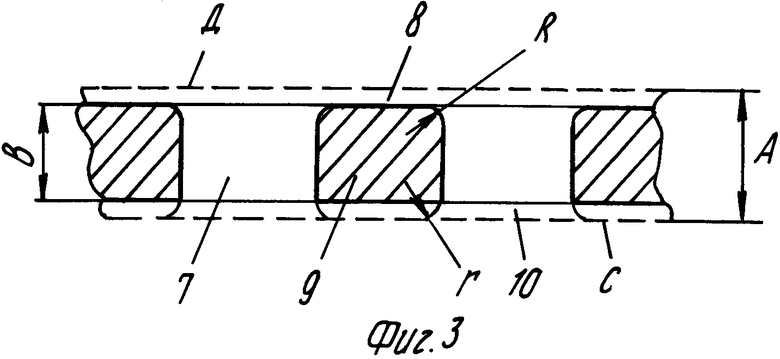
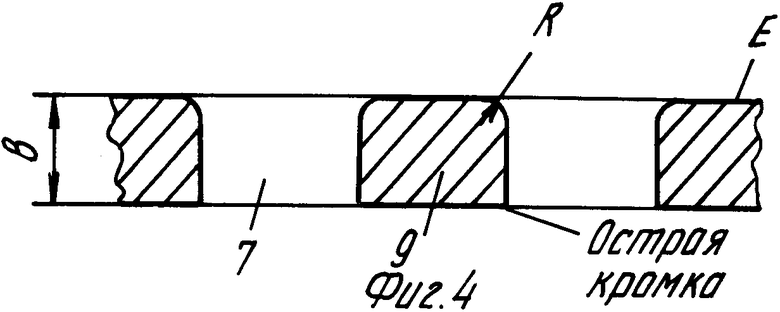
В дальнейшем предлагаемое изобретение поясняется конкретными примерами его выполнения и прилагаемыми чертежами, подтверждающими возможность его осуществления, где изображено на фиг.1 схема осуществления предлагаемого способа электрохимической обработки согласно изобретению; на фиг.2 временная диаграмма изменения параметров процесса (напряжения, сопротивления, тока) при колебательном движении ЗИ относительно заготовки, согласно изобретению; на фиг. 3 припуск D, снимаемый после термообработки и припуск C, снимаемый после электрохимической прорезки пазов, согласно изобретению; на фиг.4 - полированная поверхность E после электрохимической прорезки и острая кромка после электрохимической прорезки и притирки, согласно изобретению.
Сущность предлагаемого способа заключается в следующем.
От источника питания 1 (фиг.1) через МЭП, образованный ЭИ 2 электрод-заготовкой 3 периодически с заданной частотой пропускают униполярные импульсы рабочего тока прямой полярности и заданной формы, например синусоидальной. Частота прохождения импульсов тока через МЭП синхронизирована с частотой колебания ЭИ таким образом, что импульс тока подается и в тот момент времени, когда электрод-инструмент 2 и электрод-заготовка 3 расположены друг относительно друга на минимальном расстоянии Smin.
На входе в МЭП создается избыточное давление электролита P1. Электрод -заготовка 3 установлена на столе станка и перемещается в направлении ЭИ со скоростью подачи V. Электрод инструмент совершает периодические возвратно-поступательные движения по гармоническому закону S(t), обеспечиваемому кривошипно-шатунным механизмом 5 и двигателем 6. При начальном сближении электродов на относительно больших МЭЗ поток электролита имеет турбулентный характер, насыщен парогазовым пузырьками. МЭП на этой стадии процесса имеет относительно большое электрическое сопротивление. В результате быстрого сближения ЭИ и заготовки в МЭП начинает повышаться давление электролита Ps. При этом уменьшается объем и увеличивается скорость растворения в электролите содержащейся в МЭП парогазовой фазы.
Электрическое сопротивление МЭП уменьшается. Таким образом, создаются условия для прохождения через МЭП значительных токов электролиза. При быстром отводе ЭИ от поверхности заготовки 3 давление Ps электролита в МЭП резко снижается, возрастает объем парогазовой фазы, сопровождающийся стремительным нагревом и вскипанием электролита, создаются условия для прогрессирующей кавитации. Электрическое сопротивление МЭП возрастает. Соответственно заданной форме импульса рабочего ока и изложенной феноменологии изменения электрического сопротивления МЭП формируется оригинальная форма импульса напряжения (фиг.2c), которая при определенных сочетаниях параметров электрического, кинематического и гидродинамического режимов может характеризоваться значительными ассиметричными искажениями формы по переднему и заднему фронтам. На фиг. 2b приведен случай, когда давление электролита на входе МЭП больше оптимального, т.е. P1 > Pопт.. Это вызывает значительный выброс напряжения по переднему фронту и, соответственно, повышение энергоемкости процесса и вероятности возникновения электрического пробоя. Собственно процесс обработки в этих условиях характеризуется значительной нестабильностью, что проявляется, в частности, в нестабильности формы импульса напряжения. На фиг.2c приведен случай, когда давление электролита на входе в МЭП меньше оптимального, т.е. P1 <Pопт. В данном случае, из-за недостаточного расхода электролита через МЭП, в фазе отвода ЭИ происходит запирание его парогазовой смесью и продуктами электродных реакций. Возникающее при этом резкое повышение электрического сопротивления МЭП вызывает, соответственно, значительный выброс напряжений по заднему фронту, повышение вероятности электрического пробоя МЭП и приводит к повышению энергоемкости процесса. Как и предыдущем случаем процесс обработким весьма нестабилен, что также отражается в нестабильности формы вольт-секундной осцилограммы импульса напряжения. При правильном выборе параметров режима обработки осцилограмма импульса напряжения практически симметрична относительно временной метки максимального сближения электродов.
Описанная феноменология позволила сформулировать следующие принципы ведения процесса электрохимической прорезки пазов, которые состоят в том, что процесс осуществляют с регулированием скорости подачи электрод-инструмента по отклонению параметров фактических импульсов напряжения от эталонных, контролируя допустимую величину нестабильности процесса по разности  отношений сопротивлений для предыдущего εR
отношений сопротивлений для предыдущего εR
где U*- напряжение на МЭП при максимальном сближении электродов;
tи длительность импульса рабочего тока;
t- текущее время импульса (0 <t ≅ tи; K1 1,952 - коэффициент формы импульса, полученный в результате нормирования функции
При этом для каждой выбранной эталонной формы импульса напряжения в паузе между импульсами рабочего тока вычисляют разности отношений сопротивления ΔR*, ΔR** и абсолютную разность ΔU вольт-секундных площадей эталонного и фактического импульсов напряжения и, если разности ΔR*, ΔR** не превышают заданных величин [ΔR*], [ΔR**] определяемых эмпирически как граница стабильности процесса (см. табл.), и разность ΔU меньше заданной ΔU (см. табл. ), то скорость подачи Vэи электрода инструмента увеличивают, в противном случае уменьшают.
Применение на операции электрохимической прорезки пазов указанной последовательности действий обеспечивает: повышение локализации процесса анодного растворения что, в свою очередь, позволяет уменьшить радиус скругления выходной (внутренней) кромки рабочей решетки до 0,02 0,04 мм; уменьшение величины растворения рабочей решетки по внутренней и наружной поверхности и стабилизацию выходных технологических показателей по точности и качеству обработанной поверхности. Это позволяет уменьшить припуск на притирку внутренней поверхности решетки до 0,04 0,06 мм, т.е. снизить в 1,5 2 раза трудоемкость операции притирки и получить после нее окончательный размер рабочей решетки, т. е. ликвидировать операцию шлифования наружной поверхности после электрохимической прорезки пазов. Последнее позволяет сохранить на наружной решетки радиусы скругления входных кромок, повышающие качество бритья.
Конкретный пример реализации предлагаемого способа изготовления неподвижного ножа электробритвы, согласно изобретению.
По предлагаемому способу после механической обработки бреющей решетки в размер "A" (фиг. 3), производят термическую обработку (закалку). В этом случае коробление заготовки отсутствует, т. к. пазы 7 еще не прорезаны и заготовка не ослаблена. После этого производят операцию шлифования по наружной поверхности "Д", для снятия припуска 8, а затем осуществляют электрохимическую прорезку пазов 7.
Электрохимическая прорезка пазов производилась на модернизированных электрохимических станках модели 440Ф11 (изготовитель Троицкий станкостроительный завод) в водном растворе электролита следующего состава:
нитрат натрия 9%
Перед началом обработки колеблющийся ЭИ 2 (фиг.1) и заготовку 3 при отсутствии на них напряжения сближает до взаимного касания и отводят на заданную начальную (Sн 0,2 мм) величину МЭЗ.
Затем устанавливают следующий режим обработки:
частота колебаний электрода-инструмента, (Гц) 50;
длительность импульса напряжения, (мс) 8;
амплитуда колебания электрода-инструмента (мм) 0,2;
амплитуда импульса напряжения в момент наименьшего расстояния между электродами, (В) 9;
давление электролита на входе в МЭП, (MPa) 0,05;
температура электролита, (Co) 18.
После выполнения электрохимической прорезки на кромках перемычек 9 (фиг. 3) с обеих сторон образуются радиусы R и r. Операция притирки снимает припуск 10 с внутренней стороны решетки "C". Снятие этого припуска удаляет радиус r и создает острую режущую кромку, а наружная поверхность "E" (фиг.4) полируется и является окончательной с радиусом R.
Полученная бреющая решетка по предлагаемому способу имеет 90 пазов и является оптимальной, обеспечивающей качество бритья и наилучшие потребительские свойства изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1990 |
|
RU1755471C |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| БРЕЮЩАЯ ГОЛОВКА ЭЛЕКТРОБРИТВЫ | 1997 |
|
RU2124433C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| РЕЖУЩАЯ ГОЛОВКА ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2124982C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| РЕЖУЩАЯ ГОЛОВКА ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2113981C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2369470C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
Использование: изобретение относится к способам изготовления неподвижного ножа роторной бреющей головки электробритвы с применением электрохимических методов обработки. Сущность изобретения: после механической обработки бреющей решетки производят термическую обработку. Далее производят операцию шлифования по наружной поверхности, а затем осуществляют электрохимическую прорезку пазов, окончательную доводку полировкой и притирку внутренней поверхности ножа. При электрохимической прорезке пазов одному из электродов задают принудительные колебания и подают рабочие импульсы, синхронизирующие начало подачи импульсов с фазой сближения электродов. Регулируют скорость подачи одного из электродов по отклонению фактических импульсов напряжения от эталонных. Эталонные импульсы определяют для различных стадий обработки. 4 ил, 1 табл.
Способ изготовления неподвижного ножа роторной бреющей головки электробритвы, включающий механическую и термическую обработки и электрохимическую прорезку пазов, отличающийся тем, что механическая обработка включает до электрохимической прорезки пазов обработку наружной поверхности ножа до окончательных размеров, а после прорезки пазов окончательную доводку этой поверхности полировкой и притирку внутренней поверхности ножа, а при электрохимической прорезке пазов задают принудительные колебания одному из электродов, ножу или электроду-инструменту, подают рабочие импульсы, синхронизируя начало подачи импульсов с фазой сближения электродов, контролируют текущее значение напряжения в импульсе с регистрацией его выбросов в периоды взаимного сближения и удаления электродов и регулируют скорость подачи одного их электродов по отклонению параметров фактических импульсов напряжения от эталонных, контролируя допустимую величину нестабильности процесса, о которой судят по разности  отношений сопротивлений для предыдущего
отношений сопротивлений для предыдущего  и последующего εR
и последующего εR отношений сопротивлений для предыдущего εR
отношений сопротивлений для предыдущего εR
где U* напряжение на межэлектродном промежутке при максимальном сближении электродов;
tn длительность импульса рабочего тока;
t текущее время импульса (0 <t <tn);
K1 1,952,
при этом для каждой выбранной эталонной формы импульса напряжения в паузе между импульсами рабочего тока вычисляют разности ΔR*, ΔR** отношений сопротивлений и абсолютную разность ΔU вольт-секундных площадей эталонного и фактического импульсов напряжения, и если полученные величины ΔR* и ΔR** не превышают заданных [ΔR*], [ΔR**] определяемых эмпирически как граница стабильности процесса, и разность ΔU меньше заданной [ΔU], то скорость подачи электрода увеличивают, а в противном случае уменьшают.
| Электрод-инструмент | 1976 |
|
SU631296A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

