Изобретение относится к металлообработке, в частности к способам размерной электрохимической обработки (ЭХО) деталей из высокопрочных сталей и сплавов.
Известен способ электрохимической обработки в проточном электролите в условиях периодических колебаний электрода-инструмента (ЭИ), синхронизированных с импульсами технологического тока, при котором регулирование межэлектродного зазора (МЭЗ) производят по значению второй производной d2R/dt2 электрического сопротивления межэлектродного промежутка по времени импульса при отводе ЭИ от обрабатываемой поверхности электрод-заготовки (ЭЗ) [1]
Недостатком этого способа является то, что он не указывает как вести процесс на разных стадиях внедрения ЭИ в тело заготовки и поэтому не позволяет стабильно поддерживать минимальную величину МЭЗ, а используемый для управления процессом информационный параметр (d2R/dt2) весьма косвенно связан с величиной МЭЗ и неоднозначно характеризует физико-химические и гидродинамические процессы в МЭП, вследствие чего снижается точность и качество обработанной поверхности.
Известен также способ электрохимической размерной обработки с использованием импульсного источника питания с падающей вольт-амперной характеристикой, при котором обработку выполняют при вибрации одного из электродов и подаче импульсов напряжения в фазе сближения электродов, контролируя текущее значение напряжения импульса, особо выделяя выбросы напряжения по переднему фронту на участке сближения и по заданному фронту на участке разведения электродов и регулируют момент подачи импульса относительно момента максимального сближения электродов, соблюдая при этом равенство выбросов по переднему и заднему фронтам, причем задерживают подачу импульса при преобладании выбросов напряжения на участках сближения и подают импульсное напряжение с опережением при преобладании выброса напряжения на участке разведения [2]
При известной информативности используемых в данном способе электрических сигналов они косвенно отражают состояние межэлектродного промежутка (МЭП), как в части оценки минимального МЭЗ, так и в части характера протекающих в нем физико-химических реакций. В результате этого выбор оптимального сочетания параметров режима в процессе обработки осуществляется оператором станка по осциллограммам процесса на основе неформализуемой и априорной информации.
Наиболее близким аналогом, принятым в качестве прототипа, является способ электрохимической размерной обработки, в котором при использовании импульсного источника питания с круто-падающей вольт-амперной характеристикой, обработку выполняют при вибрации одного из электродов и подаче импульсов напряжения в фазе сближения электродов, при котором контролируют текущее значение импульса напряжения, выделяя выбросы напряжения на участках сближения и разведения электродов, и регулируют их значения, изменяя давление электролита на входе в МЭП [3]
Недостатком данного способа является то, что выбросы напряжения являются косвенными параметрами в отношении величины МЭЗ и не могут обеспечить однозначную квалификацию физико-химических явлений, протекающих в МЭП при различных сочетаниях параметров режима обработки и на различных стадиях технологической операции, например, врезании или обработке сложнофасонных объемных поверхностей, доставляющих существенное изменение формы и площади обработки с глубиной врезания и т.д. В результате этого данный способ не может обеспечить автоматическую (без участия оператора) стабильную обработку на минимальных МЭЗ и на различных стадиях операции.
Таким образом, известные способы электрохимической обработки не обеспечивают достижение максимальных значений выходных технологических показателей, которые можно было бы получить при оптимальной реализации способа ЭХО вибрирующим ЭИ на импульсном токе либо требуют высокой квалификации оператора.
Задачей изобретения является повышение производительности, точности и качества обработанной поверхности на электрохимическом копировально-прошивочном станке на различных стадиях углубления ЭИ в заготовку при минимальном участии оператора.
Поставленная задача решается тем, что по способу электрохимической размерной обработки, в котором при использовании импульсного источника питания с крутопадающей вольт-амперной характеристикой обработку производят при колебательном движении одного из электродов и подаче импульсов тока в фазе сближения электродов, контролируют текущие значения параметров импульса напряжения и регулируют значения напряжения, изменяя значение тока при максимальном сближении электродов и скорость подачи электрода-инструмента, задерживая или опережая подачу импульса тока относительно момента максимального сближения электродов и изменяя давление на входе в МЭП, обработку осуществляют с регулированием скорости подачи ЭИ по отклонению параметров фактических импульсов напряжения от эталонных, контролируя допустимую величину нестабильности процесса по разности Δ R*= I ε Ri* ε Ri-1* I отношений сопротивлений для предыдущего ε Ri-1* (Ri-1пф/Ri-1нп) и последующего ε Ri* (Riпф/Riнп) импульсов напряжения и по разности Δ R** I ε Ri** εRi-1** I отношений сопротивлений для предыдущего ε Ri-1** (Ri-1зф/Ri-1нп) и последующего ε Ri** (Riзф/Riнп) импульсов напряжения, где Ri,i-1нп сопротивление МЭП в фазе наибольшего сближения электродов, а Ri,i-1пф и Ri,i-1зф соответственно, сопротивления МЭП в равных по фазе, характерных точках переднего и заднего фронтов предыдущего i 1 и последующего i импульсов, причем на стадии врезания до выхода на рабочий МЭЗ в качестве эталонного импульса напряжения принимают импульс, описываемый гладкой экстремальной функцией, например, положительной полуволной синусоиды с амплитудой, равной напряжению на МЭП при максимальном сближении электродов, и длительностью, равной длительности импульса рабочего тока, а после выхода на рабочий зазор, в начальной стадии углубления ЭИ в заготовку, в качестве эталонного импульса напряжения принимают импульс колоколообразной формы с плоской вершиной, имеющий амплитуду, равную напряжению на МЭП при максимальном сближении электродов, и длительность, равную длительности импульса рабочего тока, затем после углубления на величину (0,3-0,5) мм плюс две амплитуды вибрации ЭИ, дальнейшую обработку производят по эталонному импульсу напряжения седлообразной формы с амплитудой в точке локального минимума, равной напряжению на МЭП при максимальном сближении электродов, и амплитудами в точках локальных максимумов, равными (1,05-1,1) амплитуды в точке локального минимума, и длительностью, равной длительности импульса рабочего тока, при этом для каждой выбранной эталонной формы импульса напряжения в паузе между импульсами рабочего тока вычисляют разности Δ R*, Δ R** отношений сопротивлений и абсолютную разность Δ U вольт-секундных площадей эталонного и фактического импульсов напряжения и, если полученные величины Δ R*, Δ R** не превышают заданных [ Δ R*] [Δ R**] и разность Δ U меньше заданной [Δ U] то скорость подачи ЭИ увеличивают, в противной случае уменьшают.
Предлагаемый способ размерной электрохимической обработки позволяет выполнять различные копировально-прошивочные операции в заготовках из труднообрабатываемых материалов с высокой точностью, производительностью и качеством обработанной поверхности.
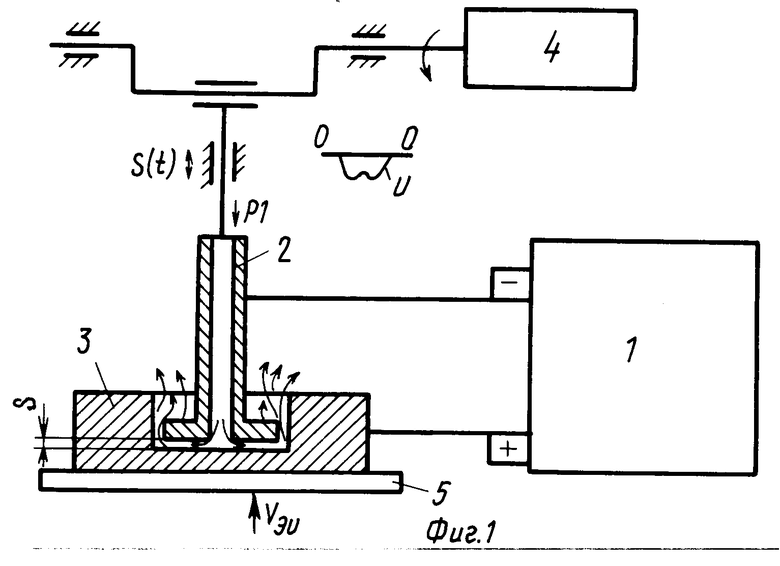
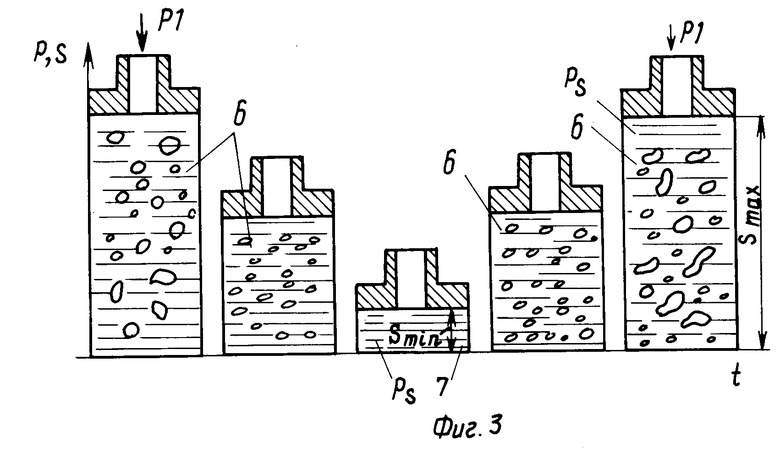
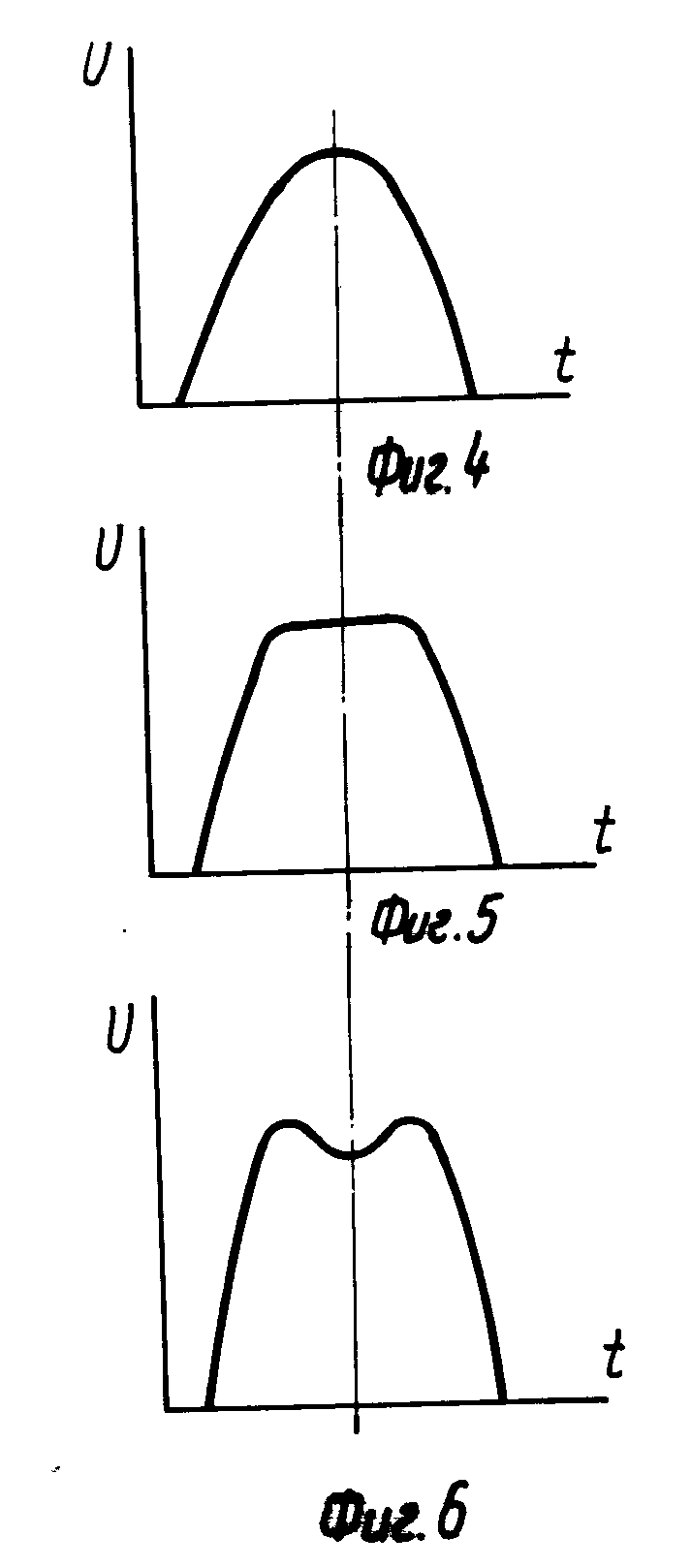
На фиг. 1 изображена схема осуществления предлагаемого способа размерной электрохимической обработки согласно изобретению; на фиг. 2 временная диаграмма изменения кинематических и электрических параметров процесса; на фиг. 3 характер изменения состояния межэлектродной среды в процессе обработки; на фиг. 4 эталонная форма импульса напряжения на стадии врезания ЭИ в заготовку; на фиг. 5 эталонная форма импульса напряжения в начальной стадии углубления ЭИ в заготовку на установившемся равновесном рабочем зазоре; на фиг. 6 эталонная форма импульса напряжения после углубления ЭИ в заготовку на (0,3-0,5) мм.
Сущность предлагаемого способа заключается в следующем.
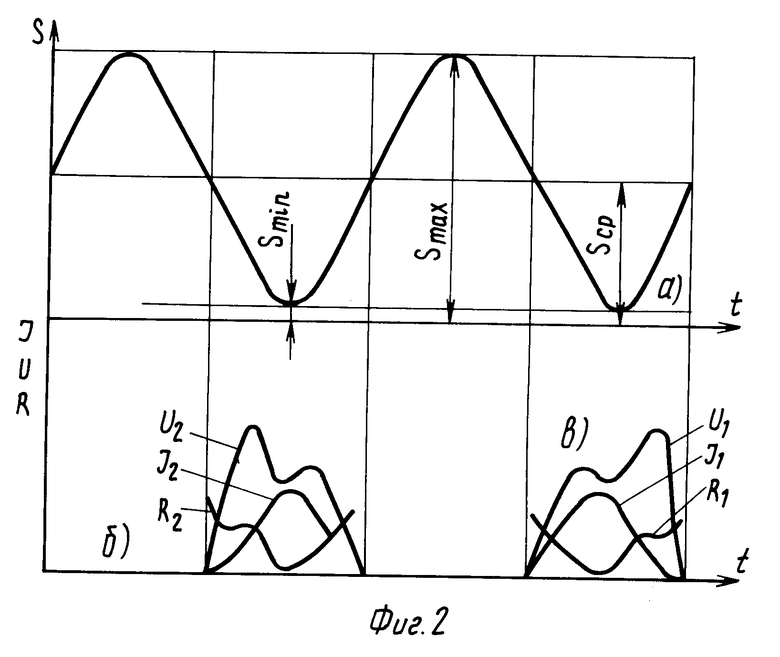
От источника питания 1 через МЭП, образованный ЭИ 2 и электрод-заготовкой 3, периодически с заданной частотой пропускают униполярные импульсы рабочего тока прямой полярности и заданной формы синусоидальной. Частота прохождения импульсов тока через МЭП синхронизирована с частотой колебаний ЭИ таким образом, что импульс тока подается в фазе сближения электродов и в момент времени, когда ЭИ 2 и электрод-заготовка 3 расположены относительно друг друга на минимальном расстоянии Sмин (фиг. 2а).
На входе в МЭП создается избыточное давление электролита Р1 (фиг. 1). Электрод-заготовка 3 установлена на столе 5 стакана и перемещается в направлении ЭИ со скоростью подачи Vэи. ЭИ совершает периодические возвратно-поступательные движения по гармоническому закону S(t), обеспечиваемому кривошипно-шатунным механизмом и двигателем 4. При начальном сближении электродов на относительно больших МЭ 3 поток электролита имеет турбулентный характер, насыщен парогазовыми пузырьками. МЭП на этой стадии процесса имеет относительно большое электрическое сопротивление. В результате быстрого сближения ЭИ и заготовки в МЭП начинает повышаться давление электролита Рs (фиг. 3). При этом уменьшается объем и увеличивается скорость растворения в электролите содержащейся в МЭП парогазовой фазы 6. Электрическое сопротивление МЭП уменьшается. Таким образом, создаются условия для прохождения через МЭП значительных токов электролиза. При быстром отводе ЭИ от поверхности заготовки 3 давления Рs электролита в МЭП резко снижается, возрастает объем парогазовой фазы, сопровождающийся стремительным нагревом и вскипанием электролита, создаются условия для прогрессирующей кавитации. Электрическое сопротивление МЭП возрастает. Соответственно заданной форме импульса рабочего тока и изложенной феноменологии изменения электрического сопротивления МЭП формируется оригинальная форма импульса напряжения (фиг. 2с) которая при определенных сочетаниях параметров электрического, кинематического и гидродинамического режимов может характеризоваться значительными асимметричными искажениями формы по переднему и заднему фронтам. На фиг. 2б приведен случай, когда давление электролита на входе в МЭП больше оптимального, т.е. Р1 > Ропт. Это вызывает значительный выброс напряжения по переднему фронту и соответственно повышение энергоемкости процесса и вероятности возникновения электрического пробоя. Собственно процесс обработки в этих условиях характеризуется значительной нестабильностью, что проявляется в частности в нестабильности формы импульсов напряжения. На фиг. 2в приведен случай, когда давление электролита на входе в МЭП меньше оптимального, т.е. Р1 < Ропт. В данном случае в фазе отвода ЭИ в МЭП происходит вскипание электролита с образованием большого объема парогазовой смеси. Возникающее при этом резкое повышение электрического сопротивления МЭП вызывает соответственно значительный выброс напряжения по заднему фронту, повышение вероятности электрического пробоя МЭП и энергоемкости процесса. Как и в предыдущем случае процесс обработки весьма нестабилен, что также отражается в нестабильности формы вольт-секундной осциллограммы импульса напряжения. При правильном выборе параметров режима обработки осциллограмма импульса напряжения практически симметрична относительно временной метки максимального сближения электродов.
Описанная выше феноменология процесса импульсной ЭХО вибрирующим ЭИ позволяет модернизировать известный способ электрохимической размерной обработки таким образом, что обработку производят на разных стадиях технологической операции по отклонению параметров фактических импульсов напряжения от эталонных, контролируя допустимую величину нестабильности процесса по разности Δ R* I ε Ri* ε Ri-1* отношений сопротивлений для предыдущего ε Ri-1* (Rпф/Rнп) и последующего ε Ri* (Rпф/Rнп) импульсов напряжения и по разности Δ R** I ε Ri** ε Ri-1** I отношений сопротивлений для предыдущего ε Ri-1** (Rзф/Rнп) и последующего ε Ri**(Rзф/Rнп) импульсов напряжения, где Rнп сопротивление МЭП в фазе наибольшего сближения электродов, Rпф,зп соответственно сопротивления МЭП в характерных точках переднего и заднего фронтов импульса при уровне напряжения 1,5-2,5 В, причем на стадии врезания до выхода на рабочий МЭЗ в качестве эталонной формы импульса напряжения принимают положительную полуволну синусоиды с амплитудой, равной напряжению на МЭП при максимальном сближении электродов и полупериодом, равным длительности импульса рабочего тока, после выхода на рабочий зазор в качестве эталонной формы импульса напряжения принимают колоколообразную форму с плоской вершиной с амплитудой, равной напряжению на МЭП при максимальном сближении электродов, и длительностью, равной длительности импульса рабочего тока, которая описывается формулой
U = U*·sin
= U*·sin K1-sin
K1-sin ,
,
(1) где U* напряжение на МЭП при максимальном сближении электродов;
tи длительность импульса рабочего тока;
t текущее время импульса (0 < t ≅ tи);
К1 1,952 коэффициент формы импульса, полученный в результате нормирования функции
f*= sin K1-sin
K1-sin
(2) на единицу.
После углубления на величину рабочего буртика hσ (0,3-0,5) мм плюс две амплитуды вибрации ЭИ возможно дальнейшую обработку производить по эталонному импульсу напряжения седлообразной формы с амплитудой в точке локального минимума, равной напряжению U* на МЭП при максимальном сближении электродов и амплитудами в точках локальных максимумов, равными (1,05-1,1) амплитуды в точке локального минимума, т.е. (1,05-1,1)˙U* и длительностью, равной длительности импульса рабочего тока, описываемому формулой
U = K2·U*·sin
= K2·U*·sin K1-sin
K1-sin ,
,
(3) где коэффициенты К2 и К1 выбраны из условия обеспечения единичного значения функции К2˙f* в точке локального минимума и (1,05-1,1)˙U* в точках локальных максимумов импульса напряжения. В этом случае данные коэффициенты равны соответственно К1 1,3-1,8 и К2 2,-2,5. При этом для каждой выбранной эталонной формы импульса напряжения в паузе между импульсами рабочего тока вычисляют разности Δ R*, Δ R** отношений сопротивлений и абсолютную разность Δ U вольт-секундных площадей эталонного и фактического импульсов напряжения и если разности Δ R*, Δ R** не превышают заданных величин [Δ R*] [Δ R**] определяемых эмпирически как граница стабильности процесса и разность Δ U меньше заданной [Δ U] то скорость подачи Vэи ЭИ увеличивают, в противном случае уменьшают.
П р и м е р. Производилась электрохимическая обработка заготовки из стали 40Х13 в 8%-м водном растворе азотнокислого натрия на глубину 10 мм. Площадь обрабатываемой поверхности 500 мм2. В качестве оборудования использовался серийный электрохимический станок модели 4420Ф11 с модернизированной по предлагаемому изобретению системой управления.
Перед началом обработки (до включения источника технологического тока) колеблющийся ЭИ 2 (фиг. 1) и заготовку 3 ускоренно сближают до взаимного касания, регистрируемого специальным датчиком. На отсчетном устройстве устанавливают необходимую глубину обработки и разводят электроды на начальный МЭЗ (0,25 мм).
Затем устанавливают следующие режимы обработки: частота импульсов напряжения, синхро- низированная с часто- той колебаний ЭИ 50 Гц; длительность импульса тока 8 мс; амплитуда колебаний ЭИ 0,2 мм; амплитуда импульса на- пряжения в точке наиболь- шего сближения электродов 10 В; давление электролита на входе в МЭП 100-
400 кПа; температура электролита 291 К.
На стадии врезания (до выхода на равновесный рабочий МЭЗ) процесс осуществляют по эталонной форме импульса напряжения, которая приведена на фиг. 4. При этом последовательно увеличивалась уставка допустимой разности фактической и эталонной площадей импульсов напряжения. Для удобства оператора уставка на пульте управления отражалась в виде относительной процентной доли разности Δ U вольт-секундных площадей эталонного и фактического импульсов к вольт-секундной площади эталонного
εU  · 100% (4)
· 100% (4)
На стадии врезания величина ε U изменялась 20-35%
Граница нестабильности процесса, выражаемая в допустимых разностях Δ R*, Δ R** отношений сопротивлений для предыдущего и последующего импульсов напряжения для удобства оператора также выражалась в процентных долях соответственно
pR*=  · 100% (5)
· 100% (5)
pR**=  · 100% (6) и не превышала 3% на всех стадиях процесса, т.е. рR* < 3 и рR** < 3.
· 100% (6) и не превышала 3% на всех стадиях процесса, т.е. рR* < 3 и рR** < 3.
После завершения стадии врезания, что фиксировалось по соответствующей стабилизации формы осциллограммы импульса напряжения и приближения ее к эталонной, изображенной на фиг. 5, осуществлялся переход к следующему эталону формы импульса напряжения (см. фиг. 5). Далее, последовательно увеличивая уставку ε U, уменьшали рабочий МЭЗ. Увеличение ε U производилось до достижения допустимой нестабильности процесса, контролируемой системой управления по величинам Δ R* и Δ R**. При этом вступало в силу условие ограничения скорости подачи и оператор при дальнейшем увеличении уставки ε U не наблюдал сколько-нибудь существенных изменений в процессе. Таким образом достигался минимальный МЭЗ, при котором была возможна стабильная размерная электрохимическая обработка. На этой стадии процесса осциллограмма импульса напряжения может принимать форму, близкую к эталонной (фиг. 6). По аналогии с предыдущим осуществлялся переход к следующему эталону (фиг. 6) и для него вновь повторялся описанный выше цикл поиска минимально допустимого МЭЗ.
Осуществление предлагаемого способа электрохимической размерной обработки обеспечивает за счет ведения стабильного анодного растворения на малых МЭЗ, повышение физической производительности процесса в 1,3-1,5 раза при существенном снижении вероятности возникновения коротких замыканий и электрических разрядов в МЭП, вызванных неправильным выбором параметров режима обработки.
Предлагаемый способ электрохимической размерной обработки обеспечивает точность объемного копирования сложнофасонных поверхностей до 0,01 мм 0,005 мм. При этом шероховатость обработанной поверхности составляет Ra 0,1-0,08 мкм, а линейная скорость подачи 0,5-1,2 мм/мин (для рабочей площади ЭИ 0,5-15 см2).
Высокая точность объемного копирования, достигаемая при реализации изобретения, позволяет существенно снизить трудоемкость расчета и корректировки рабочего профиля ЭИ.
Тиражирование предлагаемого способа в промышленности может быть осуществлено в результате относительно простой модернизации аппаратной части системы управления серийных электрохимических копировально-прошивочных станков, например, 4420Ф11 (Троицкий станкозавод) или СЭП-902А (Ржевское ПО "Электромеханика").
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО НОЖА РОТОРНОЙ БРЕЮЩЕЙ ГОЛОВКИ ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2090319C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2195389C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
Использование: при электрохимической размерной обработке деталей из высокопрочных сталей и сплавов. Сущность изобретения: задают колебательные движения одному из электродов и подают рабочие импульсы от источника питания с крутопадающей вольт-амперной характеристикой, синхронизируя начало подачи импульсов с фазой сближения электродов, контролируют текущее значение напряжения в импульсе и регулируют величину напряжения путем изменения режимов обработки. Регулируют скорость подачи одного из электродов по отклонению параметров фактических импульсов напряжения от эталонных, контролируя допустимую величину нестабильности процесса, о которой судят по разности отношений сопротивлений для предыдущего и последующего импульсов напряжения в равных по фазе характерных точках переднего и заднего фронтов импульса при уровне напряжения 1,5 2,5В. На стадии обработки до выхода на рабочий зазор в качестве эталонного импульса принимают импульс, имеющий форму положительной полуволны синусоиды. После выхода на рабочий зазор и углубления электрода-интрумента в заготовку, в качестве эталонных используют импульсы, форма которых описывается соответствующими математическими выражениями. 1 з. п. ф-лы, 6 ил.
 отношений сопротивлений для предыдущего
отношений сопротивлений для предыдущего  и последующего εR
и последующего εR отношений сопротивлений для предыдущего
отношений сопротивлений для предыдущего  и последующего
и последующего  импульсов напряжения, где R
импульсов напряжения, где R
где U* напряжение на межэлектродном промежутке при максимальном сближении электродов;
tu длительность импульса рабочего тока;
t текущее время импульса (0 < t ≅ tu);
Ki 1,952,
при этом для каждой выбранной эталонной формы импульса напряжения в паузе между импульсами рабочего тока вычисляют разности ΔR*, ΔR** отношений сопротивлений и абсолютную разность ΔU вольт-секундных площадей эталонного и фактического импульсов напряжения, и если полученные величины ΔR*, ΔR** не превышают заданных [ΔR*], [ΔR**] определяемых эмпирически как граница стабильности процесса и разность ΔU не превышает задонной [ΔU], то скорость подачи электрода-инструмента увеличивают, в противном случае - уменьшают.
где U* напряжение на межэлектродном промежутке при максимальном сближении электродов;
tu длительность импульса рабочего тока;
t текущее время импульса (0 < t ≅ tu);
Ki 1,3 1,8;
K2 2,0 2,5.
| Способ электрохимической обработки | 1977 |
|
SU717847A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
