Изобретение относится к области импульсной электрохимической обработки (ЭХО) токопроводящих материалов вибрирующим электродом-инструментом (ЭИ) и может быть использовано при выполнении на поверхности уплотнительных вставок выступающих элементов (проволочек, усов, щетинок, пластинок), например, в конструкциях парогазотурбинных двигателей и газоперекачивающих агрегатов, позволяющих существенно уменьшить утечки газа, и считающихся одним из основных направлений модернизации проточной части парогазовой турбины.
Известен способ изготовления тонких стержней высотой, равной глубине обработки, путем подачи электролита в сквозные отверстия электрода-инструмента, в которых пространство между формообразующей частью и державкой заполнено токонепроводящим материалом [Авторское свидетельство СССР № 468755, кл. В23Н 3/00, 1976].
Недостаток данного способа заключается в том, что токонепроводящий материал электрода-инструмента при электрохимической обработке выступов на поверхности заготовки (стержней) затрудняет подвод электролита в зону обработки и отвод продуктов анодного растворения из зоны обработки, что существенно снижает производительность и качество изготовления этих выступов.
Кроме того, изготовление электрода-инструмента (ЭИ) представляет большую трудоемкость, а изготовление ЭИ с малыми отверстиями или щелями (0,5 мм и менее) и малыми расстояниями между ними (0,3 мм и менее) практически невозможно.
Известен также способ изготовления на обрабатываемой поверхности тонких выступов с использованием электрода-инструмента, состоящего из державки с отверстиями для подвода электролита к рабочей зоне и рабочего элемента, выполненного из металлической фольги в виде прикрепленной к державке в центре и по периферии круговой мембраны с центральным отверстием и формообразующими элементами вокруг него [Патент № 2198076, кл. В23Н 3/04, 7/22, 2003].
Известный электрод-инструмент позволяет получить тонкие выступы (проволочки, усы, щетины, пластинки) только в области кольцевого канала между периферией и центральным упором, что ограничивает технологические возможности получения проволочек и усов на сплошной поверхности уплотнительной вставки.
Наиболее близким предлагаемому способу по технической сущности является способ изготовления тонких выступов путем импульсной электрохимической обработки поверхности в водном растворе соли вибрирующим пластинчатым электродом-инструментом толщиной 50…100 мкм с множеством отверстий в нем заданной формы [Прецизионная электрохимическая обработка импульсным током /. Под ред. д-ра техн. наук, проф. А.Н.Зайцева. Уфа: Гилем, 2003. 196 с.].
Однако известный способ позволяет изготавливать выступы только малой высоты (до 2 мм) и не позволяет получить высокие выступы, например 6-10 мм, для изготовления уплотнительных вставок, которые необходимы для эффективной работы парогазовых турбин и газоперекачивающих агрегатов. При использовании электрода-инструмента с формообразующим элементом толщиной 50…100 мкм невозможно увеличить давление электролита на входе межэлектродного промежутка (МЭП) из-за малой его жесткости. При этом в результате зашламления МЭП и перегрева электролита из-за недостаточной скорости прокачки электролита и отсутствия обновления межэлектродной среды с новой порцией свежего электролита может произойти пробой МЭП. Кроме того, в настоящее время не известен способ изготовления проволочек, усов, щетинок и пластинок диаметром (толщиной) менее 0,3 мм с применением электрохимической размерной обработки на цельных металлических поверхностях, например на уплотнительных вставках парогазовых турбин.
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества и расширение технологических возможностей получения группы длинных выступов (проволочек, пластин, усов, щетинок) на уплотнительных вставках парогазотурбинных двигателей и газоперекачивающих агрегатов импульсной электрохимической обработкой.
Поставленная задача решается способом получения группы длинных тонких выступов на заготовках из сталей и сплавов импульсной электрохимической обработкой с использованием тонкого вибрирующего пластинчатого электрода-инструмента, имеющего группу отверстий заданной формы, осуществляемым в водном растворе солей с подачей импульсов в фазе наибольшего сближения электродов и регулированием скорости подачи электрода и напряжения импульсов, в котором в отличие от прототипа значение напряжения в фазе наибольшего сближения электродов плавно изменяют по мере врезания электрода-инструмента в заготовку, исходя из условий обеспечения гарантированного анодного растворения обрабатываемой поверхности в активной или транспассивной области, при этом регулируют подачу импульсов так, чтобы выброс напряжения до фазы наибольшего сближения электродов не превышал 5% значения напряжения в фазе наибольшего сближения электродов, а скорость подачи электрода-инструмента регулируют так, чтобы выброс напряжения после фазы наибольшего сближения электродов превышал значение напряжения в фазе наибольшего сближения электродов не более чем на 25%, но не менее чем на 5%.
Согласно изобретению обработку ведут с частотой вибрации электрода 10-100 Гц, подачей миллисекундных импульсов длительностью 0,4-1,4 мс или групп микросекундных импульсов длительностью 0,5-2,5 мс с длительностью импульсов в группе 20-80 мкс. При этом используют водный раствор однокомпонентных или многокомпонентных солей с общей концентрацией в пределах от 4 до 8%.
Согласно изобретению пластинчатый электрод-инструмент выполняют из латуни, бронзы или меди толщиной 0,1-0,5 мм.
Для получения выступов с вертикальными стенками на сталях мартенситного класса обработку начинают при напряжении в фазе наибольшего сближения электродов 10-11 В и по мере углубления электрода-инструмента в заготовку напряжение уменьшают пропорционально глубине обработки на 3…7%, а для получения выступов с наклонными стенками уменьшают его на 10…20%.
Для получения выступов с вертикальными стенками на сталях и сплавах аустенитного класса обработку начинают при напряжении в фазе наибольшего сближения электродов 8-9 В и по мере углубления электрода-инструмента в заготовку напряжение увеличивают пропорционально глубине обработки на 2…5%, а для получения выступов с наклонными стенками напряжение увеличивают на 7…12%.
Плавное изменение значения напряжения в фазе наибольшего сближения электродов, исходя из условий обеспечения гарантированного анодного растворения обрабатываемой поверхности в активной или транспассивной области в зависимости от глубины обработки с контролем выброса напряжения за пределами фазы наибольшего сближения электродов, позволяет изменять интенсивность растворения тонких (0,1-0,3 мм) выступов для получения заданной формы с обеспечением необходимой скорости подачи электрода.
Условия гарантированного анодного растворения обеспечиваются тем, что при использовании в качестве электролита азотнокислого натрия (NaNO3) анод может быть пассивным до высоких значений напряжения (например, до 6-8 В) на межэлектродном промежутке (МЭП). Однако, если увеличить напряжение на МЭП до потенциала анодно-анионной активации, происходит резкое увеличение плотности тока до определенной критической величины.
Однако такие металлы, как хром, молибден, хорошо растворяются только при высоких значениях напряжения, например более 8 В, в транспассивном состоянии. При этом по термодинамическим причинам степень окисления металла в пассивирующем оксиде увеличивается, оксид становится растворимым и перестает защищать анод от растворения (Е.М.Румянцев, А.Д.Давыдов, Е.Козак. Электрохимическая обработка деталей машиностроения. Иваново, 1978, с.25-40).
В предложенном изобретении стали аустенитного класса с содержанием никеля 18% и более, а также образующиеся оксиды тип NiO легко растворяются в активной области анодного растворения (или после анодно-анионной активации). Стали же мартенситного класса с содержанием хрома 12-18% растворяются с образованием трудно растворимых оксидных пленок типа Cr2O3 и CrО3 только при повышенных значениях напряжения, т.е. в транспассивной области вследствие внедрения ионов ОН- и NO3 -, причем, повышенные значения напряжения (плотности тока) существенно облегча.т растворение как самой металлической поверхности, так и оксидных пленок. Растворенные при высоких степенях окисления оксидные пленки легко удаляются с обрабатываемой поверхности и отводятся из зоны обработки.
Ведение процесса ЭХО по предлагаемому способу позволяет обработку тонких высоких выступов с необходимой точностью и качеством обработки как на сталях мартенситного, так и аустенитного класса.
При возникновении выбросов напряжения до фазы наибольшего сближения электродов или после нее, т.е. увеличении напряжения на некоторую величину относительно значения напряжения в фазе наибольшего сближения электродов, происходит заметное увеличение скорости растворения металла.
Кроме того, обработка с выбросами напряжения до и после фазы наибольшего сближения электродов с ограничением их величины позволяет использовать водные растворы солей малой концентрации и таким образом обеспечить высокую локализацию процесса, что повышает качество обрабатываемой поверхности и точность копирования электрода-инструмента.
Увеличение толщины ЭИ до 0,5 мм существенно повышает жесткость электрода-инструмента, что позволяет увеличить давление электролита на входе МЭП и обеспечивает надежный отвод продуктов анодного растворения из МЭП и значительно увеличивает производительность процесса.
Различие режимов обработки сталей мартенситного и аустнитного классов для получения, например, цилиндрических или конусных выступов объясняется, тем, что при обработке сталей мартенситного класса, например 20Х13, на поверхности получаемых выступов образуются прочные окисные пленки (оксиды железохромовых соединений), которые трудно растворяются при малых плотностях тока. Это приводит к тому, что обработку этих материалов можно начинать при более высоких значениях напряжения, не боясь сильного растворения образующихся выступов, а для получения конусных выступов на обрабатываемой поверхности напряжение необходимо уменьшать по мере углубления ЭИ в заготовку.
При обработке сталей и сплавов аустенитного класса, например ЭП33, ситуация другая, т.е. при образовании выступов на их поверхности образуется оксиды железо-хромово-никелевых соединений, которые легко растворяются и при малых плотностях тока. Поэтому, чтобы не растворять полностью образуемые выступы, в начале обработки задают меньшее значение напряжения, а к концу обработки это напряжение несколько увеличивают, но так, чтобы не сильно растворять вершины выступов.
В этом и другом случае в процессе углубления ЭИ в заготовку регулируют фазу подачи импульсов и скорость подачи электрода, контролируя величину выброса напряжения, и ведут обработку так, чтобы не допустить выброс напряжения за пределами фазы наибольшего сближения электродов выше допустимого.
Необходимость регулирования выбросов напряжения до и после фазы наибольшего сближения электродов в указанных пределах путем изменения фазы подачи импульсов и скорости подачи электрода объясняется следующим образом.
Увеличение выброса напряжения после фазы наибольшего сближения электродов больше 25% относительно значения напряжения в фазе наибольшего сближения электродов может привести к пробою межэлектродного промежутка с последующим возникновением короткого замыкания между электродом-инструментом и заготовкой и возможным выходом их из строя, а ведение процесса с выбросом напряжения после фазы наибольшего сближения электродов меньше 5% не обеспечивает необходимую производительность обработки.
Увеличение напряжения импульса до фазы наибольшего сближения электродов более 5% приводит к интенсивному растворению обрабатываемой поверхности и зашламлению МЭП, в результате чего в фазе наибольшего сближения электродов, также может произойти пробой МЭП и выход из строя ЭИ и обрабатываемой детали. Осуществление обработки так, чтобы не допустить увеличения напряжения до фазы наибольшего сближения электродов более 5% относительно значения напряжения в фазе наибольшего сближения электродов и ведение процесса с выбросом напряжения после фазы наибольшего сближения электродов от 5% до 25% относительно значения напряжения в фазе наибольшего сближения позволяет устойчиво вести процесс электрохимической обработки и получить качественные тонкие длинные (6-10 мм) выступы типа проволочек, усов, щетинок на поверхности цельной уплотнительной вставки.
Предлагаемый способ импульсной электрохимической обработки обеспечивает получение щеточного уплотнения со строго равномерным расположением щетинок, усов, проволочек на уплотнительных вставках, что позволяет пропитать их специальными средствами с учетом рабочей температуры и повысить уплотняющий эффект, особенно при использовании щеточных уплотнений во влажной среде, такой как водяной пар. Уплотнительную вставку пропитывают силиконовой, силикардовой или тефлоновой дисперсией или иными материалами с аналогичными свойствами, поскольку они, оседая на щетинках, проволочках, усах, пластинках уплотнительной вставки, практически полностью закупоривают промежутки между отдельными щетинками. При этом сами щетинки, усы, проволочки, пластины остаются в определенных пределах подвижными и упругими.
Кроме того, предлагаемый способ позволяет изготавливать различные эффективные охладители (радиаторы) с увеличенной площадью теплоотводящих поверхностей.
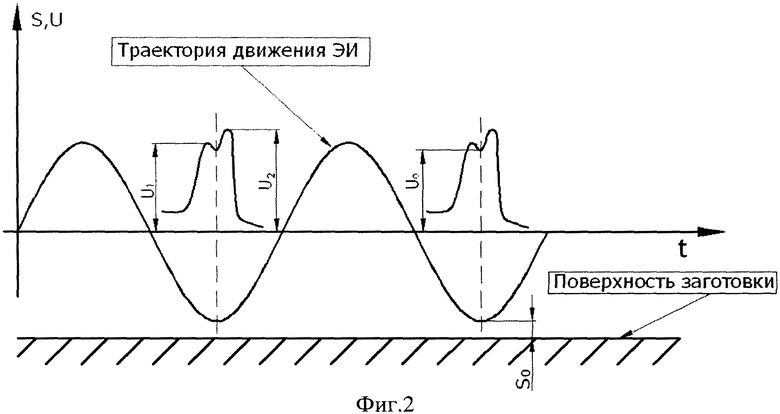
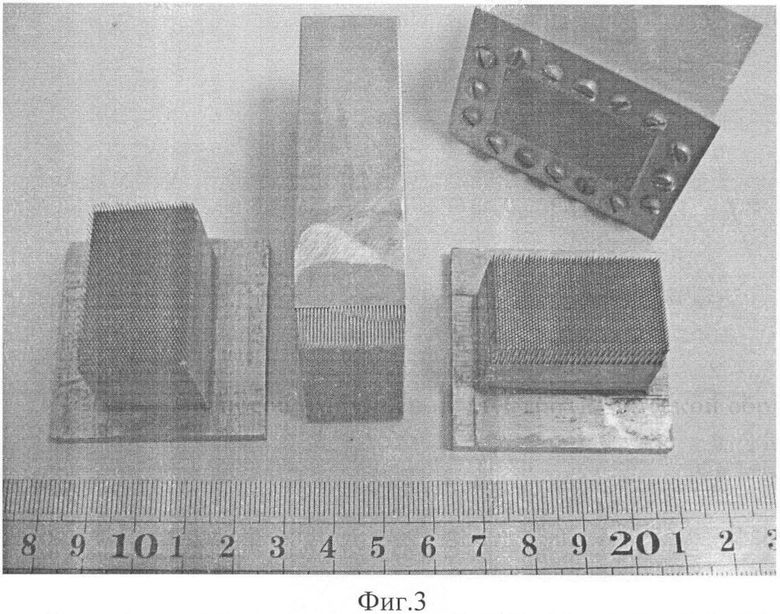
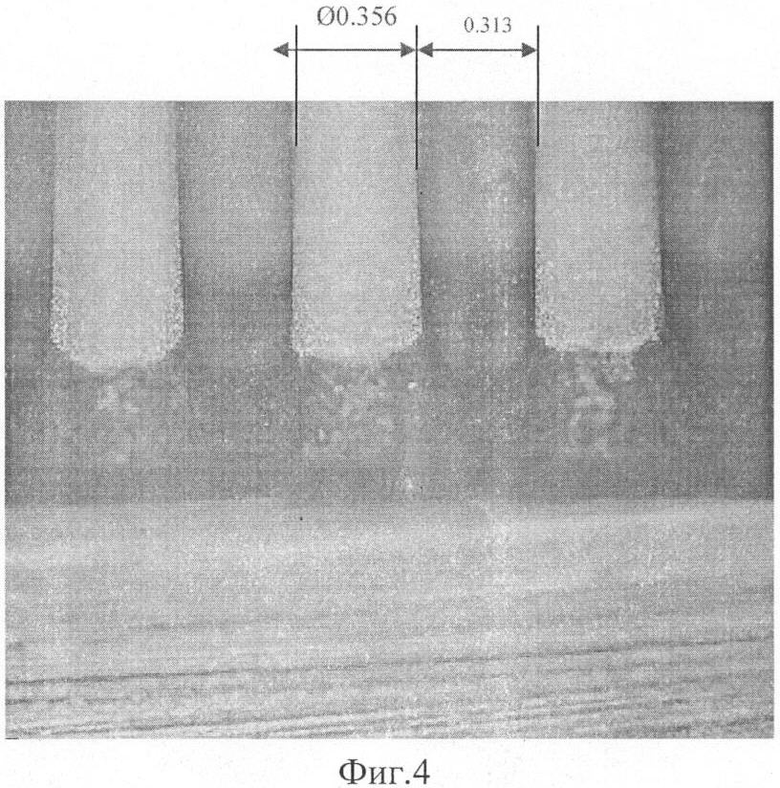
Сущность изобретения поясняется чертежами, где на фиг.1 изображена схема обработки заготовки и электрод-инструмент для ее осуществления; на фиг.2 - траектория движения электрода-инструмента и характер изменения подаваемых импульсов напряжения; на фиг.3 - фотографии электрода-инструмента и обработанных образцов; на фиг.4 - фотографии образованных выступов в увеличенном масштабе.
Предлагаемый способ осуществляют следующим способом.
Изготавливают электрод-инструмент с державкой 1 (фиг.1), на которую закрепляют винтами 2 тонкую формообразующую пластину 3 толщиной 0,1-0,5 мм в виде сетки с большим количеством круглых или фигурных отверстий, выполненных методом химического травления. Формообразующую пластину через державку 1 соединяют с отрицательным полюсом источника питания 4. Заготовку 5 соединяют с положительным полюсом источника питания 4. В процессе ЭХО электроду-инструменту сообщают вибрационные движения с частотой от 10 до 100 Гц. Вибрацию электрода-инструмента синхронизируют с импульсами (группами импульсов) источника питания. Длительность миллисекундных импульсов поддерживают в пределах 0,4-1,4 мс, а групп микросекундных в пределах 0,5-2,5 мс при длительности импульсов в группе 20-80 мкс. При этом применяют водный раствор однокомпонентных или многокомпонентных солей с концентрацией в пределах от 4 до 8%.
Давление электролита на входе межэлектродного промежутка создают в пределах Рэл=50-250 кПа. При этом электролит из отверстия 6 в державке поступает через формообразующие отверстия пластины 3 под заданным давлением Рэл в зону обработки. Электрод-инструмент с пластиной 3 углубляют в заготовку 5 на заданную глубину (6-10 мм). Для получения выступов с вертикальными или наклонными стенками по мере углубления электрода-инструмента в заготовку скорость подачи ЭИ, фазу, напряжение импульса Uo в фазе наибольшего сближения электродов плавно регулируют, исходя из условий обеспечения гарантированного анодного растворения в активной или транспассивной области, контролируя выбросы напряжения за пределами фазы наибольшего сближения электродов. Ведут обработку так, чтобы выброс напряжения U1 до фазы наибольшего сближения электродов не превышал 5% значения напряжения Uo в фазе наибольшего сближения электродов, а скорость подачи электрода регулируют так, чтобы выброс напряжения после фазы наибольшего сближения электродов U2 превышал значение напряжения Uo в фазе наибольшего сближения электродов не более чем на 25%, но не менее чем на 5%.
Так получают тонкие выступы в виде пластинок, проволочек, усов, щетинок на поверхности уплотнительных вставок парогазовых турбин.
Пример 1. Предлагаемый способ импульсной электрохимической обработки для получения тонких выступов заданной высоты и плотности их расположения на обрабатываемой поверхности, например уплотнительных вставках парогазовых турбин, реализован на модернизированном копировально-прошивочном станке модели 4420Ф11М. Пластинчатый электрод-инструмент выполнен из латунной пластины Л62 толщиной 0,3 мм, в которой выполнены несколько сот отверстий диаметром 0,45 мм. Обрабатывали заготовку из материала 20Х13 на глубину 8 мм, образуя при этом тонкие выступы количеством, равным количеству отверстий в электроде-инструменте. Прокачка электролита осуществлялась через отверстия в электроде-инструменте, в которых и образовались тонкие выступы высотой, равной глубине обработки. Используемый электролит -7,8% водный раствор азотнокислого натрия.
Перед началом обработки вибрирующий пластинчатый ЭИ и обрабатываемую заготовку сближали до взаимного касания при отсутствии на них напряжения и отводили на заданную величину начального межэлектродного зазора, равную 15 мкм. Затем установили следующий режим обработки:
В процессе обработки регулировали скорость подачи электрода-инструмента в пределах 0,045-0,050 мм/мин. По мере углубления электрода-инструмента в заготовку скорость подачи, фазу и величину напряжения в фазе наибольшего сближения электродов плавно изменяли в заданном диапазоне, контролируя выбросы напряжения за пределами фазы наибольшего сближения электродов. Вели обработку так, что допускали выбросы напряжения до фазы наибольшего сближения электродов U1 (фиг.2) в пределах 3-4% относительно значения напряжения в фазе наибольшего сближения электродов Uo. А скорость подачи ЭИ регулировали таким образом, чтобы выброс напряжения после фазы наибольшего сближения электродов
U2 превышал напряжение в фазе наибольшего сближения электродов на 15-17%.
В процессе обработки, по мере углубления ЭИ в заготовку, через каждые 1 мм уменьшали значение напряжения в фазе наибольшего сближения электродов на 0,2 В. При этом регулировали скорость подачи электрода и фазу подачи импульсов, поддерживая выброс напряжения до фазы наибольшего сближения электродов до 10,3 В, а за фазой наибольшего сближения электродов до 12 В. После углубления ЭИ в заготовку на глубину 8 мм станок автоматически выключался. Результаты измерений размеров обработанных выступов на материале 20Х13 приведены в таблице 1.
на - мм
Пример 2. Обрабатывалась заготовка из материала 10Х11Н23Т3МР (ЭП33) на глубину 6 мм, на том же станке, тем же электродом-инструментом и в том же составе электролита, что и на первом примере.
В данном случае, по мере углубления ЭИ в заготовку начальное напряжение в фазе наибольшего сближения электродов увеличивали через каждый миллиметр на 0,1 В. В процессе обработки путем регулирования скорости подачи электрода и фазы подачи импульсов поддерживали выброс напряжения до фазы наибольшего сближения электродов U1 с амплитудой 8,6 В, а за фазой наибольшего сближения электродов U2 с амплитудой 9,5 В. После углубления ЭИ в заготовку на глубину 6 мм станок автоматически выключался. Замеры размеров изготовленных выступов приведены в таблице 2.
на - мм
Проведенные эксперименты показали, что предлагаемый способ импульсной электрохимической обработки позволяет получить тонкие (и 0,25-0,36 мм) и длинные (6-8 мм) выступы. На приведенных примерах показано получение конусных выступов на уплотнительных вставках. Конусные выступы позволяют уплотнительным вставкам хорошо работать в условиях действия изгибающих механических и аэродинамических сил, существенно уменьшить утечки пара, газа и повысить КПД двигателя (установки), особенно если пропитать эти тонкие выступы специальными составами (силиконовой, силикардовой, тефлоновой дисперсией или иным материалом с аналогичными свойствами).
Таким образом, предлагаемый способ импульсной электрохимической обработки позволяет создать новый технологический процесс производства качественных щеточных уплотнительных вставок газотурбинных двигателей и газоперекачивающих агрегатов и существенно улучшить их технико-экономические показатели. Кроме того, этот способ позволяет создавать и производить различные охладители, например эффективные радиаторы разнообразного назначения.
Предлагаемый способ импульсной электрохимической обработки тонких выступов - проволочек, усов, щетинок и пластинок заданной высоты на поверхности металлических изделий, легко осуществляется с использованием известных современных станков с вибрирующим электродом-инструментом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2195389C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО НОЖА РОТОРНОЙ БРЕЮЩЕЙ ГОЛОВКИ ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2090319C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2226142C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |

Изобретение относится к области импульсной электрохимической обработки токопроводящих материалов. Способ получения группы длинных тонких выступов на заготовках из сталей и сплавов импульсной электрохимической обработкой с использованием тонкого вибрирующего пластинчатого электрода-инструмента, имеющего группу отверстий заданной формы, осуществляют в водном растворе солей с подачей импульсов в фазе наибольшего сближения электродов и регулированием скорости подачи электрода и напряжения импульсов. Значение напряжения в фазе наибольшего сближения электродов плавно изменяют по мере врезания электрода-инструмента в заготовку, исходя из условий обеспечения гарантированного анодного растворения обрабатываемой поверхности заготовки в активной или транспассивной области, при этом регулируют подачу импульсов так, чтобы выброс напряжения до фазы наибольшего сближения электродов не превышал 5% значения напряжения в фазе наибольшего сближения электродов, а скорость подачи электрода-инструмента регулируют так, чтобы выброс напряжения после фазы наибольшего сближения электродов превышал значение напряжения в фазе наибольшего сближения электродов не более чем на 25%, но не менее чем на 5%. Способ позволяет повысить качество и расширить технологические возможности получения группы длинных тонких выступов на уплотнительных вставках парогазотурбинных двигателей и газоперекачивающих агрегатах. 5 з.п. ф-лы, 4 ил., 2 табл.
1. Способ получения группы длинных тонких выступов на заготовках из сталей и сплавов импульсной электрохимической обработкой с использованием тонкого вибрирующего пластинчатого электрода-инструмента, имеющего группу отверстий заданной формы, осуществляемый в водном растворе солей с подачей импульсов в фазе наибольшего сближения электродов и регулированием скорости подачи электрода и напряжения импульсов, отличающийся тем, что значение напряжения в фазе наибольшего сближения электродов плавно изменяют по мере врезания электрода-инструмента в заготовку, исходя из условий обеспечения гарантированного анодного растворения обрабатываемой поверхности заготовки в активной или транспассивной области, при этом регулируют подачу импульсов так, чтобы выброс напряжения до фазы наибольшего сближения электродов не превышал 5% значения напряжения в фазе наибольшего сближения электродов, а скорость подачи электрода-инструмента регулируют так, чтобы выброс напряжения после фазы наибольшего сближения электродов превышал значение напряжения в фазе наибольшего сближения электродов не более чем на 25%, но не менее чем на 5%.
2. Способ по п.1, отличающийся тем, что обработку ведут с частотой вибрации электрода 10-100 Гц и подачей миллисекундных импульсов длительностью 0,4-1,4 мс или групп микросекундных импульсов длительностью 0,5-2,5 мс с длительностью импульсов в группе 20-80 мкс.
3. Способ по п.1, отличающийся тем, что используют водный раствор однокомпонентных или многокомпонентных солей с общей концентрацией в пределах от 4 до 8%.
4. Способ по п.1, отличающийся тем, что пластинчатый электрод-инструмент выполняют из латуни, бронзы или меди толщиной 0,1-0,5 мм.
5. Способ по п.1, отличающийся тем, что для получения выступов с вертикальными стенками на сталях мартенситного класса обработку начинают при напряжении в фазе наибольшего сближения электродов 10-11 В и по мере углубления электрода-инструмента в заготовку напряжение уменьшают пропорционально глубине обработки на 3-7%, а для получения выступов с наклонными стенками напряжение уменьшают на 10-20%.
6. Способ по п.1, отличающийся тем, что для получения выступов с вертикальными стенками на сталях и сплавах аустенитного класса обработку начинают при напряжении в фазе наибольшего сближения электродов 8-9 В и по мере углубления электрода-инструмента в заготовку напряжение увеличивают пропорционально глубине обработки на 2-5%, а для получения выступов с наклонными стенками напряжение увеличивают на 7-12%.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1991 |
|
RU2028885C1 |
| Электрод-инструмент | 1972 |
|
SU468755A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1998 |
|
RU2198076C2 |
| JP 2006272484 A, 12.10.2006. | |||

