Изобретение относится к области импульсной электрохимической обработки (ЭХО) жаропрочных и титановых сплавов. Предлагаемое изобретение может быть использовано для выполнения различных копировально-прошивочных операций при изготовлении сложнофасонных поверхностей деталей машин и инструментов из труднообрабатываемых материалов, например жаропрочных и титановых сплавов.
Известен способ электрохимической размерной обработки, в котором при использовании импульсного источника питания с падающей вольтамперной характеристикой обработку выполняют при вибрации одного из электродов и подаче импульсов напряжения в фазе сближения электродов и контролируют текущее значение импульсов напряжения, выделяя выбросы напряжения на участках сближения и удаления электродов, значения которых регулируют, изменяя давление электролита на входе межэлектродного зазора (Авторское свидетельство СССР №717847, М. Кл. В 23 Н 3/02, 1977).
Известен способ электрохимической размерной обработки, в котором при использовании импульсного источника питания с падающей вольтамперной характеристикой обработку выполняют при вибрации одного из электродов и подаче импульсов напряжения в фазе сближения электродов и контролируют текущее значение импульсов напряжения, выделяя выбросы напряжения на участках сближения и удаления электродов, регулируют подачу импульсов относительно момента максимального сближения электродов, задерживая подачу импульсов при наличии выброса напряжений на участке сближения электродов и подают импульсное напряжение с опережением при наличии выброса напряжения на участке разведения электродов, при этом скорость подачи электрода-инструмента (ЭИ) увеличивают до образования третьего локального экстремума максимума напряжения в середине импульса и поддерживают эту скорость, чтобы выброс напряжения не превышал значения напряжения в середине импульса более чем на 20 процентов (Патент РФ №2038928, М. Кл. В 23 Н 3/02, 1995, Бюл. №19). Так как при осуществлении указанных способов используют длинные импульсы (длительностью в несколько миллисекунд), они не позволяют получить достоверную информацию об опасной с точки зрения возникновения короткого замыкания между электродами величине минимального межэлектродного зазора (МЭЗ) при использовании пакета микросекундных импульсов, что не позволяет вести процесс на наименьших значениях величины МЭЗ и, следовательно, достичь максимальной производительности, точности и качества.
Таким образом, особенностью указанных известных способов электрохимической обработки является то, что при их осуществлении используют весьма длительные (˜1...10 мс) импульсы. За время их действия межэлектродный промежуток успевает заполняться продуктами анодного растворения - шламом и парогазовой смесью, температура электролита повышается. В условиях использования малых межэлектродных зазоров нарушается стабильность протекания процесса, что приводит к снижению производительности, качества и точности формообразования обрабатываемой поверхности, особенно при обработке жаропрочных и титановых сплавов.
Известен способ изготовления неподвижного ножа роторной бреющей головки электробритвы с использованием электрохимического способа (Патент RU 2090319 С1, 6 В 23 Н 3/00, 1997, Бюл. №26). При электрохимической прорезке пазов одному из электродов задают принудительные колебания и подают рабочие импульсы, синхронизирующие начало подачи импульсов с фазой сближения электродов. Регулируют скорость подачи одного из электродов по отклонению фактических импульсов напряжения от эталонных. Эталонные импульсы определяют для различных стадий обработки.
Известен также способ электрохимической обработки, когда электрод-инструмент позиционируют относительно поверхности электрода-заготовки на заданном расстоянии. В процессе обработки между электродом-инструментом и электродом-заготовкой пропускают импульсы электрического тока. Определяют параметры, характеризующие плотность тока, например сопротивление, и принимают их в качестве критерия межэлектродного расстояния (зазора). По данному способу определяют момент времени, когда характеристики плотности тока в течение соответствующего импульса напряжения сначала превышают эталонный набор характеристик, имеющих одинаковую форму, а затем следует снижение ниже указанного набора характеристик, что считается критерием межэлектродного зазора [WO 02/086198 - PCT/DE02/01450 (31.10.2002)]. Это техническое решение, как наиболее близкое по технической сущности и достигаемому эффекту, принято нами в качестве прототипа.
Недостатком данного способа является то, что при обработке с использованием группы импульсов анализ изменения характеристик плотности тока отдельных импульсов не дает достоверную информацию о состоянии свойств межэлектродного промежутка (МЭП). Кроме того, при использовании группы импульсов микросекундной длительности (10 мкс и менее) по отдельным импульсам практически невозможно определить начальное превышение, а затем снижение характеристик плотности тока относительно эталонного. Оценка межэлектродного расстояния по начальному превышению, а затем снижению ниже эталонного является сугубо частным случаем. Это связано с тем, что изменение плотности тока в течение отдельных импульсов зависит как от свойств применяемого электролита, так и от состава материала обрабатываемой заготовки. Поэтому известный способ не дает достоверную информацию о величине минимального межэлектродного зазора, которая бы позволила надежно осуществить процесс и повысить производительность, точность и качество обработки.
Таким образом, известные способы электрохимической обработки в условиях применения пакетов импульсов микросекундной длительности и колебательного движения электрода, синхронизированного с подачей пакетов импульсов, не обеспечивают достижение высокой точности, производительности и качества обработки при формообразовании сложнофасонных поверхностей, так как не гарантируют стабильного поддержания малых межэлектродных зазоров без возникновения коротких замыканий и пробоев межэлектродного промежутка при обработке заготовок из разных материалов.
Задачей, на решение которой направлено заявляемое изобретение, является повышение точности, качества и производительности обработки сложнофасонных поверхностей в заготовках из разных материалов путем поддержания между электродами предельно малых зазоров в условиях использования пакетов микросекундных импульсов.
Поставленная задача достигается способом электрохимической обработки жаропрочных и титановых сплавов с вибрацией электрода-инструмента, включающим подачу пакетов напряжения, синхронизированных с моментом максимального сближения электрод-инструмента и детали, измерение одного или нескольких согласованных значений напряжения и тока в каждом импульсе, вычисление соответствующих значений сопротивлений межэлектродного промежутка и регулирование скорости подачи по изменению этих параметров, в котором в отличие от прототипа в процессе обработки скорость подачи регулируют по изменению форм огибающих, построенных по значениям сопротивлений межэлектродного промежутка для одноименных точек импульсов в пакете. Например, сравнивают значения сопротивлений на двух огибающих, построенных по начальной и конечной точкам каждого импульса и сначала увеличивают скорость подачи, увеличивая разность значений сопротивлений на огибающих для каждого импульса, затем дальнейшим повышением скорости подачи обеспечивают уменьшение вышеуказанной разности и определяют такую скорость подачи, при которой указанная разность для одного или нескольких импульсов пакета в области фазы максимального сближения электродов приобретает заданное минимальное значение по абсолютной величине или нуль, и в дальнейшем ведут обработку, регулируя скорость подачи электрод-инструмента таким образом, чтобы разность значений сопротивлений на огибающих находилась в экспериментально установленных пределах. При этом по крайней мере одна из огибающих приобретает локальный максимум и обработку ведут, поддерживая его значение в экспериментально установленных пределах. Обработку можно вести, поддерживая на огибающей экспериментально установленную разность между значением локального максимума сопротивления и его минимальным значением в фазе сближения электродов.
Можно контролировать минимальные значения сопротивлений на огибающей в окрестности фазы максимального сближения электродов до и после локального максимума сопротивления и поддерживать их значения примерно одинаковыми. При этом выравнивание уровней огибающей до и после локального максимума производят путем опережения или задерживания подачи пакета импульсов относительно времени достижения фазы максимального сближения электродов, причем для уменьшения уровня огибающей до локального максимума пакеты импульсов подают с задержкой, а после локального максимума - с опережением.
Выравнивание уровней огибающей до и после локального максимума можно производить также путем изменения давления электролита на входе межэлектродного промежутка, причем для уменьшения уровня огибающей до локального максимума давление электролита уменьшают, а после локального максимума увеличивают.
Предлагаемый способ электрохимической обработки позволяет выполнять различные копировально-прошивочные операции в заготовках из труднообрабатываемых жаропрочных и титановых сплавов с высокой производительностью, точностью и качеством обработки за счет сравнительного анализа форм импульсов в пакете, дающих достоверную информацию об изменении межэлектродного зазора и опасности возникновения в нем пробоя.
В дальнейшем предлагаемое изобретение поясняется конкретными примерами его выполнения и прилагаемыми рисунками, подтверждающими возможность его осуществления, на которых:
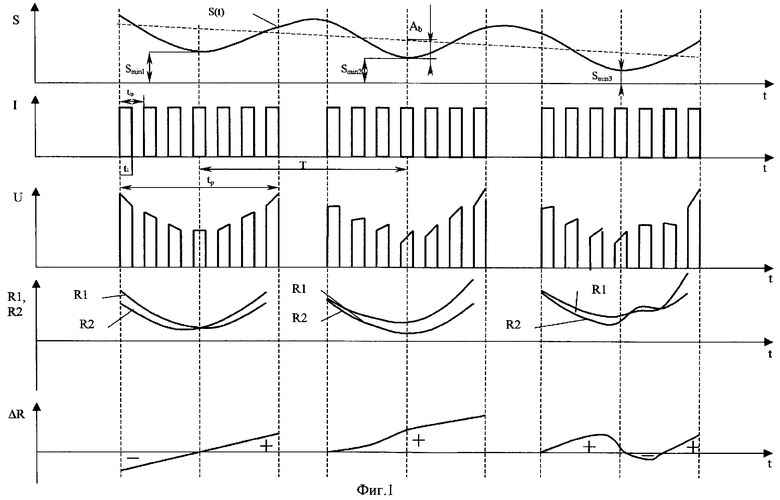
фиг.1 схематично изображает траекторию движения электрода-инструмента, характерные формы импульсов тока, напряжения и огибающих импульсов сопротивления в начальных R1 и конечных R2 точках пакетов, которые подают синхронно с фазой максимального сближения вибрирующего электрода-инструмента и электрода-заготовки на разных межэлектродных зазорах Smin согласно изобретению;
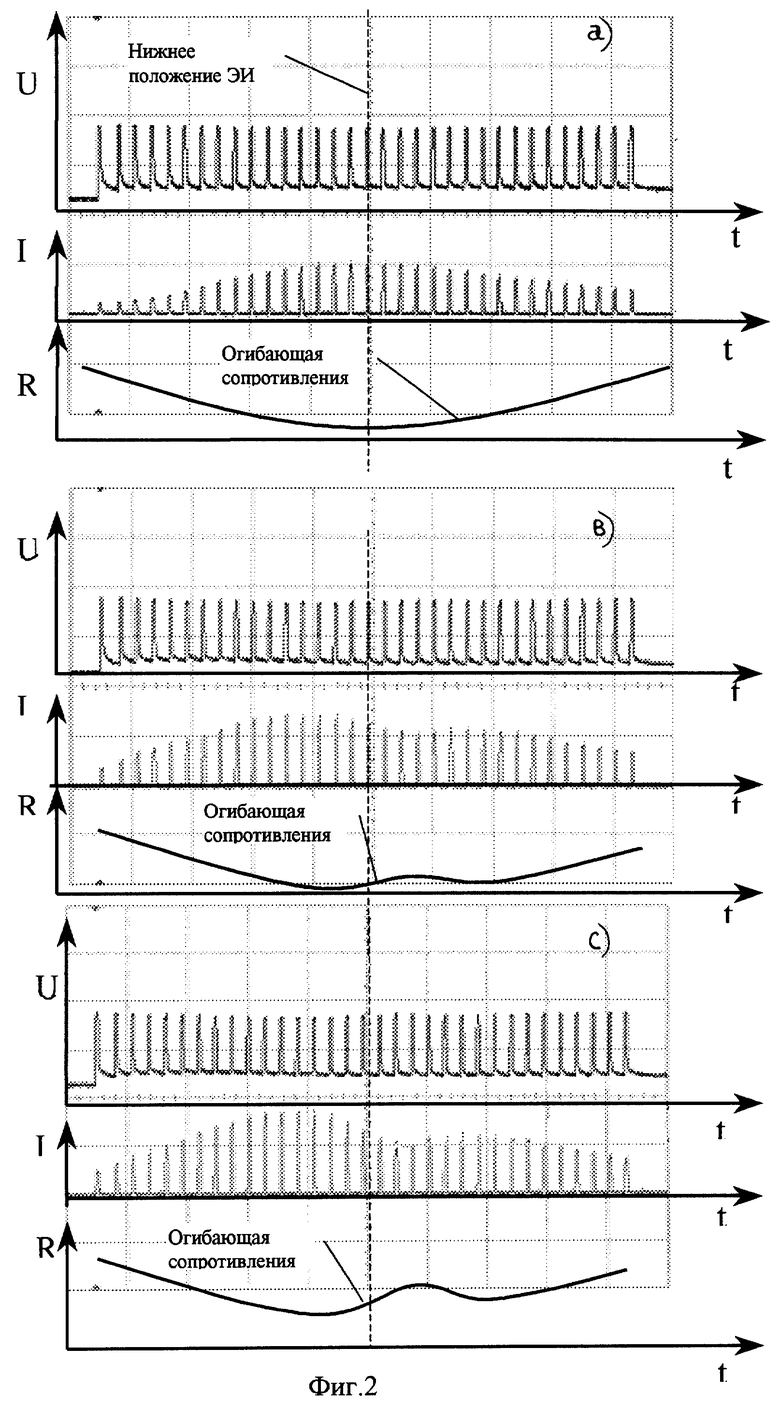
фиг.2 схематично изображает изменение амплитуды импульсов тока и огибающей импульсов сопротивления межэлектродного промежутка в зависимости от величины межэлектродного зазора при электрохимической обработке пакетами (группами) микросекундных импульсов, согласно изобретению позиция а) соответствует МЭЗ Smin1, в) Smin2, с) Smin3.
Способ осуществляют следующим образом. После включения станка, источника питания и насоса для подачи электролита в межэлектродный промежуток выставляют рабочий зазор 0,01...0,05 мм и под давлением электролита на входе межэлектродного промежутка (20...1000 кПа) производят электрохимическую обработку с подачей на электроды пакета регулируемых импульсов напряжения U (фиг.1). Обработку осуществляют с использованием вибрирующего электрода-инструмента с частотой в пределах 1...100 Гц и амплитудой колебания 0,1-0,2 мм. При этом источник питания выдает пакеты импульсов напряжения с частотой, равной частоте колебания электрода-инструмента. Пакеты импульсов синхронизируют с моментом максимального сближения электродов, т.е. с моментом достижения минимального межэлектродного зазора (Smin) величиной 0,005...0,02 мм. Скорость подачи в процессе обработки плавно регулируют, периодически контролируя изменение форм огибающих, построенных по нескольким характерным точкам импульсов сопротивления, например по начальной и конечной точкам каждого импульса. Сущность способа в этом случае состоит в том, что в процессе обработки путем повышения скорости подачи ЭИ сначала увеличивают разность между значениями огибающих (фиг.1) при межэлектродном зазоре Smin1, затем дальнейшим увеличением скорости подачи ЭИ ее уменьшают и добиваются, чтобы указанная разность для одного или нескольких импульсов пакета в области фазы максимального сближения электродов приобрела минимальное значение по абсолютной величине или нуль (при МЭЗ Smin3). В дальнейшем ведут обработку на максимальной скорости подачи ЭИ, достигая величины этой разности нулевого или заданного близкого к нулю значения.
Для упрощения алгоритма и программно-аппаратной реализации системы управления скорость подачи в процессе обработки плавно регулируют, периодически контролируя изменение формы только одной огибающей пакета импульсов сопротивления, построенной по заданным точкам на каждом импульсе пакета, при этом скорость подачи плавно увеличивают сначала до образования вогнутой формы огибающей с глобальным минимумом (фиг.1 при Smin1 и фиг.2а), затем, продолжая увеличение скорости подачи, добиваются образования на этой огибающей локального экстремума максимума (фиг.1 при Smin2 и фиг.2в), характеризующегося тем, что в окрестности фазы максимального сближения электродов образуется область возрастания этой огибающей, а затем область убывания, причем эта огибающая свое экстремальное (максимум) значение имеет в окрестности этой фазы. Затем регулируют скорость подачи, не допуская уменьшения локального максимума меньше заданной величины, и в процессе обработки поддерживают его в заданных пределах. Значения локальных минимумов сопротивления до и после локального максимума поддерживают примерно равными путем регулирования начала подачи пакета импульсов и давления электролита на входе межэлектродного зазора.
Однако при дальнейшем увеличении скорости подачи из-за уменьшения величины МЭЗ меньше допустимого, например менее 5 мкм, в фазе максимального сближения электродов начинается интенсивное газовыделение и накопление продуктов электрохимической реакции. Это вызывает резкое увеличение сопротивления R межэлектродного промежутка в фазе или непосредственно за фазой максимального сближения электродов (фиг.1 при зазоре Smin3 и фиг.2с). По мере удаления от фазы нижнего положения и по мере увеличения межэлектродного зазора скорость прокачки через него свежего электролита повышается, что приводит к уменьшению сопротивления МЭП и, следовательно, к увеличению тока. Затем ток снова уменьшается к концу пакета импульсов из-за существенного увеличения МЭЗ вследствие отвода ЭИ от поверхности заготовки в процессе колебательного его движения. Поэтому при осуществлении обработки не допускают сильного увеличения сопротивления, т.е. уменьшения тока в фазе максимального сближения электродов, и процесс ведут на грани возникновения ситуации, угрожающей опасностью возникновения короткого замыкания между электродами и поддерживают экспериментально установленную разность между локальными максимумом и минимумом.
Проведенные исследования показали, что при приблизительном равенстве локальных минимумов сопротивлений обеспечиваются наиболее высокие технологические показатели - точность, производительность и качество обработки. Поэтому, если локальные минимумы начинают сильно отличаться, регулируют начало подачи пакета импульсов относительно фазы максимального сближения электродов.
Выравнивание значений локальных минимумов сопротивлений осуществляют не только путем регулирования начала подачи пакета импульсов относительно фазы максимального сближения электродов, но и давления электролита на входе межэлектродного промежутка, так как их значения зависят и от гидродинамических условий в межэлектродном зазоре. В зависимости от геометрической формы обрабатываемой поверхности, от состава и свойств обрабатываемого материала, от состава и концентрации используемого электролита, от его зашламленности максимальное значение средней плотности тока при данной длительности пакета импульсов обеспечивается только при оптимальных значениях начала подачи пакета импульсов и давления электролита на входе межэлектродного зазора. Поэтому, чтобы обеспечить максимальное значение средней плотности тока в процессе обработки по мере углубления электрода-инструмента в заготовку, непрерывно ведут поиск оптимальных условий обработки как по одному параметру - началу подачи пакета импульсов, так и по другому параметру - давлению электролита на входе межэлектродного зазора при данной длительности подаваемого пакета импульсов.
Это производится следующим образом. В процессе обработки периодически через заданный промежуток времени изменяют последовательно вышеуказанные параметры и сравнивают характеристики сопротивления пакета импульсов до и после изменения данного параметра. Если в результате изменения параметра сопротивление стало меньше, то продолжают изменение данного параметра до тех пор, пока не прекратится уменьшение сопротивления последующего пакета. Если при изменении параметра сопротивление станет увеличиваться, то изменяют данный параметр в обратном направлении и поступают так же, как описано выше. Прекращают изменение данного параметра при таком его значении, при котором сопротивление имеет минимальное значение. Заметим, что обычно максимальное значение плотности тока пакета достигается при примерном равенстве локальных минимумов до и после локального максимума сопротивлений.
Проведенные исследования показали также, что если на огибающей пакета импульсов локальный максимум сопротивления сильно превышает значения локальных минимумов, то возникает опасность короткого замыкания между электродами в результате нарушения стабильности процесса. На поверхности возникают следы микропробоев, приводящих к снижению точности и качества обработки. С другой стороны, увеличение межэлектродного зазора до величин, при которых вообще не появляется локальный максимум в середине огибающей пакета импульсов из-за увеличения межэлектродного зазора, приводит к снижению производительности, локализации анодного растворения и, соответственно, точности копирования электрода-инструмента на обрабатываемой заготовке. Поэтому при осуществлении способа электрохимической обработки согласно изобретению минимальное расстояние между электродами ограничивают таким значением, при котором амплитуда локального максимума не должна превышать значений локальных минимумов сопротивлений больше заданной величины.
Пример конкретной реализации
Предлагаемый способ электрохимической обработки реализован на модернизированном копировально-прошивочном станке модели СЭП-905. Электрод-инструмент выполнен из материала 12Х18Н10Т, а обрабатываемая заготовка - из жаропрочного сплава ЖС-6У. Площадь обработки - 0,5 см2. Прокачка электролита - центральная. Электролит - 8%-ный водный раствор азотнокислого натрия.
Используемый источник питания - источник напряжения. Перед началом обработки вибрирующий электрод-инструмент и обрабатываемую заготовку сближают до взаимного касания при отсутствии на них напряжения и отводят на заданную величину начального межэлектродного зазора Smin1, равную 20...30 мкм.
Затем устанавливают следующий режим обработки:
- частота пакета импульсов напряжения и вибрации электрода-инструмента (Гц) - 50 (период Т колебаний 20 мс);
- длительность пакета tp (мс) - 4,5;
- частота импульсов напряжения в пакете (кГц) - 10 (период tip; - 100 мкс);
- длительность импульсов напряжения в пакете, ti (мкс) - 20;
- амплитуда импульсов напряжения в пакете, Up (B) - 8,5;
- амплитуда колебаний электрода-инструмента, АВ (мм) - 0,1;
- давление электролита на входе межэлектродного зазора (кПа) - 100;
- температура электролита (°С) - 18.
При осуществлении процесса момент максимального сближения электродов соответствовал приблизительно середине пакета импульсов. Процесс обработки вели, контролируя изменение формы огибающей, построенной по значениям сопротивления, вычисленным в начальных точках каждого импульса (фиг.2). При этом скорость подачи плавно увеличивали сначала до образования вогнутой формы огибающей с глобальным минимумом (фиг.2а). Затем продолжали увеличение скорости до образования на этой огибающей локального максимума, характеризующегося тем, что в окрестности фазы максимального сближения электродов образовалась область возрастания этой огибающей, а затем - область убывания. Причем эта огибающая свое максимальное экстремальное значение имела в фазе или непосредственно за фазой максимального сближения электродов в зоне минимального приращения межэлектродного зазора. После этого, контролируя эту экстремальную область огибающей, регулировали скорость подачи, не допуская увеличения максимального экстремального значения огибающей пакета импульсов тока меньше заданной величины (например, не более половины минимального значения тока перед началом возрастания огибающей) или в процессе обработки поддерживали его значение в заданных пределах (например, допускали увеличение разницы ΔR между локальным максимумом и локальным минимумом на огибающей пакета импульсов тока не более 20% относительно значения локального минимума). При осуществлении процесса с образованием локального максимума на огибающей обеспечивались высокая точность и качество обработки при максимальной скорости подачи ЭИ. Если скорость подачи увеличивали дальше, то из-за уменьшения величины МЭЗ меньше допустимого (например, меньше 5 мкм) разница между значениями максимумов и минимума на огибающей увеличивалась и падала величина тока в области максимума больше допустимого вследствие заполнения межэлектродного промежутка продуктами электрохимических реакций - шламом и газопаровой смесью (фиг.2с). При некотором уменьшении скорости подачи было увеличение локального максимума огибающей (фиг.2в) и продолжали обработку с образованием визуально наблюдаемого локального максимума огибающей. Если локальные минимумы на огибающей пакета импульсов тока до и после локального максимума начинали сильно отличаться друг от друга, то путем регулирования начала подачи пакета импульсов и давления электролита на входе межэлектродного зазора выравнивали их значения примерно до одинаковой величины. Таким образом, регулируя скорость подачи, начало подачи пакета импульсов и давление электролита на входе межэлектродного зазора, поддерживали оптимальные условия в межэлектродном промежутке, обеспечивающие высокую производительность, точность и качество обработки.
Предлагаемый способ электрохимической обработки обеспечивает точность копирования сложных элементов электрода-инструмента на поверхности обрабатываемой заготовки до 5 мкм при выполнении различных копировально-прошивочных операций в труднообрабатываемых материалах. При этом шероховатость поверхности достигает значений до 0,05мкм при скорости подачи до 0,15 мм/мин. Эти положительные эффекты можно объяснить тем, что при предложенном способе обработки удается вести процесс на малых значениях межэлектродного зазора, так как надежность обработки на малых межэлектродных зазорах повышается из-за осуществления контроля по изменению формы огибающей, построенной по значениям сопротивления МЭП и наличия информации о возникновении ситуации, вызывающей возникновение короткого замыкания электродов. Это позволяет производить обработку без разрушения рабочей поверхности электрода-инструмента и обрабатываемой поверхности, не допуская возникновения короткого замыкания между электродами при электрохимической обработке на предельно малых межэлектродных зазорах (в пределах 10 мкм), причем предлагаемый способ электрохимической обработки легко осуществляется с использованием известных в современной технике управляющих устройств.
Таким образом, предложенное изобретение позволяет повысить точность, качество и производительность обработки сложнофасонных поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО НОЖА РОТОРНОЙ БРЕЮЩЕЙ ГОЛОВКИ ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2090319C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2456138C1 |
Изобретение может быть использовано для получения сложнофасонных поверхностей деталей машин из труднообрабатываемых материалов, в частности из титановых сплавов. Способ осуществляется с применением регулируемых импульсов, подаваемых пакетами, синхронизируемыми с моментом максимального сближения вибрирующего электрода-инструмента (ЭИ) и электрода-заготовки. Скорость подачи регулируют по изменению форм огибающих, построенных по значениям сопротивлений межэлектродного промежутка для одноименных точек импульсов в пакете, например начальной и конечной точек каждого импульса. Сначала повышают скорость подачи ЭИ, увеличивая разность значений сопротивлений на огибающих для каждого импульса, затем продолжают повышение скорости подачи ЭИ с обеспечением уменьшения вышеуказанной разности и определяют такую скорость подачи ЭИ, при которой указанная разность для одного или нескольких импульсов пакета в области фазы максимального сближения электродов приобретает заданное минимальное значение по абсолютной величине или нуль. Дальнейшую обработку ведут, регулируя скорость подачи ЭИ из условия поддержания разности значений. Изобретение обеспечивает повышение точности, качества и производительности обработки за счет поддержания между электродами предельно малых зазоров. 6 з.п. ф-лы, 2 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU 2055708 C1, 10.03.1996 | |||
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| Способ электрохимической размерной обработки | 1987 |
|
SU1731488A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2226142C2 |
| US 6402931 В1, 11.06.2002. | |||

