Изобретение относится к области механической обработки материалов; целесообразно использовать для оптимизации режимов резания, контроля и управления процессом стружкообразования при резании металлов.
Известен способ определения оптимальной скорости резания через косвенной параметр, в качестве которого выбирают отношение между мощностью теплового потока, поглощаемого обрабатываемым материалом, и мощностью теплового потока, поглощаемого другими элементами технологической системы, измеряют его величину на разных режимах обработки и определяют оптимальную скорость резания, как скорость, соответствующую экстремальному значению величины косвенного параметра.
Реализация предложенного способа для целей автоматического управления технически затруднена из-за большей трудоемкости определения теплового потока, поглощаемого заготовкой или стружкой. (Используют либо калориметр, либо рассчитывают по тепловым деформациям заготовки) [1]
Учитывая широкую номенклатуру обрабатываемых материалов, многообразие геометрических форм и размеров заготовок, эта трудоемкость становится значительной.
Известен также способ автоматического управления процессом обработки, заключающийся в изменении режима обработки и нахождения оптимального режима по измеренным значениям нагрузки и температуры в зоне обработки. Полученные значения нагрузки и температуры преобразуют в энергетический критерий, характеризующий энергоемкость процесса обработки, сравнивают его с заданным и по отклонению корректируют режим обработки [2] Недостаток данного способа заключается в том, что для каждого вида обрабатываемого материала необходимо установить свое значение энергетического критерия (удельную энергоемкость процесса).
Общий недостаток известных способов идентифицируется лишь отдельные стороны сложного процесса, каковым является процесс стружкообразования. В первом способе выделяется теплофизическая сторона, во втором энергетическая (силовая). Процесс резания это совокупность тепловых и механических явлений (деформация, трение, теплопередача и пр.).
Цель изобретения обеспечение оптимального режима резания и расширение возможности контроля режимов в процессе механической обработки.
В соответствии с предлагаемым способом измеряется мощность резания (либо главная составляющая силы и скорость резания) и средняя температура в зоне резания, затем определяется мощность деформации и температура в условной плоскости сдвига (зоне первичной деформации материала). По полученным данным рассчитывается термодинамический критерий, характеризующий собой отношение суммарной мощности резания к средней температуре резания и аналогичный критерий для условной плоскости сдвига частное отношение мощности сдвига к температуре в зоне сдвига. Находят отношение термодинамического критерия, вычисленного по суммарной мощности резания к термодинамическому критерию, вычисленному по мощности сдвига, полученное значение (коэффициент) сравнивают с заданной его величиной. В случае отклонения корректируется режим обработки путем поочередного либо одновременного изменения скорости резания и величины подачи.
Приведенный термодинамический критерий отношение мощности, затрачиваемой на резание (скорость диссипации механической энергии) к средней абсолютной температуре резания есть:
где W мощность, затрачиваемая на резание, Вт;
Pz главная составляющая силы резания, Н;
V скорость резания, м/с;
T средняя абсолютная температура резания, К.
По физическому смыслу приведенный критерий представляет скорость образования энтропии.
Известно, что термодинамический критерий  определяет длительную прочность материалов, учитывает кинетику образования поврежденностей и релаксационные явления в твердых телах при их деформации и разрушении (например, при стружкообразовании). В каждый момент времени в процессе стружкообразования затрачивается механическая энергия, которая поглощается, превращается в теплоту и необратимо рассеивается в технологической системе (в стружку, заготовку, инструмент, окружающую среду). Интенсивность этих явлений, во первых, зависит от режима резания (совокупности скорости, подачи и глубины резания) и, во-вторых, тесно связана с основными характеристиками процесса резания коэффициентом укорочения стружки (усадкой), величиной относительного сдвига, средней температурой контакта, средними нормальными и касательными напряжениями. Эти же характеристики определяют процессы трения, изнашивания и разрушения режущих лезвий.
определяет длительную прочность материалов, учитывает кинетику образования поврежденностей и релаксационные явления в твердых телах при их деформации и разрушении (например, при стружкообразовании). В каждый момент времени в процессе стружкообразования затрачивается механическая энергия, которая поглощается, превращается в теплоту и необратимо рассеивается в технологической системе (в стружку, заготовку, инструмент, окружающую среду). Интенсивность этих явлений, во первых, зависит от режима резания (совокупности скорости, подачи и глубины резания) и, во-вторых, тесно связана с основными характеристиками процесса резания коэффициентом укорочения стружки (усадкой), величиной относительного сдвига, средней температурой контакта, средними нормальными и касательными напряжениями. Эти же характеристики определяют процессы трения, изнашивания и разрушения режущих лезвий.
Таким образом, предложенный критерий  учитывает совокупность сложных явлений процесса резания и трения и является информативной характеристикой этого процесса.
учитывает совокупность сложных явлений процесса резания и трения и является информативной характеристикой этого процесса.
Аналогичный критерий  отражающий деформационные процессы только лишь в зоне сдвига, имеет вид
отражающий деформационные процессы только лишь в зоне сдвига, имеет вид
где Pф сила, затрачиваемая на деформацию сдвига материала в условной плоскости сдвига, Н;
Vф скорость сдвига материала, м/с;
Tф температура в условной плоскости сдвига, К.
Этот критерий  связан с затратами энергии, расходуемой на деформацию сдвига и разрушения обрабатываемого материала. Величина его, в основном, определяется физико-механическими свойствами обрабатываемого материала.
связан с затратами энергии, расходуемой на деформацию сдвига и разрушения обрабатываемого материала. Величина его, в основном, определяется физико-механическими свойствами обрабатываемого материала.
Нашими исследованиями установлено, что в системе стружкообразования устанавливается определенное соотношение между скоростью диссипации энергии, выделяющейся и рассеивающейся в системе в целом и скоростью диссипации энергии, необходимой лишь для совершения полезной работы (в нашем случае - работы стружкообразования). Причем это соотношение не зависит от физико -механических свойств обрабатываемого и инструментального материалов. Для определенных режимов резания, которые принято считать оптимальными, отношение указанных критериев является постоянным, т.е. η = const.
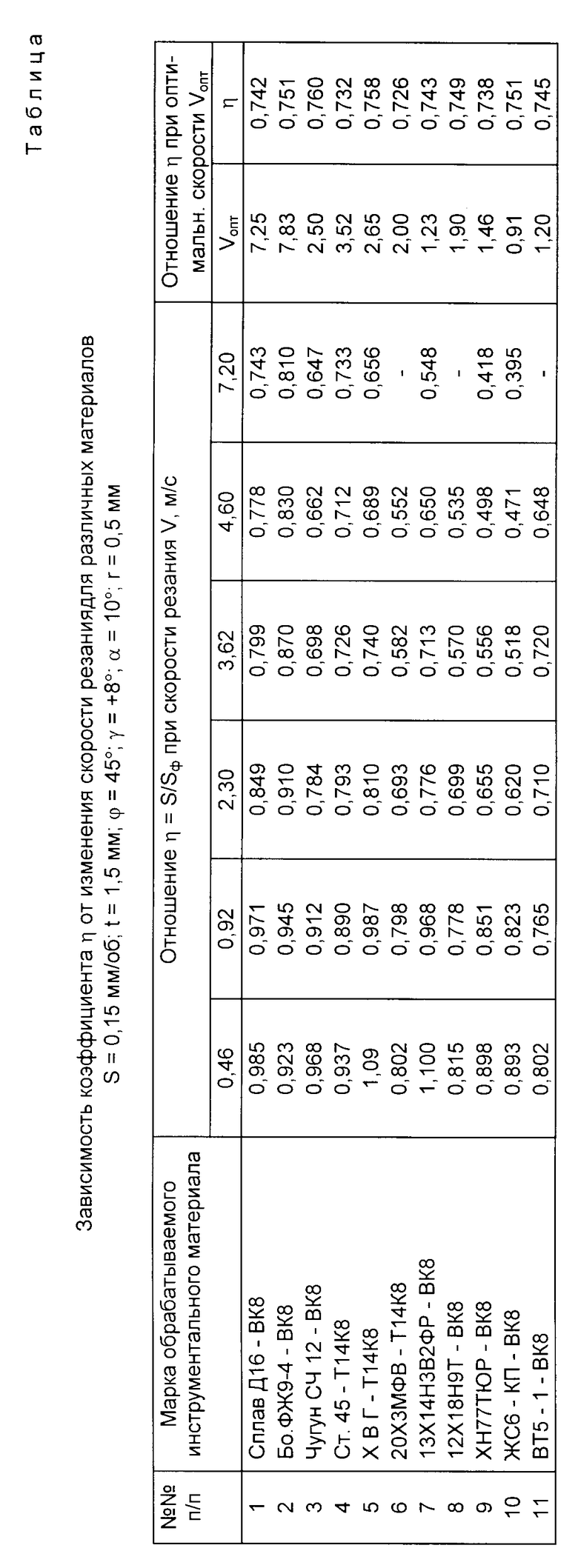
В таблице и на фиг. 1 приведена зависимость отношения  от изменения скорости резания, найденного для 11 видов обрабатываемых материалов, соответствующих практически всем группам обрабатываемости. Приведенные здесь данные показывают, что во всех случаях для рекомендуемых практикой оптимальных значений скоростей резания отношение
от изменения скорости резания, найденного для 11 видов обрабатываемых материалов, соответствующих практически всем группам обрабатываемости. Приведенные здесь данные показывают, что во всех случаях для рекомендуемых практикой оптимальных значений скоростей резания отношение  составляет величину ηо= 0,75±0,020 то есть практически является постоянной.
составляет величину ηо= 0,75±0,020 то есть практически является постоянной.
Оптимальные значения скоростей резания приняты на основе известных рекомендаций и соответствует стойкости Tс=30.45 мин.
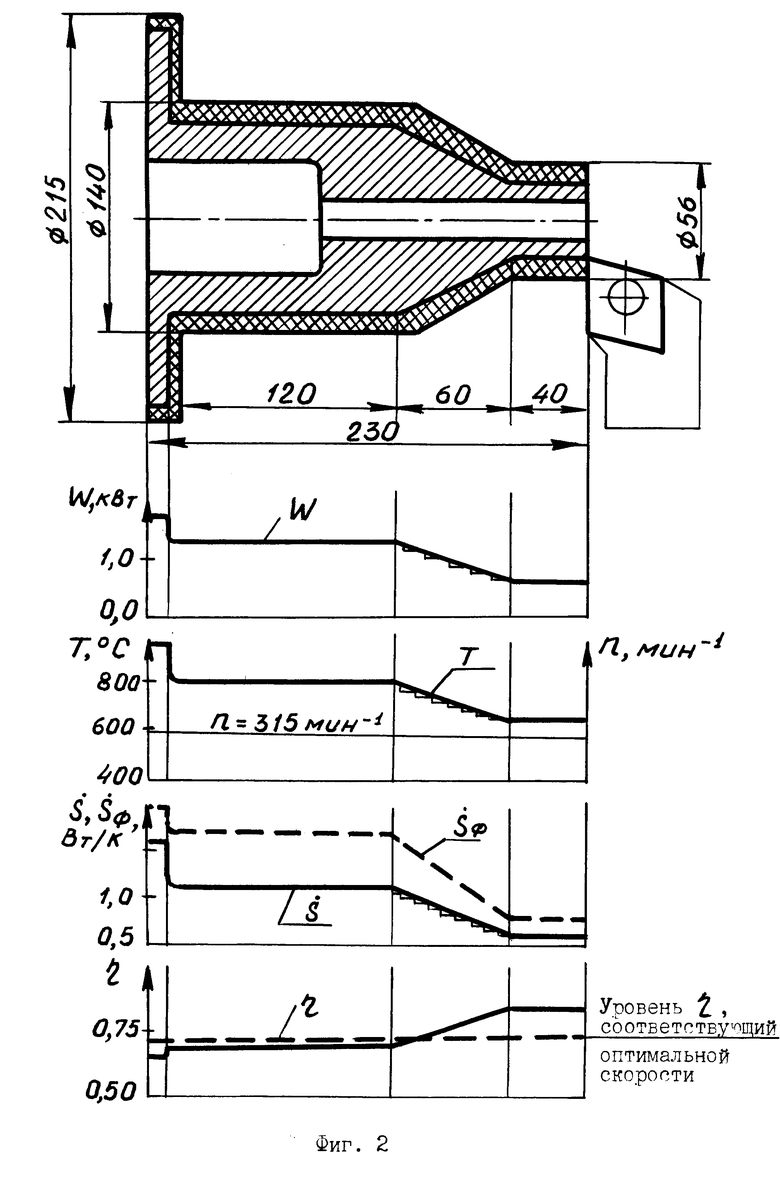
Пример. Способ реализован при обработке детали "Ступица", фиг. 2. Материал заготовки ст. 12Х18Н10Т. Осуществляется чистовой проход, подача S=0,15 мм/об. Резец с механическим креплением сменной многогранной пластины из сплава ВК8. Геометрические параметры: передний угол γ = 8° задний угол α = 10° главный угол в плане Φ = 90° радиус при вершине r=0,8 мм. Станок токарно -винторезный с системой ЧПУ, оснащенный блоком контроля и записи мощности и температуры резания.
На фиг. 2 приведены данные постоянного замера частоты вращения шпинделя
n, мощности W и температуры резания T. В первом случае частота вращения шпинделя была постоянной. Величина мощности, затрачиваемой на сдвиг материала Wф и температура в условной плоскости сдвига Tф рассчитывались по следующим соотношениям:
где Wф = τpa1b1v/B,
τp напряжение сдвига в условной плоскости сдвига, Н/м2;
a1 толщина срезаемого слоя, м;
b1 ширина срезаемого слоя, м;
B показатель степени пластической деформации обрабатываемого материала:
где m, n, p, k, q постоянные показатели;
Pe=Va1/a критерий Пекле;
a = λ/(cρ) коэффициент температуропроводности обрабатываемого материала, м2/с;
l коэффициент теплопроводности обрабатываемого материала, Вт/(мК);
(cρ) удельная объемная теплоемкость обрабатываемого материала, Дж/(м3•град);
F = λp•β•ε/λ - безразмерный критерий,
где λp- коэффициент теплопроводности материала режущего инструмента; угол заострения режущего лезвия;
угол заострения режущего лезвия;
ε = π - (Φ + Φ1) угол при вершине лезвия;
γ главный передний угол;
a главный задний угол.
Абсолютная температура в условной плоскости сдвига:
Tф = 0,125 • θпл+ 293° К,
где θпл- температура плавления материала.
Значение термодинамических критериев  их отношение приведено на графике, фиг. 2.
их отношение приведено на графике, фиг. 2.
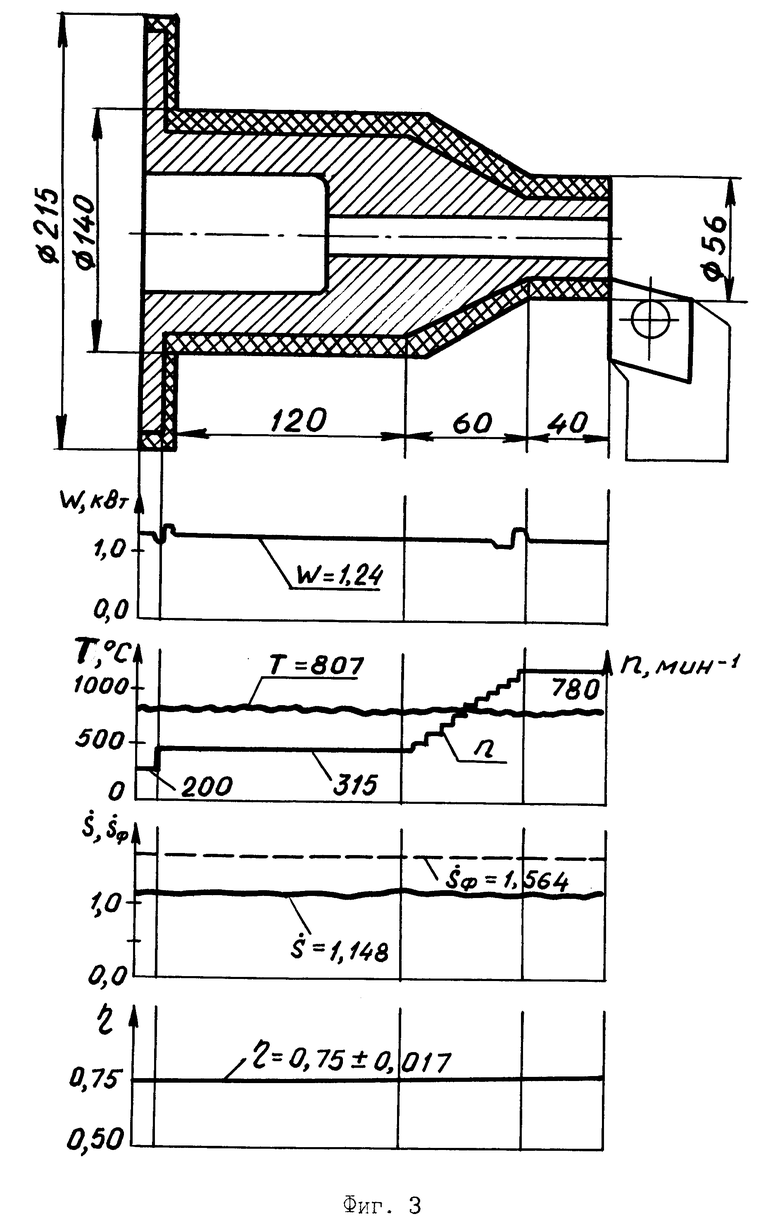
На фиг. 3 приведены данные замера и расчета указанных выше параметров (W,T,Wф,Tф,η) при поддержании постоянной скорости резания (n=var) и обеспечении постоянства отношения η соответствующей оптимальной скорости резания.
В данном примере значение оптимальной скорости резания и h=0,75 получено на стадии освоения техпроцесса обработки ступицы. Значение η=0,75 зафиксировано системой управления и для последующей работы были заданы как значения "уставок" величины параметров: 
При рабочем процессе система управления автоматически поддерживает уровень η = 0,75 ± 0,020 путем изменения частоты вращения шпинделя.
В соответствии с прототипом, для получения аналогичного результата, необходимо было вначале экспериментально установить значение энергетического критерия подобия А заданному комплексу показателей качества поверхностного слоя (Rz,σост,hc,Tp), [2] а затем принять его в качестве "уставки".
При обработке заготовки из другого материала потребуется повторно установить значение критерия подобия А.
По предлагаемому способу нет необходимости предварительно определять значение η т.к. этот критерий является относительным и по величине постоянным для всех видов материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ РЕЗАНИЕМ | 2000 |
|
RU2188746C2 |
| СПОСОБ УПРАВЛЕНИЯ ДВИЖЕНИЕМ ПРИВОДА ПОДАЧ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2006 |
|
RU2312749C2 |
| ВОЛНОВАЯ РЕМЕННАЯ ПЕРЕДАЧА | 1995 |
|
RU2105910C1 |
| ДОМКРАТ | 1995 |
|
RU2127706C1 |
| ВОЛНОВАЯ ПЕРЕДАЧА | 1995 |
|
RU2108503C1 |
| ВОЛНОВАЯ ЗУБЧАТОРЕМЕННАЯ ПЕРЕДАЧА | 1997 |
|
RU2134828C1 |
| ВОЛНОВАЯ ЗУБЧАТОРЕМЕННАЯ ПЕРЕДАЧА | 1995 |
|
RU2095666C1 |
| ГОРЕЛКА | 1996 |
|
RU2116573C1 |
| УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ РАСКАЧИВАНИЯ ГРУЗА | 1995 |
|
RU2091291C1 |
| ДОМКРАТ | 1996 |
|
RU2108960C1 |
Использование: изобретение относится к области механической обработки и может быть использовано при автоматическом контроле и управлении процессом резания. Сущность изобретения: измеряют мощность, затрачиваемую на резание (W) и среднюю температуру в зоне резания (T). Затем определяют мощность, затрачиваемую на деформацию сдвига материала в процессе стружкообразования (Wф) и температуру в условной плоскости сдвига (Tф). По полученным данным рассчитывают термодинамический критерий, характеризующий собой отношение мощности резания к температуре резания и аналогичный критерий для условной плоскости сдвига - частное отношение мощности сдвига к температуре в зоне сдвига. Находят отношение термодинамического критерия, вычисленного по суммарной мощности резания к термодинамическому критерию, вычисленному по мощности сдвига, т.е.

Полученное значение η сравнивают с заданной его величиной. В случае отклонения корректируется режим обработки путем поочередного или одновременного изменения скорости резания и подачи. 3 ил., 1 табл.
Способ автоматического управления процессом обработки резанием по измеренным значениям скорости резания, подачи, силы и температуры резания в зоне обработки, отличающийся тем, что предварительно выбирают термодинамический критерий, характеризующий отношение суммарной мощности резания к средней температуре резания, затем определяют значение частного отношения мощности деформации сдвига обрабатываемого материала к температуре в зоне сдвига, находят отношение термодинамического критерия, вычисленного по суммарной мощности резания, к термодинамическому критерию, вычисленному по мощности сдвига, полученное значение сравнивают с заданной его величиной и по его отклонению корректируют режим обработки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ определения оптимальной скорости резания | 1982 |
|
SU1065086A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ автоматического управления процессом обработки | 1986 |
|
SU1399074A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
