Изобретение относится к машиностроению и может быть использовано в станкостроении для поддержания постоянства тяговой силы привода подач при поступательном перемещении деталей и повышения точности его работы за счет уменьшения влияния жесткости деталей привода на точность перемещений.
Известен способ автоматического управления процессом обработки (Патент РФ №2090337, В23Q 15/12, 1997). При осуществлении этого способа измеряют мощность, затрачиваемую на резание (W) и среднюю температуру в зоне резания (Т). Затем определяют мощность, затрачиваемую на деформацию сдвига материала в процессе стружкообразования (Wф) и температуру в условной плоскости сдвига (Тф). По полученным данным рассчитывают термодинамический критерий, характеризующий собой отношение мощности резания к температуре резания и аналогичный критерий для условной плоскости сдвига - частное отношение мощности сдвига к температуре в зоне сдвига. Находят отношение термодинамического критерия, вычисленного по суммарной мощности резания к термодинамическому критерию, вычисленному по мощности сдвига, т.е.
Полученное η значение сравнивают с заданной его величиной. В случае отклонения корректируют режим обработки путем поочередного или одновременного изменения скорости резания и подачи.
Недостатком данного способа являются невысокие показатели точности обработанной поверхности, обусловленные отсутствием учета деформации привода подач под влиянием скорости, направления движения и действующих сил при перемещениях обрабатываемой детали или инструмента.
Во время переходных процессов и при колебаниях снимаемого припуска тяговая сила в приводе подач металлорежущего станка существенно изменяется и приводит к различной деформации деталей привода. Эта деформация не компенсируется существующими устройствами, неблагоприятно сказывается на динамических и точностных характеристиках привода, что особенно сильно проявляется при работе высокоточных станков. В связи с этим необходимо разработать способ, который бы обеспечивал поддержание постоянства тяговой силы с целью повышения точности обработки деталей.
Задача изобретения - повышение точности обработки деталей при их изготовлении за счет нового способа управления движением металлорежущего станка, осуществляемого с учетом характера изменения тяговой силы и уменьшения влияния жесткости элементов привода подач.
Поставленная задача решается способом управления движением привода подач металлорежущего станка, включающим измерение его тяговой силы посредством датчика силы и управление оборудованием привода при помощи адаптивной системы управления, в отличие от прототипа для обеспечения постоянства тяговой силы посредством системы адаптивного управления сначала сравнивают величину текущей тяговой силы, измеренной датчиком силы, с величиной наибольшей тяговой силы, предварительно определяемой для конкретных условий обработки, далее по величине разностного сигнала формируют управляющее воздействие на устройство нагружения привода подач, которое создает соответствующую тормозную силу для подвижной части привода.
В этом заключается существенное отличие предлагаемого способа от прототипа.
При изменении режимов резания, колебаниях припуска, разгоне и торможении рабочего органа привода подач силы, действующие в кинематической цепи привода подач, существенно изменяются, что неблагоприятно сказывается как на динамических характеристиках привода, так и на качестве и точности обработанной поверхности. Чтобы уменьшить влияние режимов резания, припуска и других факторов на качество и точность обработки, необходимо поддерживать постоянство тяговой силы в приводе подач, что обеспечит постоянство упругой деформации нагруженных деталей привода. Для этого требуется обеспечение силы торможения объекта, равной сумме отклонений действующих сил: полезной нагрузки, силы инерции и силы трения относительно суммы их возможных наибольших значений.
Тяговая сила привода подач приближенно может быть определена по формуле

где Px - проекция вектора силы резания на ось X,
Fтр - сила трения,
Fин - сила инерции.
Наибольшее возможное значение силы тяги FT max рассчитывается как сумма ее максимально возможных слагаемых

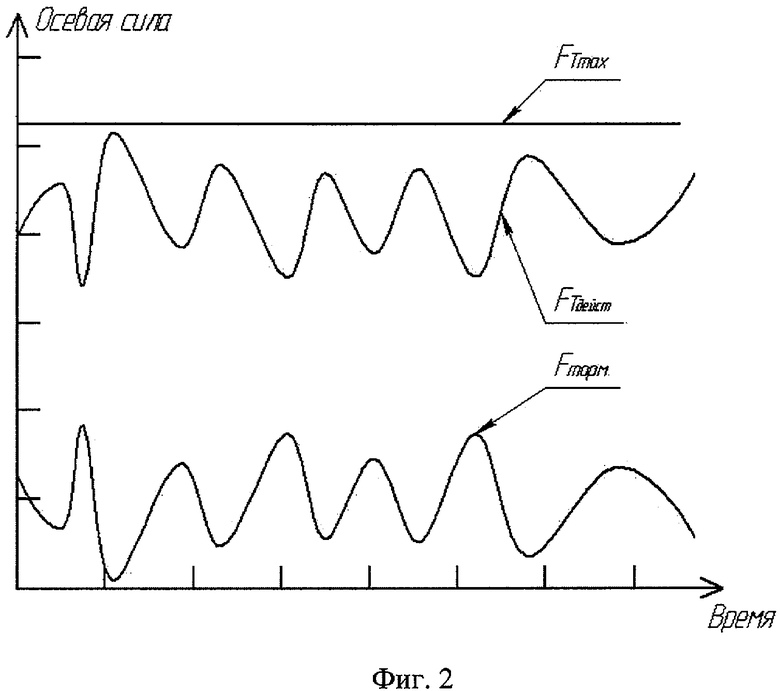
В результате сравнения FT max и FТ дейст - действующей тяговой силы получают величину дополнительной тормозной силы, которую необходимо приложить к подвижной части привода подач для поддержания постоянства тяговой силы привода подач: Fторм=FT max-FТ дейст. Величина FT max предварительно определяется для конкретных условий обработки, либо задается заведомо большей, чем может потребоваться для обработки данного материала, но с учетом возможностей станка.
Существо изобретения поясняется чертежами. На фиг.1. показана одна из возможных схем реализации способа, на фиг.2 - характер действующих сил.
Датчик осевой силы 1 закреплен на подвижной части 2 привода подач, которая имеет возможность перемещается по направляющим, закрепленным на основании 3. На подвижной части привода подач закреплен корпус устройства нагружения 4, подвижная часть 5 которого взаимодействует с основанием 3.
Пример конкретной реализации способа.
В качестве примера конкретной реализации данного способа может служить устройство, применимое для использования на большинстве металлорежущих станков, например на станке мод. 400V производства ОАО "Стерлитамак-М.Т.Е.".
Текущее значение тяговой силы измеряют датчиком тяговой силы, сигнал с которого подают на вход системы управления, например Siemens SINUMERIK 802D, оснащенной контуром адаптивного управления. В ней формируют управляющее воздействие в виде напряжения, которое через усилитель и преобразователь воздействует на устройство нагружения для поддержания постоянства предварительно определенной тяговой силы. При этом осуществляют следующую последовательность операций: на вход системы адаптивного управления подают сигнал, соответствующий наибольшей тяговой силе в приводе подач, предварительно определяемой для конкретных условий обработки, этот сигнал сравнивают с текущим значением тяговой силы в приводе, по величине разностного сигнала формируют управляющее воздействие, которое с помощью устройства нагружения создает дополнительную силу, действующую на подвижную часть привода подач, и позволяет поддерживать постоянство тяговой силы или силы сопротивления. На фиг.2 в качестве примера показан характер действующих сил.
Например, требуется обеспечить тяговую силу FT max (фиг.2), а действующая сила FТ дейст имеет определенный вид (фиг.2). Следовательно, для обеспечения постоянства тяговой силы необходимо к подвижной части привода подач приложить тормозную силу Fторм=FT max-FТ дейст (фиг.2).
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК С АВТОМАТИЧЕСКИМ УПРАВЛЕНИЕМ | 2008 |
|
RU2399475C2 |
| УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ РАБОТЫ ПРИВОДА ПОДАЧ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2006 |
|
RU2307964C1 |
| Способ адаптивного управления автоматической подачей песка под колеса локомотива | 2022 |
|
RU2780751C1 |
| Многоканальная система адаптивного управления металлорежущими станками | 1979 |
|
SU885973A1 |
| Способ настройки динамометрического упора | 1990 |
|
SU1780990A1 |
| АВТОМАТИЧЕСКИЙ ТЕКУЩИЙ КОНТРОЛЬ СОСТОЯНИЯ ИНСТРУМЕНТА | 1997 |
|
RU2180967C2 |
| Способ диагностики точности металлорежущего станка под нагрузкой | 2022 |
|
RU2794584C1 |
| Устройство адаптивного управления | 1978 |
|
SU677878A1 |
| СПОСОБ СОЗДАНИЯ АДАПТИВНОГО ТОРМОЖЕНИЯ ПОРШНЯ В ПНЕВМОЦИЛИНДРЕ | 2015 |
|
RU2605513C1 |
| Система автоматического регулироваия геометрических параметров обрабатываемой детали на станке | 1974 |
|
SU653088A1 |
Способ управления движением привода подач металлорежущего станка относится к машиностроению, может быть использован в станкостроении и включает измерение текущего значения тяговой силы датчиком осевой силы. Сигнал с датчика осевой силы подают на вход системы адаптивного управления, оснащенной контуром адаптивного управления. В ней формируют управляющее воздействие в виде напряжения, которое подают через усилитель на устройство нагружения для поддержания предварительно определенной тяговой силы или силы сопротивления, развиваемой приводом подач. На вход системы адаптивного управления подают сигнал, соответствующий предварительно определяемой для конкретных условий обработки наибольшей тяговой силе в приводе подач, этот сигнал сравнивают с текущим значением тяговой силы в приводе, по величине разностного сигнала формируют управляющее воздействие на устройство нагружения привода подач, которое создает соответствующую тормозную силу для подвижной части привода. Обеспечивается снижение уровня динамических нагрузок, действующих на детали привода подач, уменьшение влияния жесткости деталей привода на точность перемещения и повышение качества обработанной поверхности, стойкости инструмента и надежности станка в целом. 2 ил.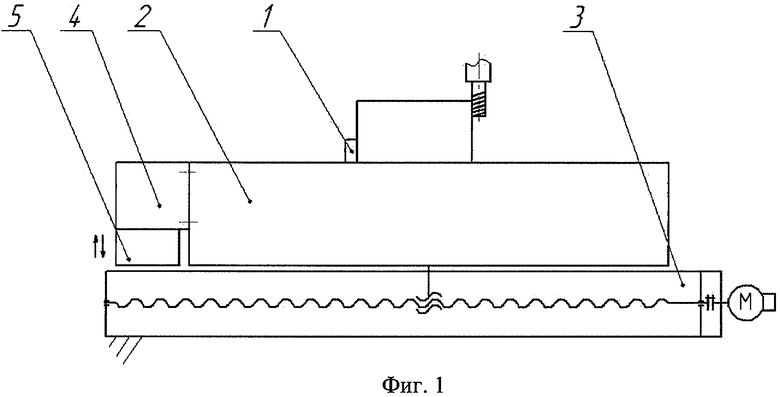
Способ управления движением привода подач металлорежущего станка, включающий измерение его тяговой силы посредством датчика силы и управление оборудованием привода при помощи системы адаптивного управления, отличающийся тем, что для обеспечения постоянства тяговой силы посредством адаптивной системы управления сначала сравнивают величину текущей тяговой силы, измеренной датчиком силы, с величиной наибольшей тяговой силы, предварительно определяемой для конкретных условий обработки, далее по величине разностного сигнала формируют управляющее воздействие на устройство нагружения привода подач, которое создает соответствующую тормозную силу для подвижной части привода.
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ | 1995 |
|
RU2090337C1 |
| Пневматический следящий привод | 1985 |
|
SU1321564A1 |
| Устройство для адаптивного управления обработкой на металлорежущем станке | 1987 |
|
SU1556875A1 |
| US 4589230, 20.05.1986 | |||
| KR 20030067919, 19.08.2003 | |||
| Устройство позиционирования | 1973 |
|
SU452803A1 |

