Изобретение относится к технике нанесения полимерных покрытий на наружные поверхности полых цилиндрических изделий.
Известно устройство для нанесения покрытия, содержащее верхнюю и нижнюю центрирующие крышки для размещения между ними цилиндра и расположенного в полости цилиндра с образованием щелевого зазора формующего стержня (RU А.С. №441973 МПК B 05 C 7/00).
Наиболее близким по технической сущности к предлагаемому изобретению является устройство (RU патент №2091182 МПК B 05 C 7/00, B 05 D 7/22) для нанесения вязкого полимерного покрытия на изделие. Устройство для нанесения покрытия состоит из установленного концентрично в полости цилиндра формующего элемента в виде гладкостенного стержня, имеющего длину больше, чем длина цилиндра. Наружная поверхность стержня образует с внутренней поверхностью цилиндра щелевую полость, в которой размещена полимерная композиция. Подачу полимерной композиции осуществляют снизу под действием избыточного давления на свободную поверхность жидкого полимера в устройстве подачи или под действием вакуума на жидкий полимер сверху, до полного заполнения щелевой полости. Щелевую полость предварительно заполняют жидкостью с вязкостью, меньшей вязкости полимерной композиции, которую затем вытесняют полимерной композицией. Формующий элемент базируется в центрирующих кольцах, соединенных с торцами цилиндра. Каждое из центрирующих колец может иметь выточку, выполненную со стороны торца цилиндра и соединенную со щелевой полостью.
Формируют дополнительный объем, заполняемый полимерной композицией, для компенсации усадки. После окончания процесса полимеризации формирующий элемент удаляют.
Недостатками описанного устройства являются:
- устройство предназначено для нанесения покрытия на внутреннюю поверхность цилиндрического изделия;
- нанесение вязкого полимерного покрытия возможно только после удаления менее вязкой жидкости со стенок щелевой полости;
- для компенсации усадки полимерного покрытия требуется дополнительный ее объем;
- возникает опасность появления воздушных пузырей, и в его толще образуется неравномерный слой.
Процесс дополнительного шлифования необходим, в первую очередь, чтобы выровнять разнотолщинность покрытия, что увеличивает трудоемкость изготовления изделия с покрытием.
Технической задачей предлагаемого изобретения является разработка устройства для нанесения наружного покрытия на боковую цилиндрическую поверхность изделия, позволяющего исключить вышеперечисленные недостатки известного устройства.
Поставленная задача решается за счет того, что устройство для нанесения покрытия, состоящее из гладкостенного стержня, установленного концентрично в цилиндрической полости изделия, размещено в цилиндрическом корпусе с образованием щелевого зазора между боковой поверхностью изделия и стенкой корпуса, имеющей антиадгезионное полимерное покрытие, при этом корпус содержит верхнюю и нижнюю крышки, причем верхняя крышка представляет собой прижимную шайбу с подпрессовочной втулкой, с вмонтированными в нее стержнем, на котором закреплены поршень, верхняя и нижняя полимерные центрирующие прокладки, а нижняя крышка имеет расточную канавку, соединенную со щелевым зазором.
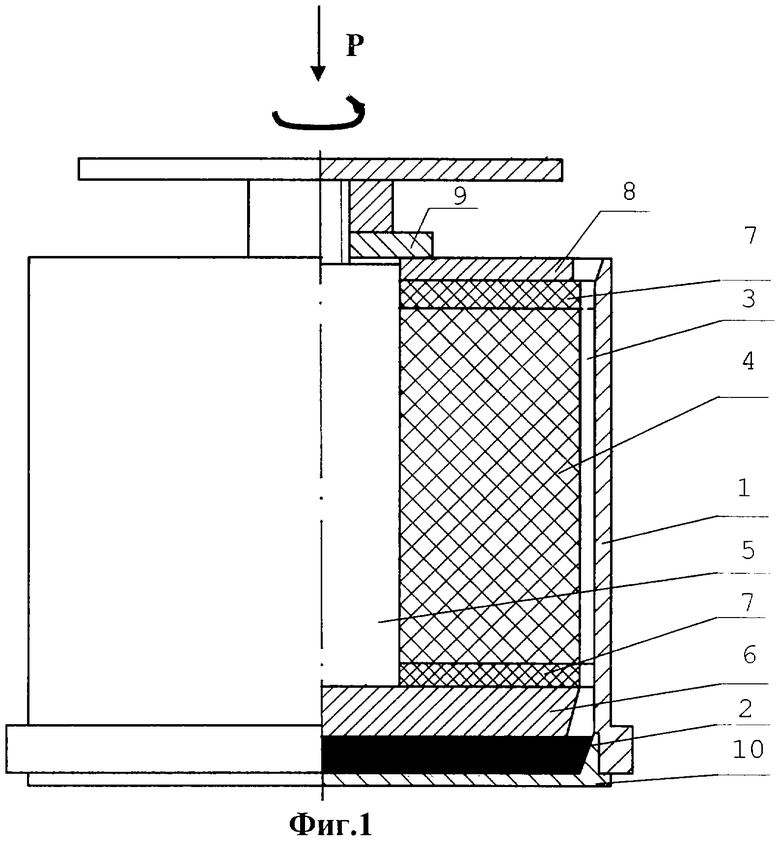
На фиг.1 представлена схема устройства для нанесения вязкой полимерной композиции на боковую поверхность полого цилиндрического изделия.
Устройство для нанесения покрытия состоит из цилиндрического корпуса 1, на внутреннюю поверхность стенок которого нанесено антиадгезионное полимерное покрытие, представляющее собой отвержденную пленку на основе силиконового каучука.
Корпус содержит верхнюю крышку в виде прижимной шайбы 8 с подпрессовочной втулкой 9 и нижнюю крышку 10 с расточной канавкой, в которой размещена вязкая полимерная композиция 2.
В корпусе с образованием щелевого зазора 3 размещено изделие 4, в цилиндрической полости которого установлен гладкостенный стержень 5. На стержне 5 крепится поршень 6, две центрирующие полимерные прокладки 7 и прижимная шайба 8 с подпрессовочной втулкой 9.
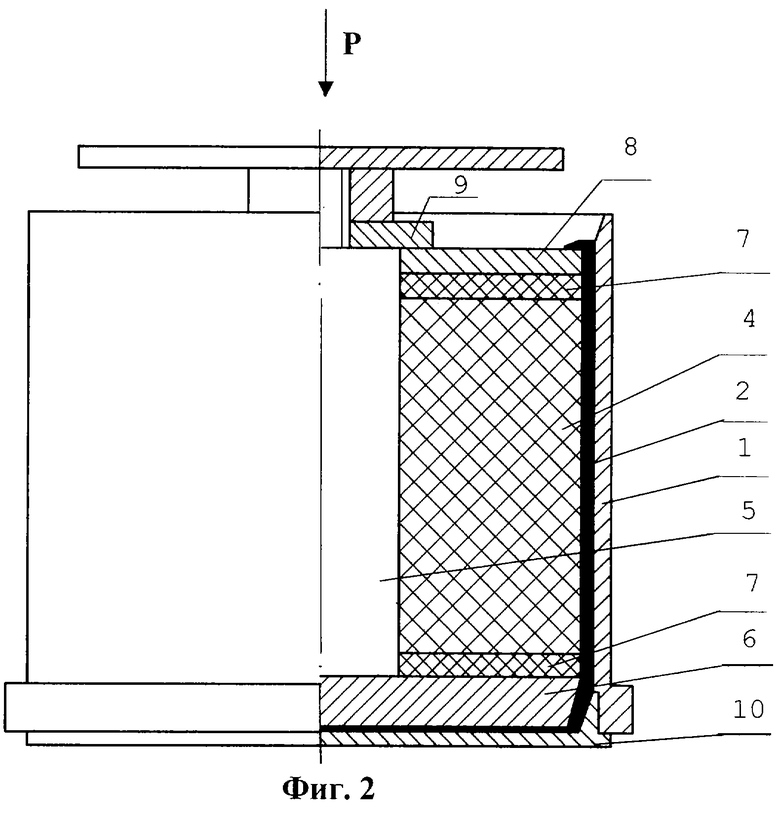
Нанесение вязкого полимерного покрытия на боковую цилиндрическую поверхность полого изделия 4 (фиг.2) достигается путем выдавливания вязкой полимерной композиции 2 и удержания ее до окончания процесса полимеризации в щелевой полости 3.
Размещенная в расточной канавке нижней крышки 10 вязкая полимерная композиция 2 путем одновременного вращения в сборе поршня 6, изделия 4, центрирующих полимерных прокладок 7, прижимной шайбы 8 с подпрессовочной втулкой 9 и перемещением их под давлением относительно внутренней поверхности цилиндрического корпуса 1 выдавливается в щелевую полость 3 до ее заполнения.
Последующая фиксация полимерного покрытия в щелевой полости проводится в неподвижном состоянии под давлением.
Поршень перемещают соответственно со скоростью, зависящей от элементарного объема полимерной композиции, определяемого толщиной слоя, наносимого на единицу покрываемой поверхности.
Вязкая полимерная композиция состоит из суспендированного синтетического каучука, наполнителя, органического растворителя, отвердителя и термостабилизатора.
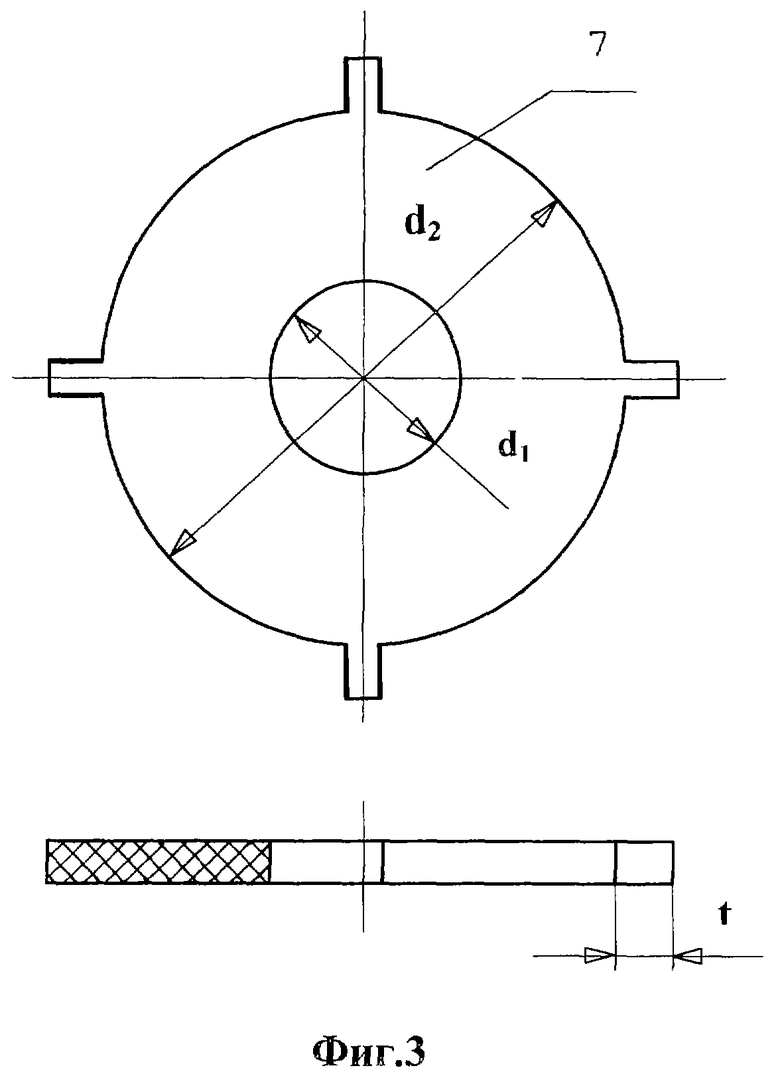
Представленная на фиг.3 верхняя и нижняя полимерные прокладки 7 изготовлены из фторпласта с диаметром d1, равным диаметру стержня 5, а диаметр d2, равным диаметру поршня 6, а также наружному диаметру полого изделия 4. Разностью диаметров, внутреннего диаметра цилиндрического корпуса с антиадгезионным полимерным покрытием и наружного диаметра полого изделия, определяется значение t, т.е. толщина покрытия.
После окончания процесса полимеризации удаляют цилиндрический корпус 1 с антиадгезионным покрытием и нижнюю крышку 10, а затем с гладкостенного стержня 5 снимают поршень 6, изделие с покрытием 4, верхнюю и нижнюю полимерные прокладки 7, прижимную шайбу 8 с подпрессовочной втулкой 9.
Предлагаемое устройство для нанесения покрытия по сравнению с известными аналогичными устройствами позволяет наносить вязкое полимерное покрытие на наружную поверхность изделия, исключить использование менее вязкой жидкости, не требует дополнительного объема полимерной композиции для компенсации усадки полимерного покрытия. В покрытии изделия полностью исключается наличие воздушных пузырей. Покрытие имеет одинаковую толщину и не требует дополнительного шлифования. Антиадгезионное полимерное покрытие способствует легкому удалению цилиндрического корпуса при разборке устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ (ВАРИАНТЫ), УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СОСТАВ | 1993 |
|
RU2091182C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОЙ КОМПОЗИЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072917C1 |
| Форма для изготовления изделий из полимерных материалов | 1984 |
|
SU1178616A1 |
| РАЗРУШАЕМАЯ КРЫШКА ПУСКОВОЙ ТРУБЫ | 2011 |
|
RU2460960C1 |
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| Устройство для определения прочности сцепления полимерных покрытий с подложкой | 1988 |
|
SU1640619A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ НА ВНУТРЕННИЕ ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ | 1999 |
|
RU2166379C2 |
| Устройство для футерования изделий порошковым материалом | 1978 |
|
SU897545A1 |
| Гибкий многослойный тонкопленочный световозвращающий материал, способ получения световозвращающего материала и устройство для его получения | 2017 |
|
RU2660048C1 |
| Устройство для нанесения вязких жидкостей на изделия | 1980 |
|
SU904800A1 |
Изобретение относится к технике нанесения полимерных покрытий на наружные поверхности полых цилиндрических изделий. Предлагаемое устройство для нанесения покрытия, состоящее из гладкостенного стержня, установленного концентрично в цилиндрической полости изделия, размещено в цилиндрическом корпусе с образованием щелевого зазора между боковой поверхностью изделия и стенкой корпуса, имеющей антиадгезионное полимерное покрытие. Корпус содержит верхнюю и нижнюю крышки, причем верхняя крышка представляет собой прижимную шайбу с подпрессовочной втулкой, с вмонтированным в нее стержнем, на котором закреплены поршень, верхняя и нижняя полимерные центрирующие прокладки. Нижняя крышка имеет расточную канавку, соединенную со щелевым зазором. Предлагаемое устройство для нанесения покрытия позволяет наносить вязкое полимерное покрытие на наружную поверхность изделия, исключить использование менее вязкой жидкости, не требует дополнительного объема полимерной композиции для компенсации усадки полимерного покрытия. В покрытии изделия полностью исключается наличие воздушных пузырей. Покрытие имеет одинаковую толщину и не требует дополнительного шлифования. Антиадгезионное полимерное покрытие способствует легкому удалению цилиндрического корпуса при разборке устройства. 3 ил.
Устройство для нанесения покрытия, состоящее из гладкостенного стержня, установленного концентрично в цилиндрической полости изделия, отличающееся тем, что устройство размещено в цилиндрическом корпусе с образованием щелевого зазора между боковой поверхностью изделия и стенкой корпуса, имеющей антиадгезионное полимерное покрытие, при этом корпус содержит верхнюю и нижние крышки, причем верхняя крышка представляет собой прижимную шайбу с подпресовочной втулкой с вмонтированным в нее стержнем, на котором закреплены поршень, верхняя и нижняя полимерные центрирующие прокладки, а нижняя крышка имеет расточную канавку, соединенную со щелевым зазором.
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ (ВАРИАНТЫ), УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СОСТАВ | 1993 |
|
RU2091182C1 |
| Устройство для нанесения легкоплавких покрытий на оболочки | 1973 |
|
SU441973A1 |
| ВИБРОИЗОЛЯТОР БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ УСОВЕРШЕНСТВОВАННЫЙ (ВБГУ) И СПОСОБ ЕГО СБОРКИ | 2012 |
|
RU2540359C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ГЕОЛОГИЧЕСКИХ ИССЛЕДОВАНИЙ ДНА МОРЯ С ИСПОЛЬЗОВАНИЕМ ИЗМЕРЕНИЯ ВЕРТИКАЛЬНОГО ЭЛЕКТРИЧЕСКОГО ПОЛЯ | 2003 |
|
RU2323456C2 |
| Способ количественного определения замасливателя на химических волокнах | 1972 |
|
SU466420A1 |

