Изобретение относится к производству листового стекла, к способам и устройствам для закалки листов стекла в условиях массового производства.
Известен способ закалки листа стекла путем горизонтального перемещения нагретого листа стекла через охлаждающее средство с подачей на обе его поверхности охлаждающей среды через множество размещенных напротив друг друга трубок [1]. Охлаждающую среду сталкивают по концентрической круговой схеме с каждой из сторон листа стекла, что обеспечивает более эффективное охлаждение и придает более высокую прочность листу стекла в круговой центральной части.
Известно устройство для закалки листов стекла, содержащее горизонтальный конвейер и расположенные последовательно печь нагрева и охлаждающее средство, содержащее приспособления для направления охлаждающей среды и противоположным сторонам нагретого листа стекла [2].
Целью изобретения является повышение эффективности закалки.
Изобретение обеспечивает способ и устройство для закалки листов стекла, которые предусматривают удерживание листа стекла в горизонтальной плоскости и перемещение его по горизонтальному пути на конвейере через нагревательную печь. При прохождении листа стекла через печь он нагревается до нужной температуры гнутья. После выхода из нагревательной печи нагретый лист стекла поступает на вторую секцию конвейера.
Вторая конвейерная секция перемещает лист стекла в обогреватель, который поддерживает температуру нагретого листа стекла до тех пор, пока лист не будет готов к формованию в гибочном прессе для придания ему заданного фасона. Тепло в обогревателе поддерживается за счет подходящих нагревательных средств, таких, например, как электронагревательные элементы или газовые горелки, благодаря чему температура листа стекла остается на уровне, достаточном для гнутья.
После выхода через отверстие в выходной части обогревателя нагретый лист стекла поступает в позицию гнутья. Позиция гнутья содержит формующие элементы с сопряженными фасонными поверхностями, совпадающими по кривизне с конфигурацией листа стекла, когда он изогнут. Формующие элементы установлены с возможностью сближения и удаления друг от друга так, чтобы при их относительном движении лист стекла получал нужную конфигурацию. Затем лист стекла покидает позицию гнутья и поступает на третью конвейерную секцию.
Третья конвейерная секция перемещает изогнутый лист стекла через позицию закалки, содержащую охлаждающее средство. Охлаждающее средство содержит верхнюю и нижнюю дутьевые головки, размещенные сверху и снизу пути перемещения листа стекла. Дутьевые головки создают противоположно направленные потоки охлаждающей среды к противоположным поверхностям листа стекла по заданной схеме.
Охлаждение листа стекла по заданной схеме обеспечивает более эффективную закалку и соответственно упрочнение листа стекла, что позволяет исключить присутствие недопустимо удлиненных частиц при дроблении стекла, а также уменьшить разницу между максимальным и минимальным числом частиц на различных участках единичной площади разбитого листа стекла.
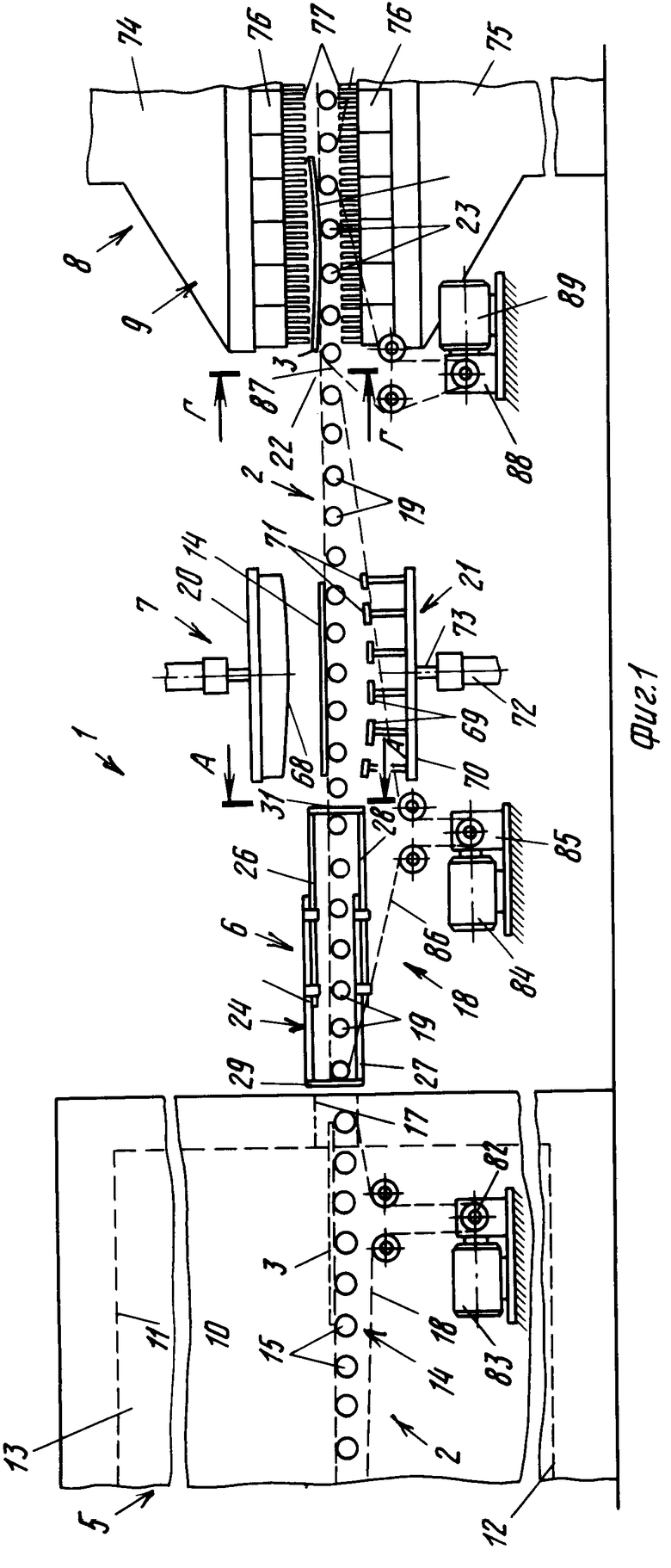
На фиг. 1 изображена поточная линия для закалки листового стекла, вид спереди в вертикальном разрезе; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - обогревательная секция; на фиг.4 - крепежный участок обогревательной секции; на фиг.5 - сечение Б-Б на фиг.4; на фиг.6 - сечение В-В на фиг.3; на фиг. 7 - сечение Г-Г на фиг.1; на фиг.8 - сечение Д-Д; на фиг.7; на фиг.9 - то же, вариант.
Устройство 1 для закалки листов стекла содержит непрерывную конвейерную систему 2, предназначенную для удерживания листов 3 стекла в горизонтальной плоскости для перемещения по непрерывному горизонтальному пути через позицию 4 нагрева, содержащую печь 5 для нагрева листов 3 стекла до температуры размягчения или температуры гнутья.
Путь продолжается через обогревательную секцию 6, содержащую средство для обогрева листов 3 стекла после того, как листы покидают печь 5, чтобы поддержать их температуру на уровне температуры размягчения или температуры гнутья. После этого следует позиция 7 гнутья, содержащая средство для гнутья нагретых листов стекла до нужной кривизны, и позиция 8 закалки, содержащая охлаждающее средство 9 для быстрого снижения температуры нагретых листов стекла, для осуществления необходимой закалки.
Листы 3 стекла нагреваются в печи 5, которая представляет собой печь туннельного типа, имеющую пару боковых стенок 10, верхнюю 11 и нижнюю 12 стенки, образующие нагревательную камеру 13. Нагревательная камера 13 может нагреваться с помощью нагревательных средств, например газовых горелок или электронагревательных элементов, размещенных в верхней и боковых стенках печи 5.
Такие нагревательные средства регулируются с помощью соответствующего устройства (не показано) для получения нужной температуры в различных точках нагревательной камеры 13. Листы стекла перемещаются через нагревательную камеру по первой конвейерной секции 14, являющейся частью конвейерной системы 2 и проходящей в продольном направлении через печь 5.
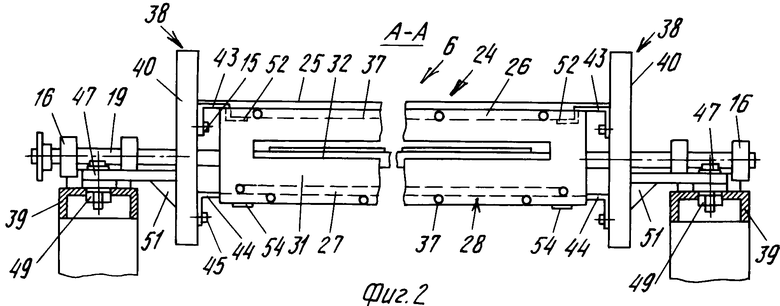
Конвейерная секция 14 содержит размещенные отдельно друг от друга в продольном направлении поперечно проходящие конвейерные ролики 15, каждый из которых опирается своими противоположными концами подшипниковые стойки 16 (фиг.2), размещенные снаружи печи 5 и по длине конвейерной секции 14.
Листы стекла загружаются по отдельности и удерживаются в горизонтальной плоскости на размещенных отдельно друг от друга в продольном направлении конвейерных роликах 15 с входной стороны печи 5, нагреваются в процессе прохождения через печь до нужной температуры.
После выхода через отверстие 17 на выходной стороне печи 5 нагретые листы 3 стекла передаются с конвейерных роликов 15 на вторую конвейерную секцию 18, также являющуюся частью конвейерной системы 2. Секция 18 состоит из размещенных отдельно друг от друга конвейерных роликов 19, каждый из которых опирается своими противоположными концами на подшипниковые стойки, размещенные вдоль и на противоположных сторонах обогревательной секции 6 и позиции 7 гнутья.
Ролики 19 удерживают горизонтально листы 3 стекла для их загрузки и перемещения в обогревательной секции 6 и позиции 7 гнутья между парой сопряженных прессовальных формующих элементов 20 и 21. После гнутья листы транспортируются в позицию 8 закалки, где они передаются с конвейерных роликов 19 на третью конвейерную секцию 22, также являющуюся частью конвейерной системы 2 и состоящую из ряда размещенных отдельно друг от друга конвейерных роликов 23, каждый из которых опирается своими противоположными концами на соответствующие подшипниковые стойки 26, размещенные вдоль и на противоположных сторонах позиции 8 закалки.
Температура листов стекла непосредственно перед стадией гнутья является наиболее существенным фактором для достижения нужной конфигурации и закалки листов. Стекла, например листы должны быть нагреты до уровня температуры, при котором они становятся пластичными, чтобы придать им нужную форму в процессе гнутья и обеспечить соответствующую степень нагрева для последующей закалки.
Хотя оптимальный температурный интервал, при котором следует обрабатывать листы 3 стекла, может поддерживаться с помощью печи 5, однако при последовательном обеспечении этого оптимального температурного интервала для множества последовательно нагреваемых листов возникает трудность, связанная с охлаждением листов стекла, когда они подвергаются воздействию ненагретой окружающей среды снаружи печи 5 перед тем, как быть обработанными в позиции 7 гнутья.
Настоящим изобретением предусмотрено поддерживание оптимальной температуры стекла посредством использования обогревательной секции 6, которая проходит поперечно второй конвейерной секции 18, принимает нагретые листы 3 стекла из печи 5 и сохраняет их в нагретой окружающей среде, чтобы свести к минимуму потери тепла листами стекла. Благодаря использованию в изобретении обогревательной секции 6 температура листов 3 стекла поддерживается на оптимальном уровне, что позволяет достичь желаемой степени единообразия конфигурации и закалки.
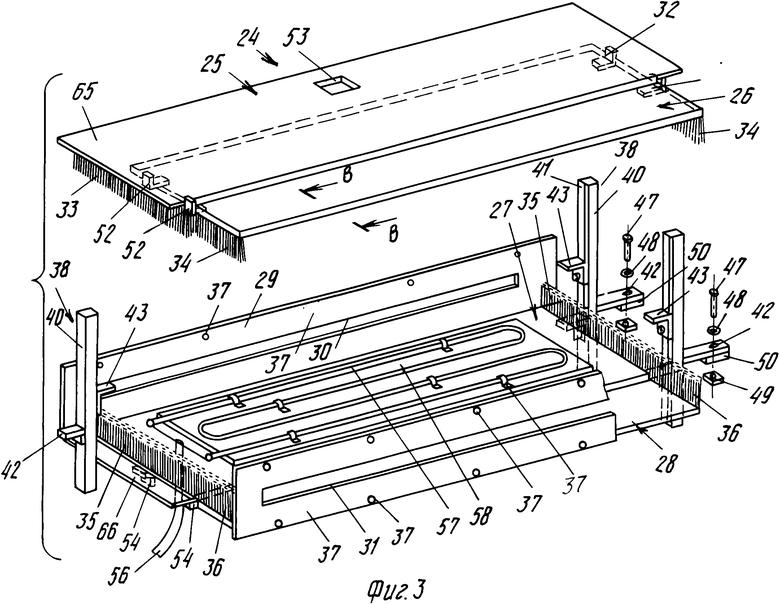
Обогревательная секция 6 содержит обогревательную камеру 24, ограниченную верхней и нижней стенками, парой торцовых панелей, через которые проходят нагретые листы стекла, и парой боковых стенок. Верхняя стенка образована парой панелей, причем верхняя панель 25 наложена на нижнюю панель 26 и поддерживает ее так, чтобы последняя имела возможность перемещения. Аналогично, нижняя стенка образована парой панелей, причем верхняя панель 27 наложена на нижнюю панель 28 и поддерживает ее так, чтобы последняя имела возможность перемещения.
Обращенный к печи 5 торец обогревательной камеры 24 закрыт торцовой панелью 29, имеющей горизонтальную щель 30, выполненную в ней для загрузки листов стекла. Торец, обращенный к позиции 7 гнутья, закрыт торцовой панелью 31, имеющей горизонтальную щель 32, выполненную в ней для выгрузки листов стекла. Хотя щели 30 и 32 предназначены для плоских листов стекла, торцовые панели 29 и 31 могут быть заменены на пару гибких огнеупорных шторок, например в случае, когда листы стекла предварительно формуют в обогревательной камере на фасонных роликах перед окончательным формованием в позиции 7 гнутья.
Боковые стенки образованы щетками, которые могут быть выполнены из любого огнеупорного материала, например найлона или нержавеющей стали. Например, направленная вниз щетка 33 прикреплена к боковому краю панели 25, а направленная вниз щетка 34 - к боковому краю панели 26. Направленная вверх щетка 35 прикреплена к боковому краю панели 27, а направленная вверх щетка 36 -к боковому краю панели 28. Щетки позволяют конвейерным роликам 19 проходить через боковые стороны обогревательной камеры 24 в любом подходящем месте и стремятся повторить поперечную конфигурацию конвейерных роликов 19, прижимаясь к ним, что предотвращает утечку тепла из обогревательной камеры 24.
Торцовая панель 29 может быть прикреплена вдоль верхнего края к краю торца верхней панели 25 и вдоль нижнего края к верхней панели 27 резьбовыми крепежными элементами 37. Аналогично, панель 31 может быть прикреплена вдоль верхнего края к краю торца нижней панели 26 и вдоль нижнего края к нижней панели 28 резьбовыми крепежными элементами 37.
Обогревательная камера 24 поддерживается поперечно конвейерной секции 18 четырьмя опорными узлами 38, прикрепленными к балкам 39 подшипниковых стоек, pазмещенных вдоль и проходящих в продольном направлении на противоположных сторонах конвейерной системы 2.
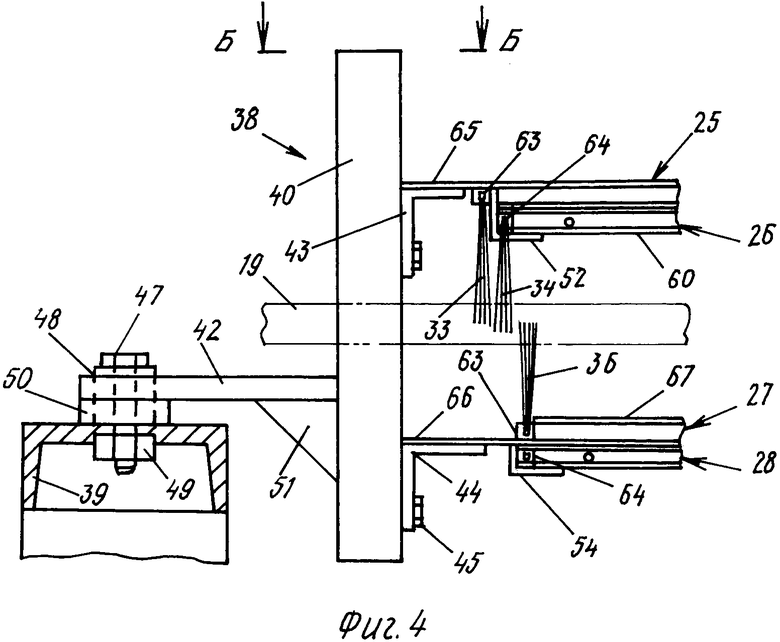
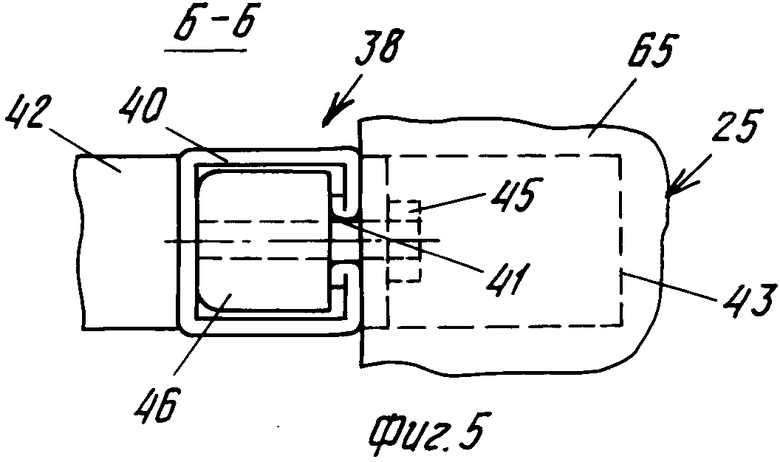
Каждый из четырех опорных узлов 38 содержит вертикальный квадратный трубчатый опорный кронштейн 40, имеющий продольный паз 41, выполненный в стенке, обращенной к щеткам. Горизонтальный кронштейн 43 прикреплен одним концом к обращенной наружу стенке соответствующего опорного кронштейна 40, которая противоположна стенке с пазом 41. Пара Г-образных опор, верхняя опора 43 и нижняя опора 44 прикреплены к опорному кронштейну 40 с помощью резьбового крепежного элемента 45 и гайки 46. Последняя размещена во внутренней, центральной части опорного кронштейна 40 и находится в резьбовом соединении с концом крепежного элемента 45, который проходит через отверстие в соответствующей опоре 43 и 44 и через паз 41,
Противоположный опорному кронштейну 40 конец горизонтального кронштейна 42 прикреплен к балке 39 подшипниковых стоек с помощью резьбового крепежного элемента 47, проходящего через шайбу 48 и продолговатое отверстие, выполненное в кронштейне 42. Кроме того, крепежный элемент 47 проходит через отверстие, выполненное в поверхности балки 39, и соединен гайкой 49, размещенной под балкой 39, и отделен от балки 39 подшипниковых стоек посредством прокладки 50. К нижней поверхности горизонтального кронштейна 42 и к опорному кронштейну 40 прикреплен наугольник 51, предназначенный для повышения жесткости конструкции и предотвращения изгибающего момента.
Верхняя 25 и нижняя 26 панель, образующие верхнюю стенку обогревательной камеры 24, установлены с возможностью скольжения одной панели относительно другой. Панель 26 скользит под панелью 25, которая удерживается на месте за счет усилия, приложенного к периферийному краю панели 25 Г-образными опорами 43. Вниз и внутрь от каждого бокового края панели 25 проходит пара Г-образных опор 52, предназначенных для поддерживания панели 26. Кроме того, панель 25 выполнена с по меньшей мере одним квадратным отверстием 53, в котором может быть установлен фотоэлемент, фиксирующий прохождение передней и задней кромок листов 3 стекла, для того чтобы регулировать процесс обогрева. В случаях, когда закалку листов стекла осуществляют на двойной линии, в панели 25 может быть выполнена пара отверстие 52, расположенных над центральными линиями двух линий листов стекла, перемещающихся параллельно друг другу.
Верхняя 27 и нижняя 28 панели, образующие нижнюю стенку обогревательной камеры 24, так же установлены с возможностью скольжения одной панели относительно другой. Панель 28 скользит под панелью 27, которая удерживается на месте за счет усилия, приложенного Г-образными опорами 44. Вниз и внутрь от нижней поверхности, примыкающей к боковому краю панели 27, проходит пара Г-образных опор 54, предназначенных для поддерживания панели 28. Кроме того, панель 27 содержит резистивный электронагревательный элемент 55, например нагреватель Кэлрода, закрепленный на верхней основной поверхности панели. Нагревательный элемент 55 регулируется с помощью, например, C.Р. (однооперационного триодного тиристора), который поддерживает его температуру на отрегулированном уровне. Нагревательный элемент 55 получает питание через электрический проводник 56, проходящий через панель 27 и электрически соединенный с противоположными концами нагревательного элемента. Кроме того, нагревательный элемент может быть изолирован от панели 27 с помощью секции из изолирующего материала 57, установленной на обращенной вверх поверхности панели 27. Нагревательный элемент 55 может быть прикреплен к секции 57 или панели 27 с помощью зажимов 58.
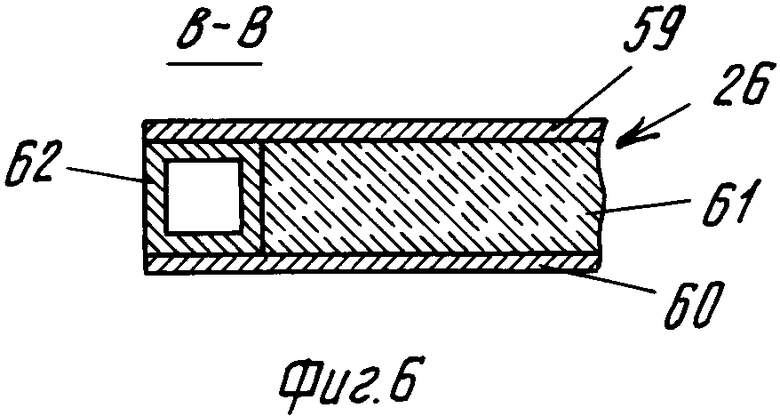
Панели 25-28 выполнены как изолирующие панели, предназначенные для того, чтобы максимально ограничить утечку тепла из обогревательной камеры 24. Панель 26 состоит из верхней 59 и нижней 60 стенок, между которыми размещен изолирующий материал 61, например маринит или фиберфакс. Верхняя 59 и нижняя 60 стенки разделены квадратным трубчатым элементом 62, проходящим по периферии панелей, с тем, чтобы оставить пространство между стенками и для размещения в нем изолирующего материала 61.
Щетки 33-36 прикреплены к панелям 25-28 (фиг.4), с помощью прямоугольных в поперечном сечении трубчатых направляющих 63 и 64, которые проходят вдоль боковых краев панелей 25 и 26, соответственно и содержат обращенный вниз паз, в котором устанавливается и удерживается край щеток 33 и 34 соответственно.
Щетка 33 проходит по всей длине направляющей 63, щетка 34 укорочена так, чтобы она проходила только вдоль той части направляющей 64, которая расположена между передней торцовой панелью 31 и передним краем панели 25. Аналогично, щетка 35 проходит по всей длине связанной с ней направляющей 63, а щетка 36 укорочена так, чтобы соответствовать по длине связанной с ней направляющей 64.
Для того чтобы обеспечить опору для верхней и нижней стенок обогревательной камеры 24, верхняя стенка 65 панели 25 и нижняя стенка 66 панели 27 выполнены так, чтобы они выступали за боковые края панелей. Выступы стенки 65 опираются на обращенную вверх поверхность Г-образных опор 43. Аналогично, выступы стенки 66 опираются на обращенную вверх поверхность опоры 44. Болты 47 и гайки 49 могут быть ослаблены, чтобы переместить опорные узлы 38 в направлении внутрь к панелям 25 и 27 для зацепления их за счет трения с боковыми краями стенок 65 и 66, чтобы тем самым зафиксировать расположение панелей 25 и 27 и задней торцовой панели 29 по отношению к балке 39 подшипниковых стоек. Панели 26 и 28 и передняя торцовая панель 31 могут свободно перемещаться относительно закрепленных панелей, чтобы можно было регулировать длину обогревательной камеры так, чтобы она занимала все пространство между позицией 4 нагрева и позицией 7 гнутья.
Кроме того, обращенная вниз стенка 60 панели 26 и обращенная вверх стенка 67 панели 27, а также соответствующие поверхности панелей 25 и 28 могут быть покрыты теплоотражающим материалом, чтобы уменьшить утечку тепла из обогревательной камеры 24 и обеспечить отражение теплового излучения обратно на лист 3 стекла.
Верхний выпуклый формующий элемент 20 и нижний вогнутый формующий элемент 21 позиции 7 гнутья имеют противоположные сопряженные фасонные поверхности, соответствующие по кривизне конфигурации листов, когда они изогнуты, и установлены с возможностью сближения и удаления относительно друг друга.
Выпуклый формующий элемент 20 имеет обращенную вниз выпуклую фасонную поверхность 68 и установлен сверху роликов 19, а вогнутый формующий элемент 21 размещен снизу конвейерных роликов 19 и установлен с возможностью вертикального перемещения для сближения и удаления от выпуклого формующего элемента 20. Чтобы обеспечить возможность смещения вогнутого формующего элемента 21 выше уровня конвейерных роликов 19 для подъема над ним листов 3 стекла, данный элемент 21 выполнен в виде множества сегментов 69, установленных на платформе 70 и размещенных на достаточном расстоянии друг от друга, чтобы сегменты 67 могли проходить между соседними роликами 19. Сегменты 69 образуют составную кольцеобразную конструкцию, имеющую вогнутую фасонную поверхность 71, сопряженную с фасонной поверхностью 68 выпуклого формующего элемента 20.
Платформа 70 может вертикально перемещаться гидравлическим приводным средством 72, имеющим соответствующий поршневой шток 73, для подъема и опускания вогнутого формующего элемента 21 между нижней позицией под конвейерными роликами 19 и верхней позицией над ними, чтобы снимать нагретый лист 3 стекла с конвейерных роликов 19 и прижимать его к выпуклому формующему элементу 20 между сопряженными фасонными поверхностями 65 и 71, придавая ему тем самым нужную кривизну.
Выпуклый формующий элемент 20 так же может быть установлен с возможностью вертикального перемещения, если это будет необходимо, путем подвешивания его на поршневом штоке гидравлического приводного средства. После того, как процесс гнутья закончен, вогнутый формующий элемент 21 опускается и возвращает лист на конвейерные ролики 19.
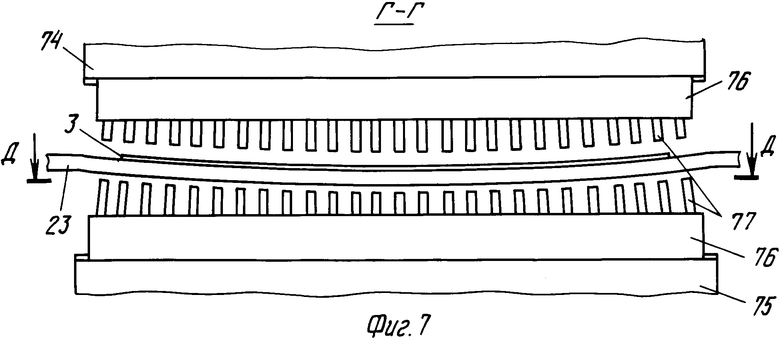
Охлаждающее средство 9 в позиции 8 закалки содержит верхнюю и нижнюю дутьевые головки 74 и 75, размещенные сверху и снизу листов 3 стекла для направления противоположных потоков охлаждающей среды, такой, например, как воздух, к противоположным поверхностям листов 3 стекла, перемещающихся по конвейерной секции 22. С этой целью, дутьевые головки 74 и 75 содержат нагнетательные камеры или модули 76, имеющие множество трубок 77, выступающих из них наружу, по направлению к пути перемещения изогнутых листов 3, для направления множества потоков охлаждающей среды, подаваемой из соответствующего источника через модули 76, к противоположным поверхностям листов 3 стекла.
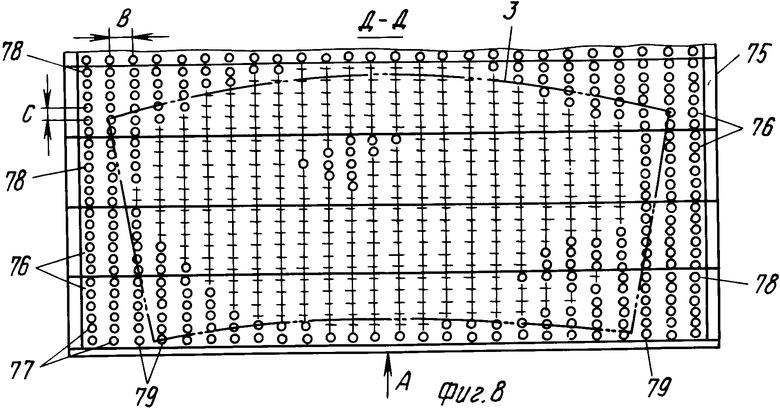
Трубки 77, выступающие из модулей 76 в дутьевых головках 74 и 75, размещены параллельными рядами 78, перпендикулярными пути перемещения листов 3 стекла. Ряды расположены отдельно друг от друга вдоль пути перемещения и размещены таким образом, чтобы каждая трубка 77 ряда была выровнена с трубкой из каждого соседнего ряда с тем, чтобы образовать параллельные колонны 79. проходящие в направлении пути перемещения.
Как показано на фиг.8, продольное расстояние С между рядами 78 меньше, чем поперечное расстояние B между соседними колонками 79. Трубки 77 на дутьевой головке 74 размещены (фиг.7), перпендикулярно к верхней основной поверхности листа 3, а трубки 77 на нижней дутьевой головке 75 - перпендикулярно к нижней основной поверхности листа 3. Предпочтительно, чтобы трубки дутьевых головок 74 были аксиально выравнены с трубками головок 75. Такая конфигурация дутьевой головки известна, как дутьевая головка с полосчатым модулем, где все трубки 77 выровнены в направлении перемещения листа 3 стекла на роликах 23 (стрелка А). Расположение трубок в дутьевой головке с полосчатыми модулями позволяет охладить лист 3 стекла в процессе закалки таким образом, чтобы число частиц и размеры удлиненных осколков при дроблении стекла находились в пределах установленных норм.
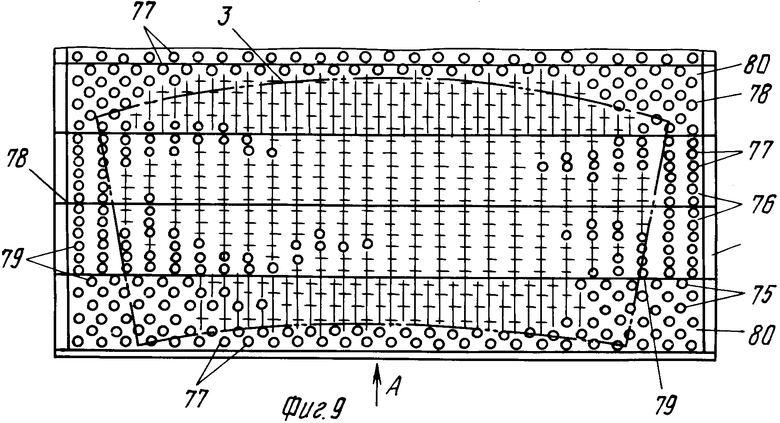
Исключительное использование полосчатых модулей в дутьевых головках показало высокую эффективность с точки зрения снижения длины щепы до допустимых пределов в очень тонких листах стекла. К сожалению, другим эффектом их использования стало появление радужности, и, иногда, увеличение размера частиц до такой степени, которая может оказаться недопустимой. Хотя появляющаяся радужность и допустима, однако она ухудшает внешний вид, и поэтому ее следует по возможности избегать. В связи с этим, на фиг.9 показан модифицированный вариант дутьевой головки 75 с полосчатыми модулями, в которой только часть модулей имеет описанное полосчатое расположение трубок. Остальные модули 80 дутьевой головки имеют обычное расположение трубок, известное, как расположение по схеме "пятерки домино", при котором трубки 77 чередующихся рядов 78, выровнены относительно друг друга, образуя параллельные колонны 79, проходящие в направлении пути перемещения листов стекла.
Расстояние в схеме установлено таким образом, чтобы чередующиеся колонны трубок были выровнены с колоннами полосчатых модулей. Остальные колонны трубок размещены между полосчатыми колоннами, образуя гроздевидное расположение трубок, которое обеспечивает более равномерное распределение воздуха по поверхности листа.
Для обеспечения наиболее удовлетворительных результатов, как было установлено, центральный модуль или модули должен иметь полосчатую схему расположения трубок, а модули, размещенные по краям дутьевой головки, - обычную схему или схему "пятерки домино". При этом варианте центральная часть листа стекла наиболее продолжительное время подвергается воздействию потоков из полосчатых модулей на критической начальной стадии охлаждения, когда лист полностью находится в пределах, т.е. в спроецированных на него очертаниях или контурах дутьевых головок, в то время как передняя и задняя кромки листа подвергаются воздействию потоков охлаждающей среды из обычных модулей 84. В это время лист стекла непрерывно перемещается через охлаждающее средство, однако с пониженной скоростью по сравнению с той сравнительно высокой скоростью подачи, которая требуется, чтобы свести к минимуму потери тепла листом 3, когда он перемещается из позиции 7 гнутья в позицию 8 закалки.
Таким образом, когда лист 3 заходит в охлаждающее средство 9, противоположные стороны листа подвергаются воздействию противоположных потоков охлаждающей среды по описанной схеме в течение времени, достаточного для достижения желаемого результата, т.е. улучшенных характеристик дробления и понижения радужности.
В описанных вариантах изобретения давление воздуха в дутьевых головках находится в диапазоне 15-72 дюймов вод.ст. В большинстве случаев такое давление оказалось достаточным для изготовления закаленных листов стекла толщиной 3,5 мм или меньше, полностью отвечающих требованиям к прочности и характеру дробления. Однако при закалке автомобильного стекла, имеющего оконечные участки с малым радиусом кривизны, такого, например, как закругленные задние окна, оконечные участки сдерживают естественный приток воздуха на внутреннюю или верхнюю поверхность стекла, что приводит к неудовлетворительной закалке, особенно это проявляется при закалке очень тонких листов стекла. Данную проблему можно смягчить за счет применения сжатого воздуха, находящегося под давлением порядка 3-110 фунтов на кв.дюйм, предпочтительно 30-80 фунтов на кв.дюйм, для внутренней поверхности листа стекла. Сжатый воздух может применяться по всей продольной длине листа или же только на оконечных участках с малым радиусом кривизны. Это может быть осуществлено путем подсоединения, по меньшей мере, одного ряда из имеющихся трубок, размещенных по полосчатой схеме, к источнику сжатого воздуха и, если нужно, перекрытия некоторых трубок ряда, чтобы воздух поступал только на изогнутые участки.
Тот же результат может быть достигнут путем размещения между двумя рядами имеющихся в дутьевой головке трубок трубы для подвода сжатого воздуха, имеющей подающие сопла. Число сопл определяется потребностью, причем сопла должны быть выровнены с трубками в колоннах полосчатого модуля.
Следует заметить, что скорость перемещения листов 3 стекла на каждой стадии процесса регулируется с помощью управляющего устройства двигателя таким образом, чтобы она соответствовала характеру обработки листа 3 стекла на этой стадии. Таким образом, скорость перемещения листов 3 меняется по мере прохождения их вдоль конвейерной системы 2 в зависимости от осуществляемой обработки, так что листы могут проходить через нагревательную камеру 13 по конвейерной секции 14 с первой скоростью через обогревательную секцию 6 и позицию 7 гнутья по конвейерной секции 18 - со второй скоростью, и через позицию 8 закалки - с третьей скоростью. Таким образом, листы 3 стекла перемещаются через закалочное устройство 1 с заданными скоростями, соответствующими интервалам времени, за которые они должны быть перемещены через и от одной позиции к другой.
Конвейерные ролики 15 конвейерной секции 14 имеют общий привод через бесконечную приводную цепь 81 от соответствующего механизма 82 зубчатых передач, соединенного с силовой установкой с регулируемой скоростью или электрическим двигателем 83. Ролики 19 конвейерной секции 18 имеют общий привод от двигателя 84 с регулируемой скоростью через механизм 85 зубчатых передач и бесконечную приводную цепь 86. Аналогично, ролики 23 конвейерной секции имеют общий привод от бесконечной цепи 87, приводящейся через механизм 88 зубчатых передач двигателем 89 с регулируемой скоростью.
Каждый из электродвигателей 83, 84 и 89 с регулируемой скоростью соединен при работе с управляющим устройством двигателей (не показано) так, чтобы при изменении в процессе регулировки, например, скорости двигателя 83 и соответственно скорости конвейерной секции 14 соответствующим образом изменялись бы и скорости остальных конвейерных секций с тем, чтобы между ними поддерживалась нужная пропорция. Средняя скорость перемещения через позиции составляет, как правило, 1,400-3,000 дюйма в минуту. Чем быстрее скорость линии, тем меньше количество теплоты, требуемое в печи 5 и обогревателе 6.
Из вышеизложенного ясно, что цели настоящего изобретения полностью достигнуты. Результатом этого изобретения является обеспечение усовершенствованных способа и устройства для закалки листов стекла таким образом, чтобы они соответствовали определенным установленным нормам, касающимся числа частиц, образующихся при дроблении, и размера вытянутых осколков. Согласно изобретению, это достигается путем регулирования нагрева листов стекла в нагревательной печи, поддержания их температуры на нужном уровне в обогревательной секции и охлаждения нагретого листа стекла в полосчатом охлаждающем модуле дутьевой головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕКЛЯННЫХ ЛИСТОВ | 1991 |
|
RU2036861C1 |
| ПРЕССОГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ГИБКИ СТЕКЛЯННОГО ЛИСТА | 1990 |
|
RU2031864C1 |
| СПОСОБ И УСТРОЙСТВО ГИБКИ И ЗАКАЛКИ СТЕКЛЯННЫХ ЛИСТОВ | 1995 |
|
RU2143407C1 |
| УСТРОЙСТВО ДЛЯ ПРИЖИМНОЙ ГИБКИ РАЗМЯГЧЕННОГО ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2009108C1 |
| ПЕЧЬ И СПОСОБ НАГРЕВА ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2090523C1 |
| НЕЙТРАЛЬНОЕ СТЕКЛО С НИЗКИМ КОЭФФИЦИЕНТОМ ПРОПУСКАНИЯ | 1994 |
|
RU2129101C1 |
| ШТАМП ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2069647C1 |
| ЗЕЛЕНОЕ СТЕКЛО | 1990 |
|
RU2067559C1 |
| Устройство для молирования листов стекла | 1989 |
|
SU1831469A3 |
Способ закалки листов стекла и устройство для его осуществления применяется для изготовления изогнутых закаленных листов стекла, используют для остекления проемов автомобилей. Сущность изобретения: поточная линия для закалки листов стекла содержит печь, обогреватель, средство для гнутья и охлаждающее средство, размещенные последовательно вдоль горизонтально проходящего конвейера для листов стекла. Обогреватель проходит между печью и средством для гнутья и предназначен для поддерживания температуры листов стекла на заданном уровне. Обогреватель имеет боковые стенки, образованные множеством щеток, и может избирательно удлинятся вдоль пути перемещения листов стекла. Обогреватель содержит регулируемое нагревательное средство. Охлаждающее средство содержит множество трубок, размещенных сверху и снизу пути перемещения листов стекла и соединенных с источником воздуха под давлением. Трубки упорядочены в ряды, перпендикулярные пути перемещения листов стекла, и колонны, параллельные пути перемещения, для придания листам стекла свойств, удовлетворяющих требованиям, предъявляемым к характеру дробления листов стекла. 2 с. и 2 з.п. ф-лы, 9 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ ЗАХВАТНОГО УСТРОЙСТВА | 1993 |
|
RU2035292C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

