Изобретение относится к способу мониторинга производства безопасного стекла и регулирования процесса обработки с помощью информации, отображающей загрузку стеклянных панелей, причем указанный способ включает проведение плоских стеклянных панелей через по меньшей мере один процесс обработки и, до процесса обработки, считывание посредством камеры или камер информации, отображающей загрузку стеклянных панелей, которая используется для управления продукцией или технологическими параметрами, или для записи и мониторинга связанных с ними данных.
Изобретение относится также к устройству для мониторинга производства безопасного стекла и регулирования процесса обработки с помощью информации, отображающей загрузку стеклянных панелей, причем указанное устройство включает печь, нагревательные устройства, находящиеся в печи, для нагрева стеклянных панелей для закалки или термоупрочнения, загрузочный стол, роликовый конвейер для проведения стеклянных панелей от загрузочного стола в печь, по меньшей мере одну камеру выше или ниже конвейера для считывания информации, отображающей загрузку стеклянных панелей, причем камера направлена так, чтобы видеть, напрямую или с помощью зеркала, свет, отраженный от стекла, и устройство управления для регулирования оборудования радиационного нагрева, содержащегося в нагревательных устройствах.
В зависимости от заданной области применения информация, отображающая загрузку стеклянных панелей, включает по меньшей мере одно из следующего: форму, размер и положение. Загружается много стекол одновременно, возможна также поэтапная загрузка.
Изобретение применяется в процессе закалки или термоупрочнения стеклянных панелей для регулирования производства и нагрева, а также для мониторинга продукции.
Этот тип способа и устройства для применения для регулирования процесса закалки известны из патентной публикации ЕР-0937687 А2. При этом данные о форме и загрузке стекла считываются с помощью камеры, которая обнаруживает обратное отражение электромагнитного излучения от стекла. Считанная картина используется для локализации радиационного нагрева в печи для закалки.
В патентной публикации FI-100526 сенсоры установлены на заднем конце загрузочного стола, один на каждую последовательность сопротивлений в печи. Детектор, образованный отдельными сенсорами, дорог, к тому же не обладает особенно хорошей точностью измерений. Кроме того, дискретные детекторы не способны обеспечить надежную информацию о размере стеклянных деталей, составляющих загрузку.
В публикации WO 02/18980 описываются способ и устройство для мониторинга оптического качества поверхности стекла с помощью камеры, в которую фокусируется свет, отраженный от поверхности стекла. Проблема состоит в мониторинге, проводимом после процесса обработки.
В публикации WO 91/03434 А1 описывается устройство для измерения размеров листовых стеклянных панелей до погрузки стеклянных панелей на складские стойки. Измерения проводят с помощью отраженного от стекла света и камеры. Это не требует одновременного обследования всей площади поверхности и положения нескольких стеклянных панелей, кроме того, информация используется не для процесса обработки стеклянных панелей, а только для выбора подходящей стойки для хранения одной стеклянной панели в каждый момент времени.
Целью изобретения является предоставить способ и устройство вышеуказанного типа, которые привлекательны с точки зрения цены и которые имеют высокую точность измерений, причем информация может использоваться для регулирования процесса обработки, а также, если желательно, для мониторинга производства, в режиме реального времени.
Эта цель выполнена способом согласно изобретению тем, что на плоскость конвейера, по которой движется много стеклянных панелей для процесса закалки или термоупрочнения, направляется свет высокой интенсивности, и информация, отображающая загрузку, считывается с помощью камеры или камер, которая или которые направлены так, чтобы видеть, напрямую или с помощью зеркала, свет, отраженный от стекла, и тем, что информация, отображающая загрузку, используется в процессе закалки или термоупрочнения для регулирования для регулирования и радиационного нагрева, и конвекционного нагрева, и информация, отображающая загрузку, применяется также для мониторинга технологического оборудования для производства стекла и для записи данных, связанных с производственным процессом.
Как указано выше, устройство согласно изобретению также содержит источник света высокой интенсивности, который освещает загрузку стекла, находящуюся внутри поля зрения камеры, камера подсоединена к контрольному устройству для регулирования и оборудования радиационного нагрева и оборудования конвекционного нагрева, содержащихся в устройствах для нагрева стеклянных панелей, и средство для мониторинга продукции устройства и для записи данных, связанных с ней, на основе указанной информации.
Достаточное разрешение может быть достигнуто путем применения светильника, образованного мощной высокочастотной люминесцентной лампой, и камеры, образованной полутоновой линейной камерой с достаточным разрешением. В проведенных испытаниях камера, способная распознавать 256 значений интенсивности, обеспечивала расхождение в 30 единиц интенсивности в случае стекол полностью плоского типа и расхождение в 10 единиц интенсивности в случае стекол с неровной поверхностью. Этого достаточно для надежной идентификации края и поверхности стекла.
В более ранней заявке настоящего Заявителя, FI-20030005, детектирование стекла осуществляется с помощью полутонового разрешения и УФ-излучения, которое применяется для визуализации остатков олова на поверхности стекла или для облучения плоскости, транспортирующей стекло.
Преимущество, полученное от настоящего изобретения по сравнению с предыдущим, состоит в том, что избегают применения опасного УФ-излучения, или в том, что использование УФ-излучения ограничивается только его функцией как вспомогательного освещения, и в том, что распознаются также такие стекла, которые не содержат остатков олова. Например, зеленое стекло имеет очень малые остатки олова, а типы стекол, изготовленных прессованием (обычно, например, рельефное стекло, панели для стен душевых кабин) совсем не содержат остатков олова.
Далее изобретение будет описано более подробно на характерных вариантах осуществления со ссылками на прилагаемые чертежи, на которых:
Фиг.1 показывает схематическое продольное сечение переднего конца печи для закалки, снабженной устройством, обеспечивающим осуществление способа согласно изобретению, и
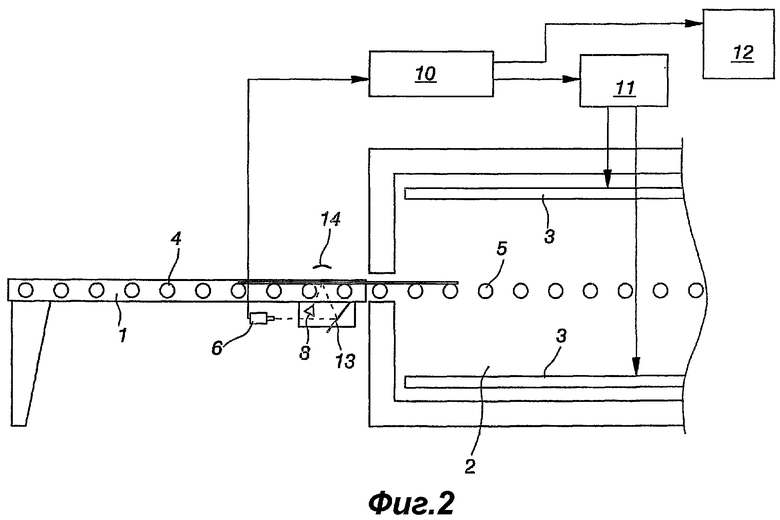
Фиг.2 показывает устройство во втором варианте осуществления тем же образом, что и на фиг.1.
Плоские стеклянные панели, подвергаемые закалке, имеющие желаемую форму и размер, укладываются на конвейер, состоящий из роликов 4 загрузочного стола 1, с помощью которого загрузка стекла подается в печь 2 на конвейер, образуемый там роликами 5. Нагрев загрузки стекла осуществляется, например, с помощью электрических сопротивлений 3, установленных выше и ниже конвейера 5. Доступны также другие типы известных источников тепла. В качестве примера таких источников можно упомянуть конвекционные горелки. Нагревательные элементы 3 могут включать и оборудование радиационного нагрева, и оборудование конвекционного нагрева как один агрегат.
С точки зрения регулирования нагрева, а также с точки зрения других, описываемых далее целей, выгодно иметь как можно более полное знание информации о загрузке, в частности, скорость загрузки, расположение, форму и размеры стеклянных панелей. В связи с этим, в варианте осуществления фиг.1 у заднего края загрузочного стола 1 короткий участок конвейера заключен в кожух 7, который оборудован источниками света 8 высокой интенсивности для освещения загрузки стекла сверху. Источники 8 света могут включать обычные высокочастотные люминесцентные лампы, работающие в диапазоне видимого света. Источник 8 света может также содержать множество светодиодов, полностью покрывающих ширину конвейера. Это вносит то преимущество, что длина источника света не ограничивается длиной имеющихся ламп. Освещенные поверхности стекла становятся видимыми для камеры 6 и отличимыми, например, от черного фона 9. Поле зрения линейной камеры 6 наведено на промежуток между роликами 4 загрузочного стола 1, и черная фоновая поверхность 9 находится сзади этого межроликового промежутка ниже конвейера. Фоновая поверхность 9 обычно черная, но может также отличаться от отражающей поверхности стекла другим образом. Интенсивность источника 8 света может быть настроена или автоматически самонастраиваться в соответствии с отражением стекла.
Линейная камера 6 направлена к плоскости, транспортирующей стеклянные панели, под острым углом к нормали транспортирующей плоскости, который образует подходящий угол отражения α. Угол α обычно лежит в интервале 20°-45°, например, примерно 30°-40°. Источник 8 света расположен соответственно и направлен таким образом, что свет, идущий от угла падения, совпадающего с углом отражения α, имеет высокую интенсивность. Линейная камера 6 применяется для приема незначительного фонового светового излучения, идущего от плоскости, транспортирующей стекло, причем существенное увеличение интенсивности света расшифровывается как стекло, так как посредством такой компоновки камера 6 видит свет, который отражается от стекла.
Вариант осуществления фиг.2 отличается от предыдущего только в том смысле, что и источник света 8, и камера 6 установлены ниже загрузочного стола 1, и направление распространения света, отраженного от нижней поверхности (и возможно также от верхней поверхности) стекла отклоняется зеркалом 13 к камере 6. Таким образом, камера 6 может быть установлена на достаточном расстоянии от точки отражения без проблем позиционирования. С другой стороны, выше загрузочного стола 1 не будет неудобных и требующих защиты структур, а только экран или фон 14, который не является отражающим предпочтительно черное матовое покрытие.
Когда стекло движется на конвейере 4, ритм конвейера может быть синхронизирован с частотой линии камеры, чтобы дать плотную поточечную информацию о площади или площадях, на которых имеется стекло.
Обычный тип линейной камеры включает камеру с разрешением 2048 пикселей и способностью различать 256 оттенков серого. Эта обычная и недорогая базовая камера достаточна для целей изобретения. Если конвейер имеет максимальную ширину 3000 мм, в результате с одной 2048-пиксельной камерой будет получен пиксель размером 1,46 мм. Если имеется вобуляция одного пикселя на обоих краях, точность будет 3 мм. С тремя 2048-пиксельными камерами размер пикселя будет равным 0,488 мм, тем самым погрешность размеров равна по меньшей мере 1 мм. С одной 8192-пиксельной камерой точность будет даже лучше. В большинстве случаев практические требования будут удовлетворены всего одной 2048-пиксельной камерой, так как стекло может быть идентифицировано даже из измерений, проведенных с точностью 3 мм. Программно возможно обеспечить разрешение даже выше, чем один пиксель.
С загрузочного стола 1 получают поточечную информацию о размере, например, 2048 пикселей × 3277 пикселей (3000 × 4800 мм), указывающую, какие точки имеют стекло, а какие нет.
Информация, отображающая загрузку, проходит на контрольное устройство 10, где она может быть обработана различными способами. В данном иллюстративном варианте осуществления эта информация применяется конкретно для регулирования сопротивлений 3 и/или других нагревательных устройств и для разработки профиля нагрева. Для этой цели конвейер делится на дорожки, с шириной, равной одному сопротивлению 3 (например, 100 мм).
Продольная оценка осуществляется измерением длины загрузки и проверки, является ли загрузка непрерывной или состоящей из нескольких длин. Программа в блоке управления 10 или 11 делает вывод о том, нуждаются ли различные полосы в разных тепловых эффектах из-за несовпадения длин. При желании можно также регулировать распределенные по длине нагревательные устройства.
Поперечная оценка необходимого нагрева осуществляется визуальной проверкой, под какими нагревательными устройствами (какими дорожками) имеется стекло и под какими нагревательными устройствами стекла нет. Необходимые тепловые эффекты оцениваются по желательному уравнению для разработки желаемого поперечного профиля нагрева. Это позволяет получить виртуально отклик в реальном времени на требования нагрева, обеспечивая таким образом лучший баланс температуры для печи.
Изобретение может также использоваться для идентификации разбитых стекол и для распознавания стекол, предназначенных для разных клиентов. Изображение загрузочного конвейера 1, 4 появляется на мониторе 12, находящемся вблизи разгрузочного конвейера, чтобы оператор был способен увидеть, если в какой-то точке отсутствует стекло. При желании разгрузочный конвейер также может быть снабжен своей собственной системой камер и, следовательно, обнаружение отсутствия стекла может быть автоматизировано.
Если имеются сведения о размере и форме стеклянной детали, стекло может быть идентифицировано, и для оператора разгрузки могут быть напечатаны этикетки для прикрепления к стеклам (информация о клиенте и стекле). Стекла для нескольких клиентов могут обрабатываться в одной и той же загрузке без боязни спутать стекла. Другое потенциальное применение состоит в том, что оператор загрузки и оператор разгрузки могут видеть одну и ту же картину загрузки, и оператор загрузки отмечает картину светящимся карандашом, указывая, какие стекла включены на поставку конкретному клиенту.
Идентификация стекол может быть объединена с нанесением штрихкода, который позволяет отследить даже позднее, когда и при каких технологических параметрах стеклянная деталь прошла через процесс. Это дает полезную информацию обратной связи для мониторинга производства или проверки параметров управления процессом.
Штрихкод, ассоциированный с каждой стеклянной панелью, образует ID-идентификатор, который хранится в базе данных вместе с информацией, относящейся к производственному процессу. Таким образом, впоследствии можно проверить информацию и технологические параметры, которые были использованы в процессе производства отдельных стекол.
Изобретение относится к способу и устройству для мониторинга производства безопасного стекла. Технический результат изобретения заключается в возможности регулирования процесса обработки, а также, если желательно, для мониторинга производства, в режиме реального времени. На транспортирующую поверхность, по которой множество стеклянных панелей движется в направлении процесса закалки или термоупрочнения, направляется свет высокой интенсивности. Информация, отображающая загрузку, считывается с помощью камеры или камер, которая или которые направлены так, чтобы видеть, напрямую или с помощью зеркала, свет, отраженный от стекла. Информация, отображающая загрузку, используется в процессе закалки или термоупрочнения для регулирования и радиационного нагрева, и конвекционного нагрева, а также для мониторинга и идентификации продукции на разгрузочном конце технологического оборудования для производства стекла. 2 н. и 6 з.п. ф-лы, 2 ил.
| Двухслойный цилиндрический резервуар | 1980 |
|
SU937687A1 |
| Огнетушитель | 0 |
|
SU91A1 |
| УСТРОЙСТВО для КОНТРОЛЯ КАЧЕСТВА ЛИСТОВОГО СТЕКЛА | 0 |
|
SU404522A1 |
| Ремень безопасности транспортного средства | 1988 |
|
SU1532377A1 |

