Настоящее изобретение касается способа изгибания и закалки стеклянных листов, поддерживаемых кольцевой формой.
Из публикации Японии N 47-828, кл. C 03 B 27/00, 1972 известен способ изгибания стеклянных листов, в котором геотермальное стекло укладывается на контурную форму и стекло принимает свою надлежащую форму благодаря инерционной силе и конфигурации контурной формы. Известный способ дает преимущества, как, например, высокую производительность и надежность в работе, но имеет недостатки, как-то, высокую стоимость и относительно длительное время замены формы (4 - 5 час.), отметины, остающиеся на кромках стекла после его перемещения, и высокую стоимость оснастки для каждого конкретного стекла.
Кроме того, известны одинарные печи, работающие на принципе контурных форм, где стекло нагревается только сверху, и оно гнется до своей формы, при этом глубина изгиба или прогиба определяется регулированием времени нагревания. Преимуществами одинарных печей являются простота и низкая цена, однако существенным их недостатком является низкая производительность, относительно большая минимальная толщина (обычно 5 мм, иногда 4 мм), простые изгибаемые формы и только посредственная точность гибки (так как глубина изгибания контролируется только временем изгибания).
Задачей настоящего изобретения является создание улучшенного способа и печи, дешевых и компактных по размеру и достаточной производительности, обеспечивающих гибку стекол различной толщины, включая тонкие стекла.
Поставленная задача решается благодаря тому, что в известном способе изгибания и закалки стеклянных листов, опирающихся на кольцевую форму, в соответствии с которым холодный стеклянный лист помещают на кольцевую форму; осуществляют нагрев кольцевой формы вместе со стеклянным листом; перемещают стеклянный лист в печь для изгибания; изгибают лист при нагревании до температуры изгибания и закалки; осуществляют закалку листа путем обдува охлаждающим воздухом; перемещение кольцевой формы со стеклянным листом в печи для изгибания осуществляют между сопротивлениями с увеличивающейся скоростью, причем скорость начинает увеличиваться в точке, в которой передняя кромка стеклянного листа находится на расстоянии от выходного отверстия из печи для изгибания, равном по меньшей мере высоте стеклянного листа или его размеру в направлении движения, а температура и/или степень изгибания стеклянного листа достигает такой величины, что стеклянный лист приобретает свою конечную форму в конце печи для изгибания.
Предпочтительно, чтобы длина пути прохождения стеклянного листа в печи для изгибания до момента выхода из печи его передней кромки была бы по меньшей мере в 1,5 раза больше размера стеклянного листа в направлении движения, и чтобы скорость движения стеклянного листа увеличивалась во время прохождения до тех пор, пока стеклянный лист частично не покинет печь для изгибания.
Предпочтительно также загрузку и выгрузку стеклянных листов производить в одной машине с направлением холодного стеклянного листа ниже секции закалки в первую секцию предварительного нагрева, расположенную ниже печи для изгибания, и оставлять стеклянный лист на одной и той же кольцевой форме в течение всего процесса обработки.
При осуществлении способа желательно температуру в печи для изгибания регулировать индивидуально в зависимости от толщины стекла таким образом, чтобы каждой толщине стекла соответствовала заданная температура, которая тем выше, чем тоньше стекло.
Желательно также перемещение и нагревание каждого стеклянного листа контролировать индивидуально в зависимости от толщины и замеренной температуры стеклянного листа.
В другом аспекте изобретения поставленная задача решается также тем, что в известном способе изгибания и закалки стеклянных листов, опирающихся на кольцевую форму, в соответствии с которым холодный стеклянный лист помещают на кольцевую форму, осуществляют нагрев кольцевой формы вместе со стеклянным листом, перемещают стеклянный лист в печь для изгибания, изгибают лист при нагревании до температуры изгибания и закалки и осуществляют закалку листа путем обдува охлаждающим воздухом, стеклянный лист нагревают в печи для изгибания, имеющей высокий нагревающий эффект, обеспечивающий нагрев стеклянного листа до температуры закалки раньше, чем лист приобретает свою конечную форму, а прохождение стеклянного листа через печь для изгибания начинают сразу, как только стеклянный лист достигнет температуры, близкой температуре закалки, при этом изгибание стеклянного листа до его конечной формы происходит во время прохождения через печь для изгибания.
Предпочтительно в способе обеспечивать длину пути прохождения стеклянного листа в печи для изгибания до момента выхода из печи его передней кромки по крайней мере в 1,5 раза больше размера стеклянного листа в направлении движения, а скорость движения стеклянного листа увеличивать во время прохождения до тех пор, пока стеклянный лист частично не покинет печь для изгибания.
Предпочтительно также загрузку и выгрузку стеклянных листов производить в одной машине; холодный стеклянный лист направлять ниже секции закалки в первую секцию предварительного нагрева, расположенную ниже печи для изгибания; и оставлять стеклянный лист на одной и той же кольцевой форме в течение всего процесса обработки.
Температуру в печи для изгибания желательно регулировать индивидуально в зависимости от толщины стекла таким образом, чтобы каждой толщине стекла соответствовала заданная температура, которая тем выше, чем тоньше стекло.
Желательно также контролировать перемещение и нагревание каждого стеклянного листа индивидуально в зависимости от толщины и замеренной температуры стеклянного листа.
Задача изобретения решается также благодаря тому, что в известной установке для изгибания и закалки стеклянных листов, включающей загрузочную и разгрузочную позицию; большое число контурных форм, имеющих несущие тележки; по крайней мере одну секцию предварительного нагрева; отдельную печь для изгибания и отдельную секцию закалки, снабженную соплами для вдувания охлаждающего воздуха к противоположным поверхностям изогнутого стеклянного листа, печь для изгибания снабжают сопротивлениями, длина которых в направлении движения кольцевой формы со стеклянным листом в 1,5 раза больше размера стеклянного листа в направлении движения, и обеспечивают возможность для кольцевой формы со стеклянным листом перемещаться с увеличивающейся скоростью в пределах сопротивлений, достигая изгибания стеклянного листа до его конечной формы в печи для изгибания.
Предпочтительно в установке стеклянный лист настраивать в печи для изгибания на ускоряющее движение, с обеспечением скорости движения стеклянного листа, по крайней мере, 0,8 м/сек до того, как его передняя кромка покинет печь для изгибания.
При этом, по крайней мере, одну секцию предварительного нагрева располагают ниже печи для изгибания, а проход для стеклянных листов из загрузочной позиции в секцию предварительного нагрева располагают ниже секции отпуска.
Сопротивления печи для изгибания выполняют с возможностью включения в определенный момент до прибытия стеклянного листа в печь для изгибания, и выключения, когда стеклянный лист покидает печь для изгибания, благодаря чему при пустой печи обеспечивается возможность сохранения включенными только сопротивлений, необходимых для поддержания стабильной температуры в пустой печи для изгибания.
Предпочтительно в печи для изгибания размещать в верхней ее части сопротивления, продольное направление которых совпадает с направлением движения, а в нижней части печи размещать сопротивления, продольное направление которых располагается поперек продольного направления верхних сопротивлений.
При этом размещенные в верхней и нижней частях сопротивления образуют группы основных сопротивлений и содержат на своих краях дополнительные сопротивления, расположенные поперек продольного направления основных сопротивлений.
Установку можно выполнять таким образом, что печь для изгибания имеет в направлении движения длину стеклянного листа, по существу в 1,5 раза больше, чем длина каждой секции предварительного нагрева.
При этом печь для изгибания можно снабжать сопротивлениями, длина которых в направлении движения кольцевой формы со стеклянным листом в 1,5 раза больше размера стеклянного листа в направлении движения, а кольцевая форма со стеклянным листом имеет возможность перемещаться с увеличивающейся скоростью в пределах сопротивлений, обеспечивая изгибание стеклянного листа до его конечной формы в печи для изгибания.
Желательно при этом, чтобы стеклянный лист в процессе изгибания в печи для изгибания имел возможность перемещаться с ускорением в сторону секции закалки, при этом расстояние перемещения и ускорение выбираются таким образом, чтобы стеклянный лист достигал скорости, по крайней мере, 0,8 м/сек прежде, чем его передняя кромка покинет печь для изгибания.
Ниже рассматривается один примерный вариант настоящего изобретения со ссылками на прилагаемый чертеж, на котором показан перспективный вид печи для изгибания по настоящему изобретению.
Подлежащий изгибанию стеклянный лист помещается в холодном состоянии на кольцевую форму 3 в машине загрузки-выгрузки 1. Кольцевая форма 3 перемещается на тележке 2 по нижнему горизонтальному пути, проходящему ниже секции 16 отпуска через отверстие 4 в секцию 5 предварительного нагрева. Отверстие 4 может закрываться и открываться с помощью крышки, которая не показана. Секция 5 предварительного нагрева снабжена сопротивлениями 6 для нагревания стеклянного листа сверху теплом излучения. Из секции 5 предварительного нагрева тележка 2 вместе с формой 3 и стеклянным листом направляется в пространство 7, находящееся ниже второй секции 8 предварительного нагрева, и поднимается с помощью подъемника в секцию 8 предварительного нагрева, снабженную сопротивлениями 9, для продолжения нагревания. Как известно, предварительный нагрев может осуществляться достаточно быстро, поскольку тепло эффективно передается холодному стеклу. В процессе предварительного нагрева стеклянный лист обычно достигает температуры порядка 500oC. Естественно, конечная температура предварительного нагрева может существенно изменяться в ту или другую сторону.
Предварительно нагретое стекло транспортируется на контурной форме 3 в печь изгибания 10, которая одновременно служит в качестве эффективной нагревающей камеры, имеющей обычно температуру порядка 800-1000oC. Печь для изгибания 10 снабжена эффективными сопротивлениями 11, 12, 13 для нагревания стеклянного листа с такой скоростью, что стекло достигает температуры отпуска до приобретения своей окончательной формы. Так, например, стекло толщиной 4 мм нагревается с 500oC за 15-20 сек. до температуры отпуска 600-630oC, обычно 615-620oC. Во время такого быстрого нагревания стекло может также гнуться или прогибаться. Для регулирования температуры нагревания и изгибания стекла используется полимер. При достижении заданной температуры, соответствующей в основном температуре закалки или близкой к ней, начинается прохождение стеклянного листа с ускоренной скоростью в сторону секции 16 закалки прежде, чем стеклянный лист изогнется до своей окончательной формы. Таким образом, изгибание до окончательной формы происходит во время относительно длительного прохождения в печи 10.
Чтобы иметь возможность осуществить вышеописанную процедуру, печь 10, а также сопротивления выше и ниже стеклянного листа делаются более длинными, чем обычно в направлении движения стеклянного листа. В обычном случае печь 10 имеет длину, которая в 1,5 раза больше длины секций предварительного нагрева 5 и 8. Следовательно, верхняя группа сопротивлений 11, 12, 13 и нижняя группа сопротивлений 14, 15 в гибочной печи 10 имеют длину в направлении движения стеклянного листа, которая примерно в 1,5 раза больше длины полей сопротивлений 6 и 9. Кроме того, группа сопротивлений 6 и 9 имеет длину, которая, очевидно, превышает длину обычного стеклянного листа (например, автомобильного заднего окна) в направлении его движения. В печи 10 группы сопротивления имеют длину, которая более, чем в два раза больше высоты обычного автомобильного заднего стекла. Это позволяет перемещать стеклянный лист в печи 10 между верхними и нижними группами сопротивлений на расстояние, соответствующее его 10 размерам в направлении движения. Другими словами, прохождение в сторону секции закалки начинается в точке, или в момент, когда направляющая кромка стеклянного листа находится на расстоянии от выходного отверстия 20, выполненного в печи 10, при этом расстояние, по крайней мере, равно высоте стеклянного листа, т.е. его размеру в направлении движения. В связи с тем, что мягкое стекло, опирающееся на контурную форму, может подвергаться только определенному ограниченному ускорению, то стеклянный лист может иметь скорость движения порядка 1 м/сек (по крайней мере, 0,8 м/сек. ) прежде, чем направляющая кромка стеклянного листа покинет печь 10. Прохождение частично изогнутого стеклянного листа может начинаться на том конце печи 10, который больше удален от секции 16 закалки или с середины печи 10, при этом стеклянный лист сначала движется назад, а затем начинает ускоренное движение в сторону секции 16 закалки. Первая альтернатива является проще с точки зрения рабочего управления, так как стеклянный лист, поступающий из секции 8 предварительного нагрева в печь 10, останавливается на входном конце печи 10 сразу же, как только он окажется между полями сопротивлений.
Распределение тепла в печи 10 контролируется расположением сопротивления. Предпочтительно, чтобы верхняя группа сопротивлений была снабжена сопротивлениями 11, называемыми основными сопротивлениями, идущими в направлении движения по существу по всей длине печи. Концевые части сопротивлений 11 снабжены дополнительными поперечными сопротивлениями 12 и 13 для предотвращения слишком резкого снижения нагревающего действия на концах группы сопротивлений. Нижняя группа сопротивлений печи 10 содержит основные поперечные сопротивления 14, охватывающие по существу всю площадь нагревания печи, концы которых снабжены продольными дополнительными сопротивлениями 15.
Заданные сопротивления, включенные в группы сопротивлений 11, 12, 13 и 14, 15 печи 10, предназначены для включения в определенный момент до того, как стеклянный лист поступит в печь 10. Заданные сопротивления включаются, когда стеклянный лист покидает гибочную печь. Когда печь пустая, единственными сопротивлениями, остающимися включенными, являются те, которые требуются для поддержания в основном постоянной температуры в незагруженной печи 10. Такая конструкция обеспечивает то, что, хотя стеклянные листы перемещаются индивидуально, есть возможность поддерживать устойчивую и воспроизводимую среду в печи, т. е. устраняется влияние задержки инерционной массы сопротивлений.
Как известно, чем тоньше обрабатываемое стекло, тем выше требуется температура закалки. Следовательно, печь должна быть горячее. Таким образом, идеальная температура в печи должна определяться индивидуально для каждой толщины стекла. Это требует рабочего контроля, чтобы стеклянный лист перемещался индивидуально, т.е. перемещения стеклянных листов не зависели друг от друга. Рабочий цикл составляет обычно порядка 1 минуты, или печь производит примерно 60 изогнутых и закаленных стеклянных листов в час. Производительность может быть меньше, например, 40 листов в час, если разгруженная тележка после каждых двух стеклянных листов направляется для выравнивания температуры. Время нахождения тонкого стеклянного листа в печи 10 обычно составляет порядка 10 - 15 сек. Во время интервалов печь 10 остается пустой. Требуемые сопротивления печи 10 включаются, например, за 10 секунд до поступления следующего стеклянного листа в пустую печь.
Во избежание перегрева в печи 10 стеклянный лист должен как можно быстрее передаваться на закалку. Это обеспечивается вышеописанным ускоренным движением в печи 10 во время конечного изгибания стеклянного листа. Переход от изгибания к закалке может быть ускорен благодаря синхронизированию работы сопловых коробок 17 и 18 в секции 16 закалки, обеспечивая начало работы, как только направляющая или передняя кромка стеклянного листа пройдет нижнюю точку, расположенную в средней части сопловых коробок. Речь идет о сопловых коробках, соответствующих контуру гибки стеклянного листа, при этом сопла могут осуществлять обдувку из положения, находящегося достаточно близко к стеклянному листу. Когда стеклянный лист останавливается между сопловыми коробками 17 и 19, то последние уже оказываются подвинутыми ближе к их окончательному положению. Вентиляторы 19 подают охлаждающий воздух к сопловым коробкам 17 и 18.
Как только закалка завершается, сопловые коробки 17 и 18 отводятся в стороны друг от друга для перемещения стеклянного листа в положение, находящееся рядом и выше загрузочно-разгрузочной машины 1. Когда последняя пустая, то изогнутое и закаленное стекло может опускаться вниз на уровень нижнего пути для его доставки в загрузочно-разгрузочную машину 1. Изогнутый и закаленный стеклянный лист удаляется из формы 3 и заменяется плоским холодным стеклянным листом, который направляется ниже секции 16 закалки в секцию 5 предварительного нагрева.
Таким образом, стеклянные листы остаются на одной и той же контурной форме в течение всего процесса обработки. Это упрощает конструирование и работу устройства по сравнению со случаями, когда стеклянный лист должен передаваться с одной несущей опоры на другую. Работа печи может быть полностью автоматизирована, и оператору требуется только ввести информацию о толщине любого стеклянного листа, подлежащего гибке.
Изобретение касается способа и печи для изгибания и закалки стеклянных листов. Стеклянный лист опирается на одну и ту же кольцевую форму в течение всего процесса обработки. Печь для изгибания выполнена достаточно длинной в направлении движения для доставки частично изогнутого стеклянного листа к секции закалки таким образом, чтобы стеклянный лист достигал своей окончательной формы во время прохождения печи для изгибания. С этой целью стеклянный лист нагревается в печи с таким высоким эффектом, что он достигает своей температуры закалки раньше, чем своей окончательной формы. Перемещение и нагревание стеклянных листов контролируется индивидуально в зависимости от толщины и замеренной температуры каждого стеклянного листа. Печь для изгибания снабжена сопротивлениями, длина которых в направлении движения кольцевой формы в 1,5 раза больше размера стеклянного листа в направлении движения, а кольцевая форма имеет возможность перемещаться с увеличивающейся скоростью в пределах сопротивлений. Изобретение обеспечивает благоприятную цену и компактный размер по отношению к производительности и облегчает изгибание стекол различной толщины, включая тонкие стекла. 3 с. и 16 з.п. ф-лы, 1 ил.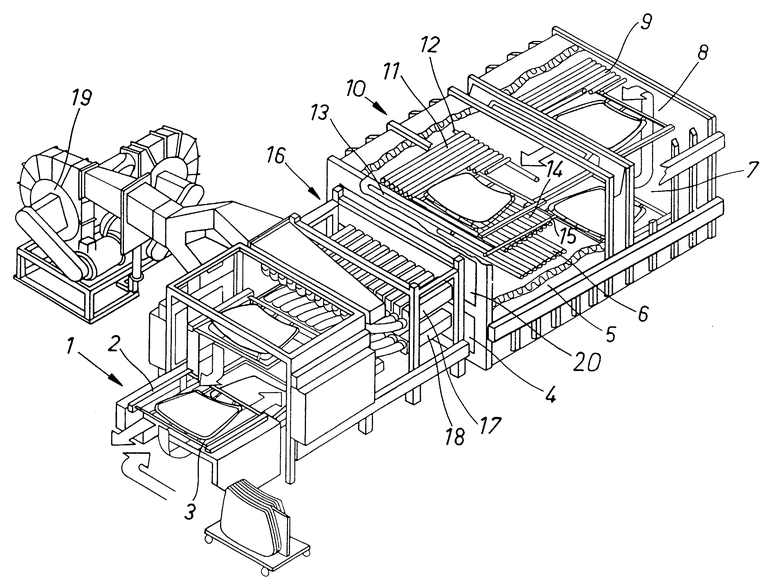
| JP, заявка, 47-828, 11.01.72 | |||
| Установка для моллирования стеклоизделий | 1976 |
|
SU643443A1 |
| US 4447252, 08.05.84 | |||
| DD 3447838, 03.07.86 | |||
| US 4229199, 21.10.80 | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Устройство для возведения в квадрат в избыточном коде | 1985 |
|
SU1307457A1 |
