Изобретение относится к пищевой промышленности, в частности к макаронной и пищеконцентратной ее отраслям.
Широко известны формующие узлы, являющиеся основным рабочим органом прессов-экструдеров, предназначенные для придания полуфабрикату требуемой формы. Формующий узел представляет собой металлический диск или прямоугольную пластину со сквозными отверстиями, профиль которых определяет форму и внешний вид изделий [1]
Основным недостатком, затрудняющим эксплуатацию таких формующих узлов является их невысокая производительность, а также прилипание (адгезия) теста к формующим отверстиям, что в свою очередь приводит к их заклиниванию.
Известен формующий узел пресса-экструдера для переработки пластических масс, содержащий канал с входной зоной, образующая поверхность которого выполнена криволинейной, и зоной формования, отличающийся тем, что с целью повышения производительности процесса экструзии путем увеличения скорости продукта на поверхности входной зоны с переходом в зону формования выполнены непрерывные продольные канавки постоянного сечения [2]
Данное техническое решение позволяет несколько повысить производительность формующего узла, но не решает вопрос его технического обслуживания при заклинивании каналов и приводит к необходимости остановки пресса-экструдера, его разборке и зачистке.
Наиболее близким техническим решением, выбранным в качестве прототипа является формующий узел пресса-экструдера [3] по обеим сторонам выходного отверстия которого на расстоянии установлена пара подвижных стенок, меняющих форму поперечного сечения. Регулирование положения (с целью изменения формы изделий) осуществляется регулирующими болтами. Механизм смыкания обеспечивает прижатие стенок к корпусу при их взаимном повороте.
Недостатком конструкции является прохождение продукта в щели, помимо расходомерного отверстия вследствие недостаточной герметизации конструкции.
Целью данного изобретения является повышение надежности и эффективности работы формующего узла пресса-экструдера.
Поставленная цель достигается тем, что в формующем узле пресса-экструдера, содержащем корпус и как минимум одну фильеру в матрице с каналами, ширина которых уменьшается от входного отверстия к выходному, одна из стенок канала в матрице выполнена подвижной с упором на две перпендикулярные ей стенки, образующие паз в форме ласточкиного хвоста, причем в хвостовике подвижной стенки выполнен паз, по форме поперечного сечения совпадающий с формой установленного в этом пазу наконечника регулировочного винта, имеющего коническую поверхность на конце и кольцевую канавку вблизи конца наконечника, а между корпусом матрицы и поверхностью стенки со стороны входного отверстия установлен сухарь.
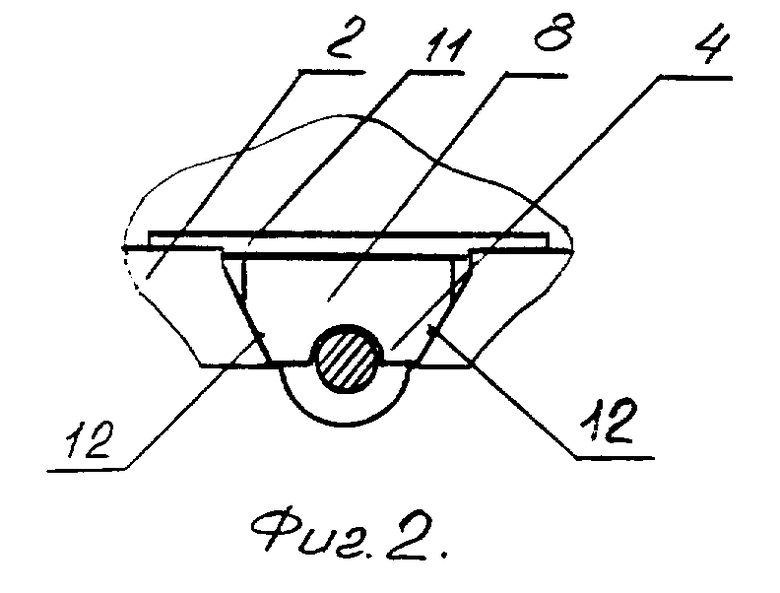
На фиг. 1 показан общий вид формующего узла, содержащего две фильеры; на фиг. 2 установка подвижной стенки в матрице.
Устройство содержит корпус формующего узла 1, внутри которого помещена матрица 2. В матрице зафиксирован вкладыш 3, образующий дно канала. В резьбовом отверстии корпуса установлен регулировочный винт 4 с наконечником 5, имеющим коническую форму и кольцевую канавку 6 вблизи конца. Между наконечником регулировочного винта и корпусом установлены быстросъемные регулировочные шайбы 7. Наконечник регулировочного винта входит в паз 9 на подвижной стенке канала 8, выполненной с возможностью возвратно-поступательного перемещения, имеющей хвостовик 10. В пазу в форме ласточкиного хвоста на матрице размещен сухарь 11. Подвижная стенка 8 имеет упор на перпендикулярные ей плоские стенки 12.
Формующий узел пресса-экструдера работает следующим образом.
Продукт (тесто) под давлением подается в формующий узел и экструдируется через зазор, отрегулированный по техническим требованиям величины. В случае заклинивания по каким-либо причинам прессуемого материала в щели канала посредством регулировочного винта 4 осуществляется отвод подвижной стенки 8, скользящей по матрице по поверхности сухаря 11. При поворачивании регулировочного винта происходит силовое размыкание деталей (подвижная стенка, сухарь), что обеспечивает движение подвижной стенки и восстановление нормального течения продукта. После чего осуществляется возвращение подвижной стенки посредством регулировочного винта до упора в регулировочные шайбы 7 с выходом на необходимый технологический зазор. При пуске оборудования зазор устанавливается максимальным с постоянным уменьшением до технологического. Система сил, образуемая действием на подвижную стенку прессуемым (экструдируемым) материалом и конической поверхностью у регулировочного винта образует главный вектор и главный момент, обеспечивающий силовое замыкание на поверхности ласточкиного хвоста и на поверхности сухаря, которое препятствует истечению прессуемого (экструдируемого) материала во все зазоры кроме рабочих.
Использование данного формующего узла в конструкциях прессов-экструдеров позволяет расширить ассортимент вырабатываемой продукции, предотвращает возникновение технологических простоев, вызванных заклиниванием выходного отверстия, и, таким образом, повышает надежность и эффективность работы устройства.
Источники информации.
1. Справочник по макаронному производству. Чернов М.Е. Медведев Г.М. Негруб В.П. М. Легкая и пищевая промышленность, 1984, 304 с.
2. Авт.св. СССР N 1162608 кл. В 29 С 47/12. 1963.
3. Заявка Японии N 62-29209, кл. В 29 С 47/16, 870625 N 2-731.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМУЮЩИЙ УЗЕЛ ПРЕССА-ЭКСТРУДЕРА | 1998 |
|
RU2154944C2 |
| ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА КОМБИКОРМОВ | 2000 |
|
RU2186511C2 |
| МАТРИЦА ЭКСТРУДЕРА | 2003 |
|
RU2249420C2 |
| ЭКСТРУДЕР ШНЕКОВЫЙ | 2021 |
|
RU2780836C1 |
| Устройство для сборки охватываемой и охватывающей деталей | 1986 |
|
SU1318384A1 |
| Узел крепления штампа к плите | 1980 |
|
SU919786A1 |
| МАТРИЦА ПРЕССА-ЭКСТРУДЕРА СО СКВОЗНЫМИ ОТВЕРСТИЯМИ | 1995 |
|
RU2089065C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПИЩЕВОГО ЭКСТРУДИРОВАННОГО ПРОДУКТА И СПОСОБ ПРОИЗВОДСТВА ПИЩЕВОГО ЭКСТРУДИРОВАННОГО ПРОДУКТА | 2019 |
|
RU2723718C1 |
| ПРЕСС-АВТОМАТ ДЛЯ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2134970C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |
Использование: в макаронной и пищеконцентратной промышленности. Сущность: формующий узел экструдера включает корпус и по меньшей мере одну фильеру в матрице с каналами, ширина которых уменьшается от входного отверстия к выходному. Одна из стенок канала выполнена с возможностью возвратно-поступательного перемещения с упором на две перпендикулярные ей плоские стенки, образующие паз в форме ласточкина хвоста, причем в хвостовике подвижной стенки выполнен паз, по форме совпадающий с формой установленного в этом пазу наконечника регулировочного винта, имеющего коническую поверхность на конце и кольцевую канавку вблизи конца наконечника. 1 з.п. ф-лы, 2 ил.
| JP, акцептованная заявка, 62-29209, кл | |||
| Солесос | 1922 |
|
SU29A1 |
