Изобретение относится к обработке металлов давлением и может быть использовано при производстве лент из металлических материалов.
Известен способ производства лент, включающий холодную деформацию металла прокаткой, термическую обработку и дрессировку [1]
К недостаткам известного способа относится низкая штампуемость и товарный вид получаемых лент.
Наиболее близким по технической сущности к предлагаемому способу получения лент является выбранный в качестве прототипа способ, включающий промежуточную прокатку, термообработку и окончательную прокатку [2]
К недостаткам технического решения прототипа можно отнести недостаточную штампуемость получаемых лент.
Способ лишен перечисленных недостатков аналога и прототипа. Задача, на решение которой направлен предлагаемый способ состоит в улучшении штампуемости, повышении выхода годного и улучшении товарного вида получаемых прокаткой металлических лент за счет создания дополнительных микродеформаций поверхностей.
Решение поставленной задачи состоит в том, что в способе, включающем промежуточную прокатку, термообработку и окончательную прокатку, окончательную прокатку проводят на рабочих валках прокатного стана, имеющих шероховатость поверхности превышающую на два и более класса шероховатость поверхности прокатываемой ленты.
Изобретение обладает новизной, что следует из сравнения с прототипом; изобретательским уровнем, т. к. явно не следует из существующего уровня техники; реализация его не вызывает технических затруднений.
Нами не обнаружены признаки, отличающие заявленное техническое решение от прототипа, а именно; окончательная прокатка лент на рабочих валках прокатного стана, имеющих шероховатость поверхности, превышающую на два и более класса шероховатость поверхности прокатываемой ленты.
Техническое решение поясняется следующим. При проведении окончательной прокатки на рабочих валках прокатного стана, имеющих шероховатость поверхности превышающую на два и более класса шероховатость поверхности прокатываемой ленты, достигаются дополнительные деформации рельефа поверхности ленты, релаксация поверхностных напряжений, что и способствует проявлению положительного эффекта.
При деформировании лент в валках, шероховатость поверхности которых не превышает на два класса шероховатости поверхности ленты, положительного эффекта не достигается, поскольку интенсивность пластических деформаций поверхности является недостаточной для улучшения штампуемости, повышения выхода годного и улучшения товарного вида ленты.
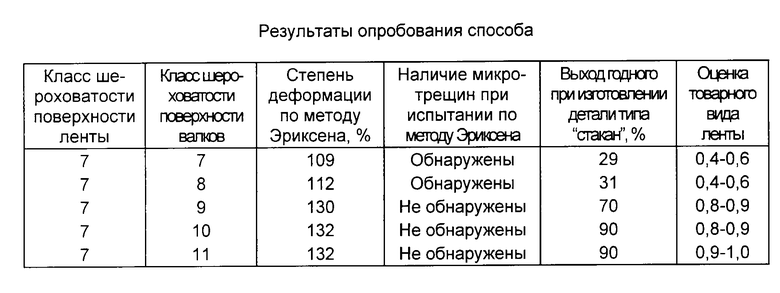
Примеры. Ленту из нержавеющей коррозионностойкой стали аустенитного класса 03Х18Н12ВИ, 12Х18Н10Т, прошедшую промежуточную прокатку и термообработку, подвергали окончательной прокатке в валках, имеющих различную шероховатость, поверхности с относительным обжатием 3-12%
Полученные ленты подвергали испытаниям на глубину вдавливания сферического пуансона по методу Эриксена, а также изготавливали штамповкой по 100 деталей типа "стакан" диаметром 10 и высотой 25 мм. Годными считали детали, которые не имели трещин при визуальном контроле с помощью лупы 6*. Качество товарного вида ленты определяли визуально экспертным методом с использованием "шкалы желательности". Наилучшей оценкой являлось достижение коэффициента 0,9-1.
Результаты опробования способа приведены в таблице.
Из таблицы видно, что изготовленные согласно предлагаемому способу ленты, имеют наилучшую штампуемость и высокие значения выхода годного. При этом также достигается значительное улучшение товарного вида.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛЕНТ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1996 |
|
RU2100452C1 |
| Способ получения лент из нержавеющих коррозионностойких сталей аустенитного класса для глубокой вытяжки | 1987 |
|
SU1479531A1 |
| Способ изготовления лент из нержавеющих коррозионностойких сталей аустенитного класса | 1986 |
|
SU1361188A1 |
| Способ плакирования алюминия и его сплавов | 1989 |
|
SU1660904A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ЛИСТА ДЛЯ ЭМАЛИРОВАНИЯ | 1999 |
|
RU2165809C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ХОЛОДНОГО ПЛАКИРОВАНИЯ АЛЮМИНИЯ ДРУГИМИ МЕТАЛЛАМИ | 2003 |
|
RU2230639C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2007 |
|
RU2371264C2 |
| Способ производства холоднокатаных полос | 1992 |
|
SU1834723A3 |
| Способ изготовления биметаллических лент | 1984 |
|
SU1191232A1 |
| Способ прокатки лития | 1986 |
|
SU1337155A1 |
Использование: для обработки металлов давлением при производстве лент из металлических материалов. Сущность изобретения: способ получения металлических лент включает промежуточную прокатку, термообработку и окончательную прокатку. Окончательную прокатку проводят на рабочих валках прокатного стана, имеющих шероховатость поверхности, превышающую на два и более класса шероховатость поверхности прокатываемой ленты. Дополнительные микро- деформации рельефа поверхности ленты, релаксация поверхностных напряжений способствуют достижению хорошей штампуемости и высоких значений выхода годного и улучшению товарного вида получаемых лент. 1 табл.
Способ получения лент, включающий промежуточную прокатку, термообработку и окончательную прокатку, отличающийся тем, что окончательную прокатку проводят на рабочих валках прокатного стана, имеющих шероховатость поверхности, превышающую на два и более класса шероховатость поверхности прокатываемой ленты.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шефтель Н.И | |||
| Технология производства проката | |||
| - М.: Металлургия, 1976, с.525 - 548 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения лент из нержавеющих коррозионностойких сталей аустенитного класса для глубокой вытяжки | 1987 |
|
SU1479531A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

