11
Изобретение относится к металлургии и может быть использовано при производстве лент из нержавеющих.кор розионностойких сталей аустенитного класса-для глубокой вытяжки.
Целью изобретения является улучшение штампуемости лент и повышение выхода годного.
Способ осуществляют следующим об- разом.
Горячекатаный рулонный подкат аус тенитных сталей подвергают термообработке
1150°С
в проходных печах при 1050с последующим охлаждением на воздухе, затем проводят очистку поверхности ленты от окалины перед холодной прокаткой с использованием дробеметных установок и непрерывно- травильных агрегатов.
В зависимости от толщины и прочностных характеристик ленты холодную прокатку осуществляют за один или за большее число переделов, при двух и более переделах промежуточную термообработку и очистку поверхности от окалины холоднокатаной полосы проводят по указанным режимам.
Окончательную термообработку ленты осуществляют в проходных печах с защитной атмосферой при 1050-. .1150 С, при этом потребность в очистке поверхности ленты отпадает из-за отсутствия окалины, затем проводят дополнительную термообработку ленты смотанной в рулоны, в муфельных электропечах при 250-350° С и вьщерж- ке 3-12 ч с последующим охлаждением на воздухе, чем улучшается штампуе- мость ленты и повьшается выход годного при изготовлении деталей глубокой вытяжки из нержавеющих коррозионно- стойких сталей аустенитного класса-.
Термообработка лент из нержавеющих сталей аустенитного класса при 250-350 С приводит к уменьшению содержания водорода в стали, что повышает ее трещиносТойкость, не влияет на коррозионные свойства и сохраняет первоначальное качество поверхности ленты.
При температуре ниже 250°С штам- пуемость ленты остается такой же, как без термообработки.
При температуре свыше 350° С на поверхности ленты появляются окислы, охрупчивающие ленту и ухудшающие ее товарный вид.
При выдержке ленты меньше 3 ч содержание водорода остается значитель-, ным и не влияет на трещиностойкость при глубокой вытяжке.
При выдержке более 12 ч происходит распад аустенита с образованием охруп- чивающих фаз в структуре стали.
Пример. Ленту из нержавеющей коррозионностойкой стали аустенитно
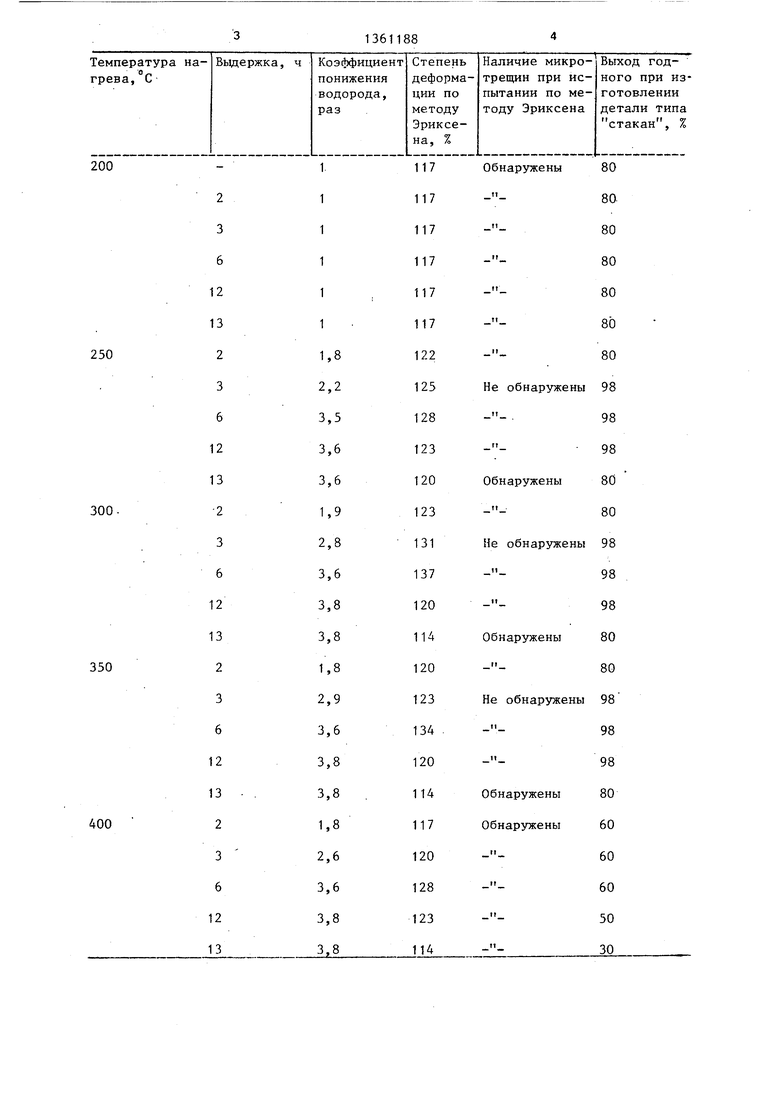
го класса толщиной 0,3 мм, прошедшую окончательную высокотемпературную термообработку, подвергают дополнительно термообработке в электропечи при 300 С с вьщержкой 6 ч и последующим охлаждением на воздухе.
Исходную и термообработанную при данном режиме ленты подвергают испытанию на глубину вдавливания сферической лунки по методу Эриксена и определяют коэффициент понижения содержания водорода в термообработан- ной стали по отношению к нетермооб- работанной на ионном анализаторе. Результаты испытаний показали,, что в термообработанной стали водорода содержится в 3,6 раза меньше, чем в исходном состоянии. Деформация ленты в исходном состоянии приводит к образованию микротрещин, а на термообработанной ленте этого не происходит.
Из исходной и термообработанной лент изготовляют штамповкой по 10 деталей типа стакан диаметром 10 и высотой 25 мм. Родными считают детали, которые не имеют трещин при визуальном контроле с помощью лупы 6.
Данные по, выходу годного приведены в таблице.
Из .таблицы видно, что выход годного деталей,- изготовленных из термо- обработанных по предлагаемому способу лент, на 70% вьш1е по сравнению с исходным.
45
Ф
о р м у л а
изобретения
Способ изготовления лент из нержавеющих коррозионностойких сталей аустенитного класса, включающий холодную прокатку горячекатаного подката с промежуточными и окончательным высокотемпературными отжигами, отличающийся тем, что, с целью лучшения штампуемости лент и повьш1е- ния выхода годного, после окончательного отжига проводят отпуск при 250- 350 С с выдержкой 3-12 ч и охлаждением на воздухе.
00
50
0050
00
2 3 6
12
13
2
3
6
12
13
2
3
6
12
13
2
3
6
12
13
2
3
6
12
13
1.
1
1
1
1
1
1,8
2,2
3,5
3,6
3,6
1,9
2,8
3,6
3,8
3,8
1,8
2,9
3,6
3,8
3,8
1,8
2,6
3,6
3,8
Обнаружены
Не обнаружены
Обнаружены
Не обнаружены
Обнаружены
Не обнаружены
Обнаружены Обнаружены
80
80
80
80
80
80
80
98
98
98
80
80
98
98
98
80
80
98
98
98
80
60
60
60
50
30
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ 260 | 2010 |
|
RU2432404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2381844C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ 220 | 2011 |
|
RU2452778C1 |
| Способ изготовления нагартованной ленты из нержавеющих сталей аустенитного класса | 1979 |
|
SU929718A1 |
| Способ производства труб из нержавеющих сталей аустенитного класса | 1990 |
|
SU1792758A1 |
| Способ производства холоднокатаного проката | 2024 |
|
RU2834541C1 |
| Способ получения лент из нержавеющих коррозионностойких сталей аустенитного класса для глубокой вытяжки | 1987 |
|
SU1479531A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА ИЗ ДВУХФАЗНОЙ ФЕРРИТНО-МАРТЕНСИТНОЙ СТАЛИ | 2019 |
|
RU2743946C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ИЗ АУСТЕНИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2003 |
|
RU2302304C2 |
| Способ изготовления холоднокатаной ленты из прецизионного сплава 14Х6Н4ГДМТ толщиной 0,1-0,5 мм | 2020 |
|
RU2757640C1 |
Изобретение относится к металлургии и может быть использовано при производстве литья нержавеющих кор- розионностойких сталей аустенитного класса для глубокой вытяжки. Цель - улучшение штампуемости лент и повышение выхода годного. Горячекатаный . подкат- подвергают термообработке при 1050-1150°С, очищают поверхность ленты и подвергают холодной прокатке в несколько проходов с промежуточными термообработками. Затем осуществляют термообработку в защитной атмосфере при 1050-1150 с « проводят отпуск ленты в рулоне при 250-350 С в течение 3-12 ч с последующим охлаждением на воздухе. 1 табл. о. (Л :дэ 35 00 00
| Шефтель Н.И | |||
| Технология производства проката | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Телескоп | 1920 |
|
SU525A1 |
| .. | |||
