Изобретение относится к металлургии, конкретнее к непрерывной разливке стали.
Наиболее близким по технической сущности является способ обработки стали в процессе непрерывной разливки, включающий подачу жидкой стали из разливочного ковша через вакуумкамеру со сливным патрубком в промежуточный ковш, обработку стали в вакуумкамере и подачу стали из промежуточного ковша в кристаллизаторы. При этом вакуумную камеру устанавливают с заглублением сливного патрубка в полость промежуточного ковша. Подачу стали из вакуумкамеры в промежуточный ковш осуществляют с помощью дополнительного патрубка, после подъема уровня металла в промежуточном ковше выше нижних торцов патрубков и герметизации вакуумкамеры жидким металлом осуществляют циркуляционное вакуумирование находящегося в промежуточном ковше металла посредством подачи инертного газа в один из патрубков, а затем одновременно с циркуляционным вакуумированием в промежуточном ковше осуществляют обработку стали в вакуумкамере. При этом определяют содержание углерода в стали в промежуточном ковше, а подачу инертного газа в один из патрубков осуществляют с расходом 4-24 м3/ч и его изменением в пределах ±(10-50)% в прямой зависимости от отклонения содержания углерода в стали от оптимального значения (см. патент РФ N 2030954, кл. B 22 D 11/00, 1995).
Недостатком известного способа является невозможность достижения в стали низких содержаний углерода. Это объясняется тем, что при известном расходе инертного газа в один из патрубков не обеспечивается необходимое число перетоков или циркуляции металла из промежуточного ковша в вакуумкамеру и обратно в промежуточный ковш. В этих условиях не обеспечивается необходимое время пребывания металла в вакуумкамере, что снижает интенсивность вакуумного обезуглероживания разливаемого металла.
Технический эффект при использовании изобретения заключается в получении стали с особонизким содержанием углерода и в повышении интенсивности процесса вакуумного обезуглероживания разливаемой стали. Указанный технический эффект достигают тем, что способ обработки стали в процессе непрерывной разливки включает подачу жидкой стали из разливочного ковша в вакуумную камеру, создание в ней остаточного давления, подачу стали в промежуточный ковш через два патрубка под уровень металла, подачу в один из патрубков инертного газа, изменение расхода инертного газа, подачу металла из промежуточного ковша через разливочные стаканы в кристаллизаторы под уровень, вытягивание из кристаллизаторов слитков, а также обработку стали в вакуумкамере посредством струйного и циркуляционного вакуумирования.
При обработке стали в процессе непрерывной разливки производят циркуляцию (перетечение) стали из промежуточного ковша в вакуумкамеру и обратно с весовым расходом в 2-10 раз больше весового расхода стали из промежуточного ковша в кристаллизаторы, при этом расход инертного газа в один из патрубков устанавливают в пределах
q (1,2-6,5)•nQ,
а диаметр струи (потока) металла в патрубке, в который подают инертный газ, устанавливают в пределах
D (5-25)•nQ,
где q расход инертного газа, м3/ч;
Q весовой расход металла из промежуточного ковша в кристаллизаторы, т/мин;
D диаметр струи (потока) металла в патрубке, в который подают инертный газ, мм;
n число циркуляций (перетоков) весового расхода металла из промежуточного ковша в вакуумкамеру и обратно, безразмерное;
(1,2-6,5) эмпирический коэффициент, учитывающий газодинамические закономерности подъема металла в патрубке пузырьками инертного газа, м3•мин/(т•ч);
(5-25) эмпирический коэффициент, учитывающий гидравлические закономерности течения металла в патрубке, в который подают инертный газ, мм•мин/т.
Получение стали с особонизким содержанием углерода и повышение интенсивности процесса вакуумного обезуглероживания разливаемой стали объясняется многократным перетоком стали из промежуточного ковша в вакуумкамеру и обратно. В этих условиях увеличивается время пребывания металла на днище вакуумкамеры, что в условиях созданного там остаточного давления увеличивает интенсивность вакуумного обезуглероживания разливаемой стали. При этом к неизменной интенсивности струйного вакуумирования стали в вакуумкамере при данном остаточном давлении дополнительно обеспечивается необходимая интенсивность вакуумного обезуглероживания стали в слое металла днище вакуумкамеры посредством циркуляционного вакуумирования и многократного перетока стали из промежуточного ковша в вакуумкамеру и обратно.
Диапазон значений числа перетоков стали из промежуточного ковша в вакуумкамеру и обратно в пределах 2-10 объясняется закономерностями вакуумного обезуглероживания на днище вакуумкамеры. При меньших значениях не будет обеспечиваться необходимая интенсивность вакуумного обезуглероживания разливаемого металла и достижение особонизких содержаний углерода в стали. Большие значения устанавливать не имеет смысла, т.к. при дальнейшем увеличении числа перетоков металла не обеспечивается дальнейшее снижение содержания углерода в стали.
Указанный диапазон устанавливают в обратной зависимости от необходимого содержания углерода в стали, подаваемой в кристаллизаторы.
Диапазон значений эмпирического коэффициента в пределах 1,2-6,5 объясняется газодинамическими закономерностями подъема металла в вакуумкамеру через патрубок пузырьками подаваемого в него инертного газа. При больших значениях не будет обеспечиваться необходимое число перетоков металла из промежуточного ковша в вакуумкамеру и обратно. При меньших значениях будет происходить перерасход инертного газа без дальнейшего снижения углерода в стали.
Указанный диапазон устанавливают в прямой зависимости от величины необходимого содержания углерода в непрерывнолитых слитках в обратной зависимости от числа перетоков стали из промежуточного ковша в вакуумкамеру и обратно.
Диапазон значений эмпирического коэффициента в пределах 5-25 объясняется гидравлическими закономерностями течения металла в патрубке, в который подают инертный газ. При больших значениях не будет обеспечиваться необходимое число перетоков стали из промежуточного ковша в вакуумкамеру и обратно. При меньших значениях не будет обеспечиваться необходимый диаметр струи металла в патрубке, в который подают инертный газ.
Указанный диапазон устанавливают в прямой зависимости от необходимого содержания углерода в непрерывнолитых слитках.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ обработки стали в процессе непрерывной разливки осуществляют следующим образом.
Пример. В начале процесса непрерывной разливки подают жидкую нераскисленную сталь марки стЗ из разливочного ковша емкостью 350 т в вакуумную камеру и создают в ней разряжение до необходимого по технологии остаточного давления в пределах 0,3 0,6 кПа в зависимости от раскисленности стали. Разрежение создают посредством вакуумпровода, соединенного с вакуумнасосом. Металл подают из вакуумкамеры в промежуточный ковш емкостью 50 т двумя струями через два огнеупорных патрубка. Далее металл из промежуточного ковша подают через удлиненные разливочные стаканы в кристаллизаторы под уровень, из которых вытягивают непрерывнолитые слитки. Расходы металла из сталеразливочного и промежуточного ковшей регулируют при помощи стопоров или шиберных затворов.
В начале наполнения промежуточного ковша металлом выше нижних торцов патрубков и герметизации вакуумкамеры уровнем жидкого металла производят циркуляционное вакуумирование металла, находящегося в промежуточном ковше посредством подачи инертного газа, например аргона, по трубопроводу в один из патрубков с переменным расходом. В этих условиях, когда из вакуумкамеры начинают откачивать воздух, под действием атмосферного давления металл поднимается вверх в вакуумкамеру на барометрическую высоту, равную примерно 1,4 м и покрывает днище вакуумкамеры.
Одновременно в нижнюю часть одного из патрубков подводят аргон как транспортирующий газ. Газ, увеличиваясь в объеме, поднимается вверх по патрубку, приводит в движение находящийся здесь металл. Дегазированный металл стекает со днища вакуумкамеры по другому патрубку обратно в промежуточный ковш. При этом выделяющийся из металла газ удаляется из камеры по вакуумпроводу.
После герметизации патрубков жидким металлом начинается понижение давления в вакуумкамере до необходимого значения. Объем металла, находящийся в промежуточном ковше и вновь поступающий в вауумкамеру, подвергается циркуляционному вакуумированию. В дальнейшем разливку ведут в условиях совместного вакуумирования металла посредством струйного и циркуляционного вакуумирования.
В процессе обработки стали при непрерывной разливке производят циркуляцию (перетечение) стали из промежуточного ковша в вакуумкамеру и обратно с весовым расходом в 2-10 раз больше весового расхода стали из промежуточного ковша в кристаллизаторы, при этом расход инертного газа в один из патрубков устанавливают в пределах
q (1,2-6,5)•nQ,
а диаметр струи (потока) металла в патрубке, в который подают инертный газ, устанавливают в пределах
D (5-25)•nQ,
где q расход инертного газа, м3/ч;
Q весовой расход металла из промежуточного ковша в кристаллизаторы, т/мин;
D диаметр струи (потока) металла в патрубке, в который подают инертный газ, мм;
n число циркуляций (перетоков) весового расхода металла из промежуточного ковша в вакуумкамеру и обратно, безразмерное;
(1,2-6,5) эмпирический коэффициент, учитывающий газодинамические закономерности подъема металла в патрубке пузырьками инертного газа, м3•мин/т•ч;
(5-25) эмпирический коэффициент, учитывающий гидравлические закономерности течения металла в патрубке, в который подают инертный газ, мм•мин/т.
В процессе обработки металла на днище вакуумкамеры поддерживают слой металла толщиной 150-300 мм посредством подбора необходимого диаметра канала сливного патрубка при весовом расходе металла, равном (п+1)•Q.
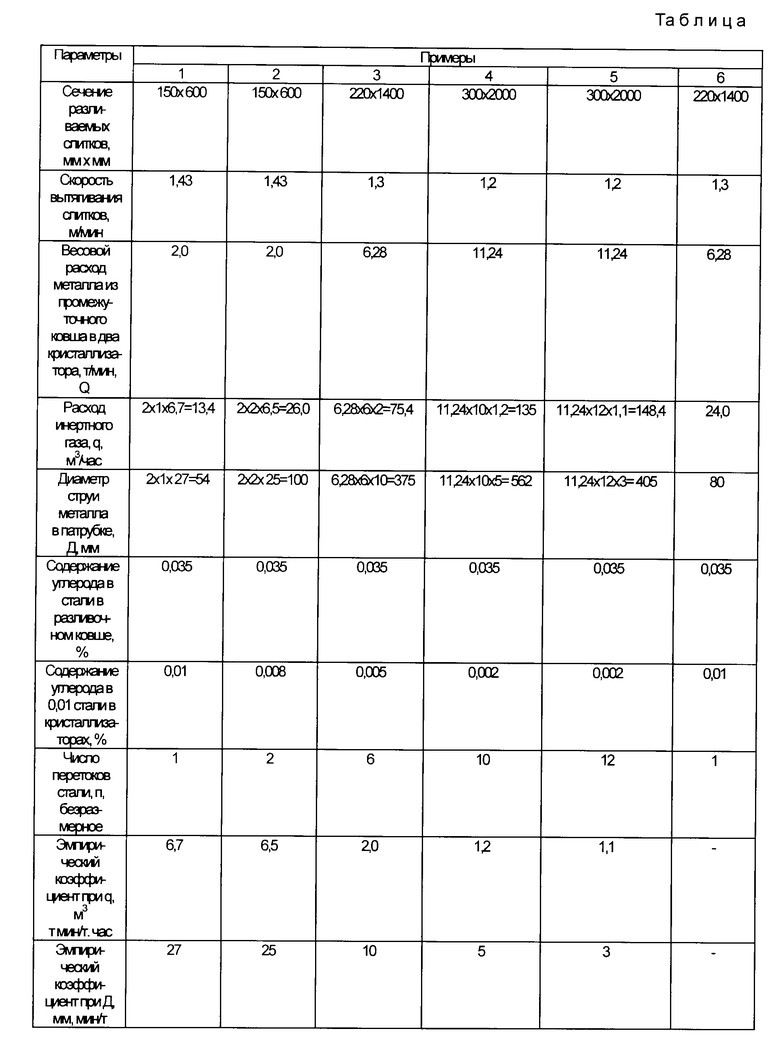
В таблице приведены примеры осуществления способа обработки стали в процессе непрерывной разливки с различными технологическими параметрами.
В первом примере вследствие недостаточного количества перетоков весового расхода металла, а также расхода инертного газа не обеспечивается достижение низкого содержания углерода в стали.
В пятом примере вследствие большого расхода инертного газа происходит его перерасход без дальнейшего снижения содержания углерода в стали.
В шестом промере, прототипе, вследствие отсутствия необходимого количества перетоков металла из промежуточного ковша в вакуумкамеру и обратно не обеспечивается необходимая интенсивность вакуумного обезуглероживания разливаемой стали.
В оптимальных примерах 2-4 вследствие необходимого расхода инертного газа в патрубок и диаметра струи металла в нем обеспечивается достаточное число перетоков весового расхода металла из промежуточного ковша в вакуумкамеру и обратно, необходимое для получения стали с особонизким содержанием углерода.
Применение способа позволяет повысить интенсивность вакуумного обезуглероживания разливаемой стали на 10-15% и обеспечить содержание углерода в стали в пределах 0,002-0,008%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СТАЛИ В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1995 |
|
RU2092272C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ С ОСОБОНИЗКИМ СОДЕРЖАНИЕМ УГЛЕРОДА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2092274C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085330C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ С ОСОБО НИЗКИМ СОДЕРЖАНИЕМ УГЛЕРОДА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2031755C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МАЛОУГЛЕРОДИСТОЙ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2021077C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037365C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2085331C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2037372C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037368C1 |
Использование: металлургия, конкретнее непрерывная разливка стали. Сущность: для получения стали с особонизким содержанием углерода осуществляют обработку стали в вакуумкамере посредством струйного и циркуляционного вакуумирования, посредством подачи в один из патрубков вакуумкамеры инертного газа. При обработке стали производят циркуляцию стали из промежуточного ковша в вакуумкамеру и обратно с весовым расходом в 2-10 раз больше весового расхода стали из промежуточного ковша в кристаллизаторы, при этом расход инертного газа в один из патрубков вакуумкамеры устанавливают в пределах q = (1,2-6,5)•nQ, а диаметр струи металла в этом патрубке устанавливают в пределах D = (5-25)•nQ, где Q - весовой расход металла из промежуточного ковша в кристаллизаторы, т/мин; n - число циркуляций (перетоков) весового расхода металла из промежуточного ковша в вакуумкамеру и обратно, безразмерное; (1,2-6,5) - эмпирический коэффициент, учитывающий газодинамические закономерности подъема металла в патрубке пузырьками инертного газа, м3•мин/(т•ч) ; (5-25) - эмпирический коэффициент, учитывающий гидравличеcкие эакономерности течения металла в этом патрубке, мм•мин/т. 1 табл.
Способ обработки стали в процессе непрерывной разливки, включающий подачу жидкой стали из разливочного ковша в вакуум-камеру, создание в ней остаточного давления, подачу стали из вакуум-камеры через два патрубка в промежуточный ковш под уровень металла и далее из промежуточного ковша через разливочные стаканы в кристаллизаторы под уровень металла и вытягивание из кристаллизаторов слитков, при этом в один из патрубков вакуум-камеры подают инертный газ с изменением его расхода и осуществляют обработку стали посредством струйного и циркуляционного вакуумирования, отличающийся тем, что циркуляционное вакуумирование осуществляют с массовым расходом стали (2 - 10)•Q, а расход инертного газа в один из патрубков и диаметр струи стали в нем устанавливают по следующим зависимостям:
g (1,2 6,5)•n•Q и D (5 25)•n•Q,
где Q массовый расход металла из промежуточного ковша в кристаллизаторы, т/мин;
n число циркуляций массового расхода металла из промежуточного ковша в вакуум-камеру и обратно, безразмерное;
(1,2 6,5) эмпирический коэффициент, учитывающий газодинамические закономерности подъема металла в патрубке пузырьками инертного газа, м3•мин/(т•ч);
(5 25) эмпирический коэффициент, учитывающий гидравлические закономерности течения металла в указанном патрубке, мм•мин/т.
| СПОСОБ ОБРАБОТКИ СТАЛИ В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2030954C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
