Изобретение относится к способам изготовления деталей автомобиля, конкретно к способам изготовления деталей кузова автомобиля, и может быть использовано в автомобильной промышленности.
Известен способ изготовления деталей кузова, содержащих места сопряжения трех поверхностей, желоба и изгибы, заключающийся в предварительной вырезке плоской заготовки из металлического листа под деталь кузова, последующей вырезке в этой заготовке сегментов в планируемых местах сопряжения трех поверхностей с расположением вершин этих сегментов в планируемых точках пересечения указанных поверхностей и в обработке заготовки на матрице для придания ей пространственной формы.
Данный способ не обеспечивает достаточно прочного и качественного соединения элементов заготовки деталей, в особенности имеющих сложную форму.
Была поставлена задача создания такого способа изготовления деталей кузова, в частности, автомобильного, который при изготовлении деталей, в том числе и сложной формы, обеспечил бы достаточную прочность и качество поверхности изготавливаемых деталей.
Данная задача была решена настоящим изобретением.
В способе изготовления деталей кузова, содержащих места сопряжения трех поверхностей, желоба и изгибы, заключающемся в предварительной вырезке плоской заготовки из металлического листа под деталь кузова, последующей вырезке в этой заготовке сегментов в планируемых местах сопряжения трех поверхностей с расположением вершин этих сегментов в планируемых точках пересечения указанных поверхностей и в обработке заготовки на матрице для придания ей пространственной формы, согласно изобретению, при обжимании места сопряжения трех поверхностей закрепленной на матрице заготовки обеспечивают совпадание в стык кромок сегментов в местах их вырезки с последующей сваркой сопряженных кромок, а затем обжимают остальные части поверхностей заготовки.
В частности, после сварки упомянутых кромок можно обжимать заготовку вращающимися роликами в местах расположения желобов и изгибов.
Как известно, детали кузова автомобиля содержат места сопряжения трех поверхностей. Например, для переднего крыла автомобиля таким местом будет "угол", где сопрягаются передняя, верхняя и боковая поверхности крыла. Термин "сопряжение" здесь применяется в обычном смысле, определяемом для этого термина в геометрии. Три сопрягающиеся поверхности (или касательные плоскости к ним) должны образовывать трехгранный угол.
Под изгибами в настоящем изобретении понимаются линии пересечения (места сопряжения) двух поверхностей, причем указанные поверхности или плоскости, касательные к ним, образуют двугранные углы. При "раскройке" листа металла для вырезки заготовки на листе планируют места расположения различных поверхностей, отверстий, а также планируют места сопряжения трех поверхностей. "Раскройку" планируют, исходя из пространственной модели детали (крыла), математическими методами. Ограничивающие сегменты края выполняют таким образом, что при обжимании места сопряжения трех поверхностей закрепленной на матрице заготовки обеспечивают совпадение в стык кромок сегментов в местах их вырезки. Положение краев сегмента также рассчитывают математически, исходя из геометрии детали.
После вырезки сегмента заготовку закрепляют на матрице. Например, в случае переднего крыла для ВАЗ-2101 для этой цели используют отверстия для подфарника и бампера.
Затем обжимают вручную или с помощью штампа планируемые места сопряжения трех поверхностей. При этом ограничивающие сегменты края будут находиться в таком положении, что они совпадают между собой. Эти края сваривают. Затем обжимают, например, вращающимися роликами зиговочной машины, остальные части поверхностей заготовки, в частности, в местах расположения желобов и изгибов.
Если изменить указанный выше порядок операций, например, производить сварку после всех операций обжимки, или сначала обжать места расположения желобов и изгибов, то поверхность детали будет неровной, на ней могут образоваться гофры, что ухудшает качество поверхности и прочность детали.
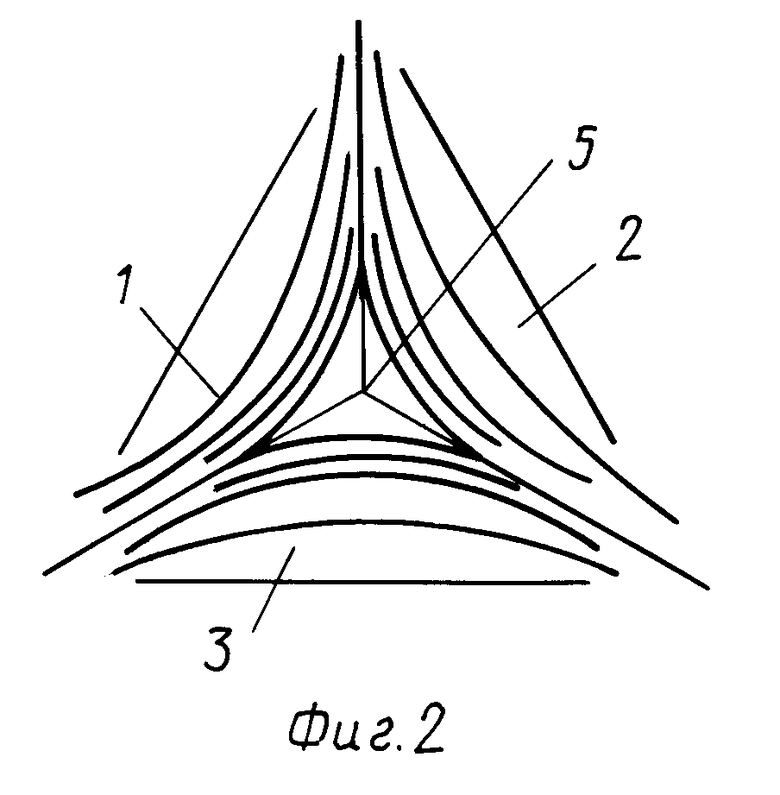
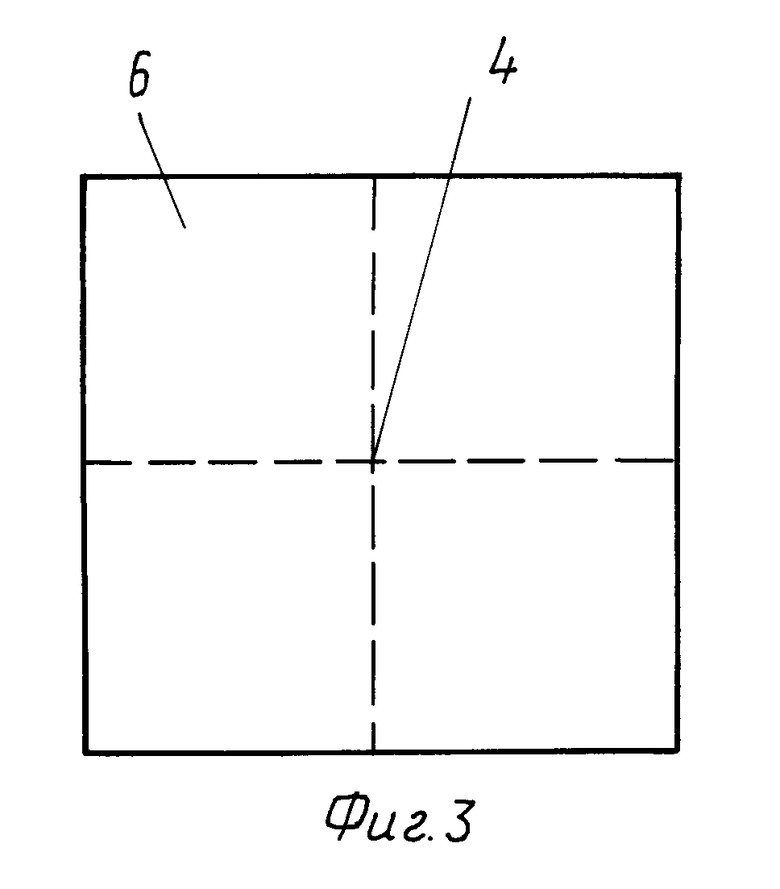
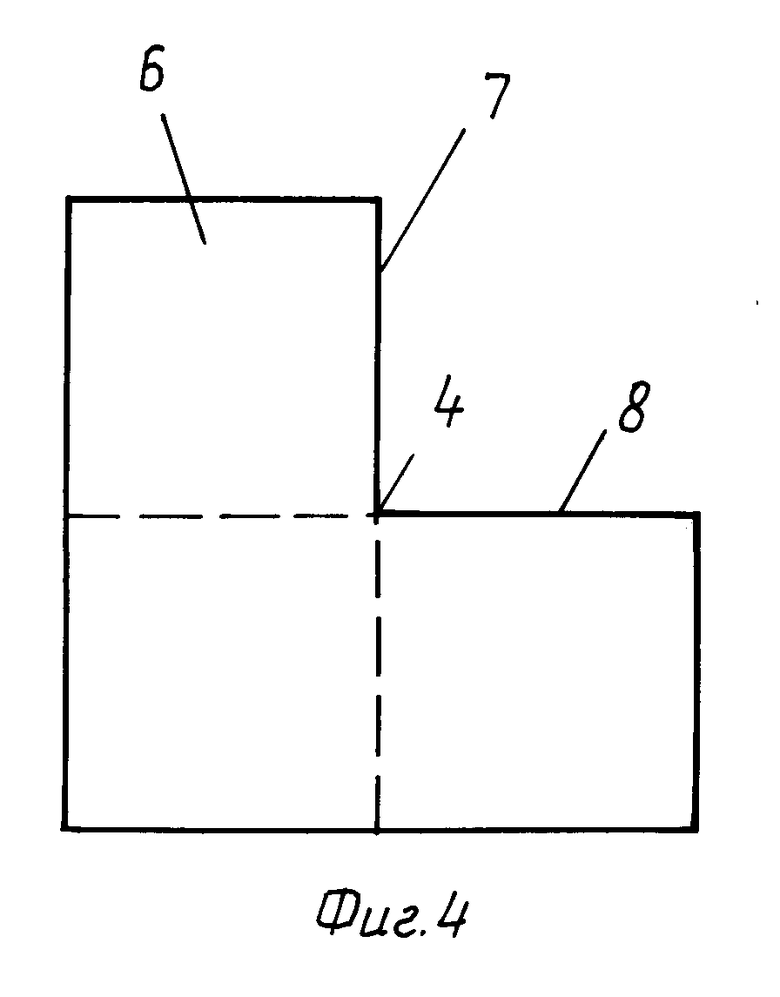
На фиг. 1-4 показан принцип вырезки сегмента для трех пересекающихся плоскостей при изготовлении заготовки.
На фиг. 1 показан трехгранный угол, образованный тремя пересекающимися плоскостями 1, 2 и 3. Точка их пересечения 4.
На фиг. 2 показан трехгранный угол, образованный тремя сопрягающимися в точке 5 плоскостями 1,2,3.
На фиг. 3 показан лист 6, из которого вырезают сегмент. 4 планируемая точка пересечения (сопряжения) плоскостей.
На фиг. 4 показан лист 6 после вырезки сегмента. Позициями 7 и 8 показаны края сегмента, которые должны совпасть при последующей обработке заготовки.
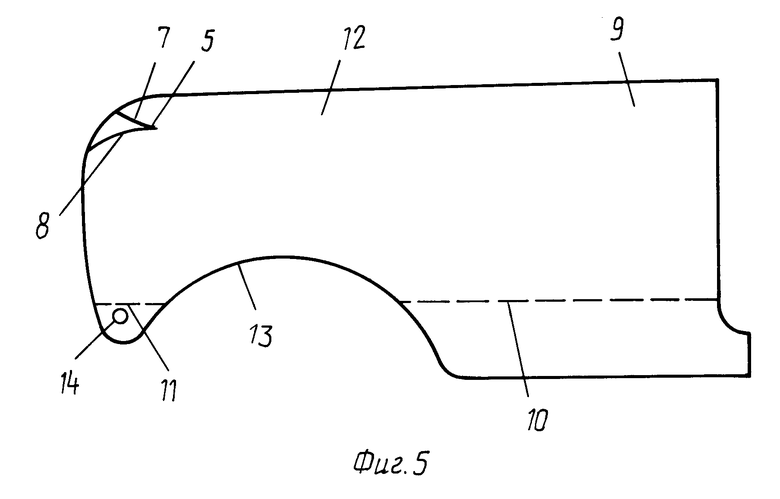
На фиг. 5 показана заготовка 9 для изготовления переднего крыла автомобиля ВАЗ-2101. Позициями 10, 11, 12 показаны планируемые места расположения изгибов, 13 желоба. Позицией 14 обозначено отверстие для бампера.
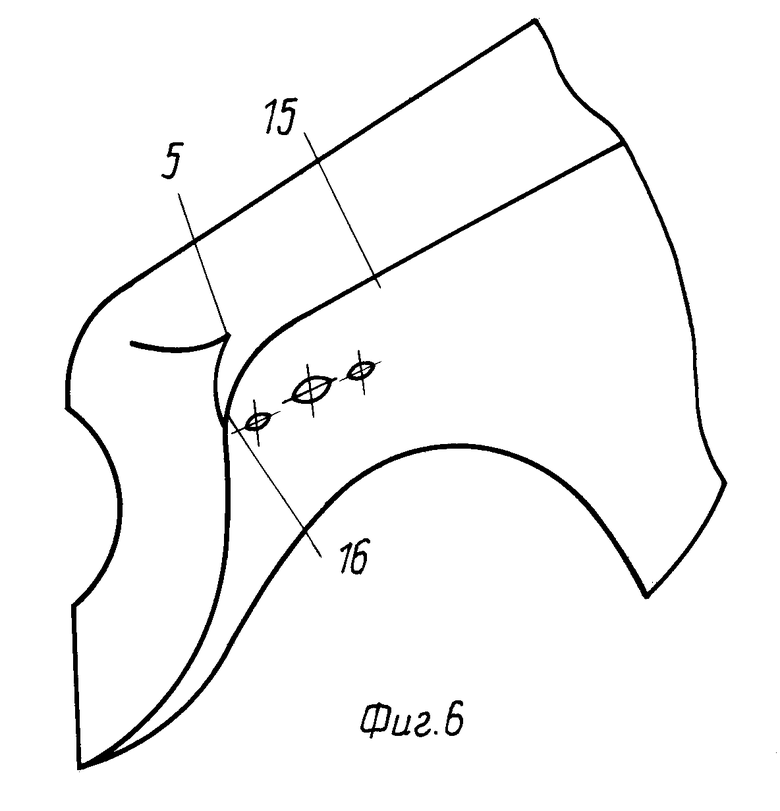
На фиг. 6 показано переднее крыло 15 автомобиля ВАЗ-2101 после завершения обжатия. Позицией 16 обозначено место совпадения в стык (соприкосновения) краев 7 и 8 сегмента после обжатия заготовки 9.
Изобретение иллюстрируется следующим примером. Из листа металла вырезают заготовку 9 для изготовления крыла автомобиля ВАЗ-2101. Исходя из пространственной геометрии крыла, рассчитывают место расположения точки 5 сопряжения передней, верхней и боковой поверхности крыла, а также места расположения линий 7 и 8, которые указывают на расположение краев сегмента. Вырезают сегмент. Укрепляют заготовку на матрице. Обжимают с помощью рихтовочного молотка место сопряжения передней, верхней и боковой поверхности крыла. Края 7 и 8 сегмента совпадают в стык, образуя шов 16. Шов 16 заваривают. Затем обжимают с помощью вращающихся роликов зиговочной машины места 10, 11, 12, 13 расположения желобов и изгибов.
Предложенный способ позволяет обеспечить требуемое качество поверхности и прочность кузовных деталей автомобиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВ И РЕАКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2050403C1 |
| Способ контроля точности штампованных из листа деталей кузова транспортного средства | 1980 |
|
SU1049324A1 |
| СПОСОБ КОНТРОЛЯ ШТАМПУЕМОСТИ ЛИСТОВЫХ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2071604C1 |
| ВТУЛКА КОМБИНИРОВАННАЯ | 1996 |
|
RU2119106C1 |
| УПЛОТНЕНИЕ | 1996 |
|
RU2127388C1 |
| ЗАТВОР ИЗ УПРУГОГО МАТЕРИАЛА ДЛЯ УКУПОРКИ СОСУДОВ | 1997 |
|
RU2111909C1 |
| Способ вытяжки листовых деталей | 1990 |
|
SU1794538A1 |
| ПРОБКА ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА ДЛЯ УКУПОРКИ БУТЫЛОК | 1996 |
|
RU2107646C1 |
| Задняя часть кузова легкового автомобиля в зоне расположения боковой стойки | 1989 |
|
SU1662890A1 |
| ЗАЖИМ РЫЧАЖНОЙ ЛЕБЕДКИ | 1990 |
|
RU2083475C1 |
Использование: в способах изготовления деталей автомобиля, а конкретнее - в способах изготовления деталей кузова автомобиля, и может найти применение в автомобильной промышленности. Сущность изобретения: способ включает вырезку заготовки из металлического листа, последующую ее обработку на матрице. Согласно изобретению при вырезке заготовки в планируемых местах сопряжения трех поверхностей вырезают сегменты, вершины которых располагают в планируемых точках сопряжения указанных поверхностей, а ограничивающие сегменты края выполняют таким образом, что они совпадают при последующей обработке заготовки. Затем закрепляют заготовку на матрице, обжимают планируемые места сопряжения трех поверхностей. После этого сваривают ограничивающие сегменты края и обжимают остальные части поверхностей заготовки. 1 з. п. ф-лы, 6 ил.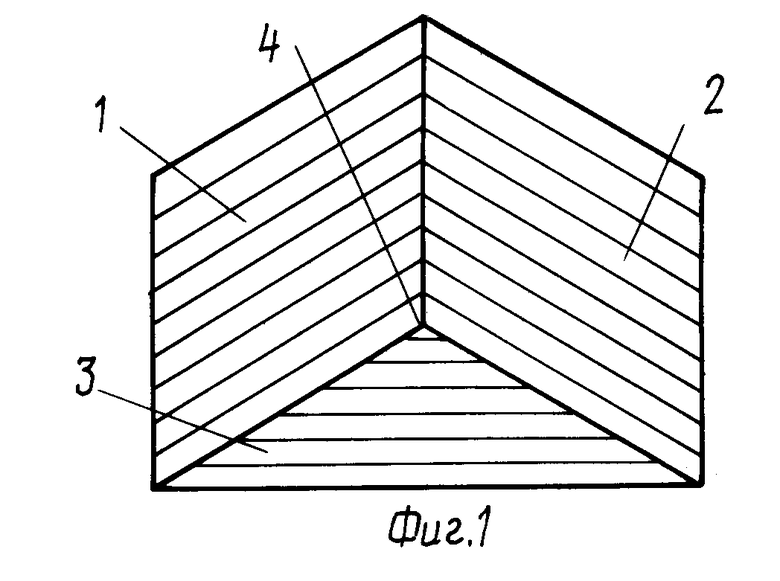
| Вильжер И., Николя Ж.-П | |||
| Технология ремонта кузовов легковых автомобилей | |||
| - М.: Машиностроение, 1968, с.356, 357. |
