Изобретение относится к листовой штамповке и может быть использовано во всех отраслях народного хозяйства для вытяжки деталей пологой формы из листового проката. Преимущественная область использования - вытяжка кузовных деталей автомобилей, тракторов, бытовой техники и т.п. на прессах двойного действия.
Известен способ двухступенчатой вытяжки листовых деталей, который заключается в прижиме фланца листовой заготовки путем его формовки с помощью, перетяжных ребер, предварительной вытяжки детали за счет перемещения фланца в зону вытяжки и окончательной вытяжки за счет растяжения заготовки,находящейся в зоне вытяжки.
Недостатком этого способа является перерасход металла заготовки, так как подвижные перетяжные ребра должны располагаться на большем расстоянии от проема пуансона, чем в штампе с неподвижными ребрами, а также низкое качество получаемых деталей.
Целью изобретения является повышение качества деталей пологой формы за счет равномерного распределения деформаций по их поверхности.
Для. достижения поставленной цели предварительную вытяжку осуществляют до момента потери устойчивости материала заготовки за счет образования гофр с достижением максимальных величин утонения, равных (2-5%) So,и зазором между прижимом и фланцем, определяемым из следующего соотношения:
Z (0,5 - 0,6) So L/i,
где So - исходная толщина листовой заготовки;
L-максимальный размер заготовки;
I - максимальный размер зоны вытяжки, а окончательную вытяжку осуществляют до момента разглаживания гофр с достижением максимальных величин утонения заготовки не более (8-10%) S0 и зазором между прижимом и фланцем, равным (0,05-0.1) So.
Описанный способ может быть реализован на штампе, показанном на фш. 1 и 2.
СО
С
х| чэ
4
ел со
00
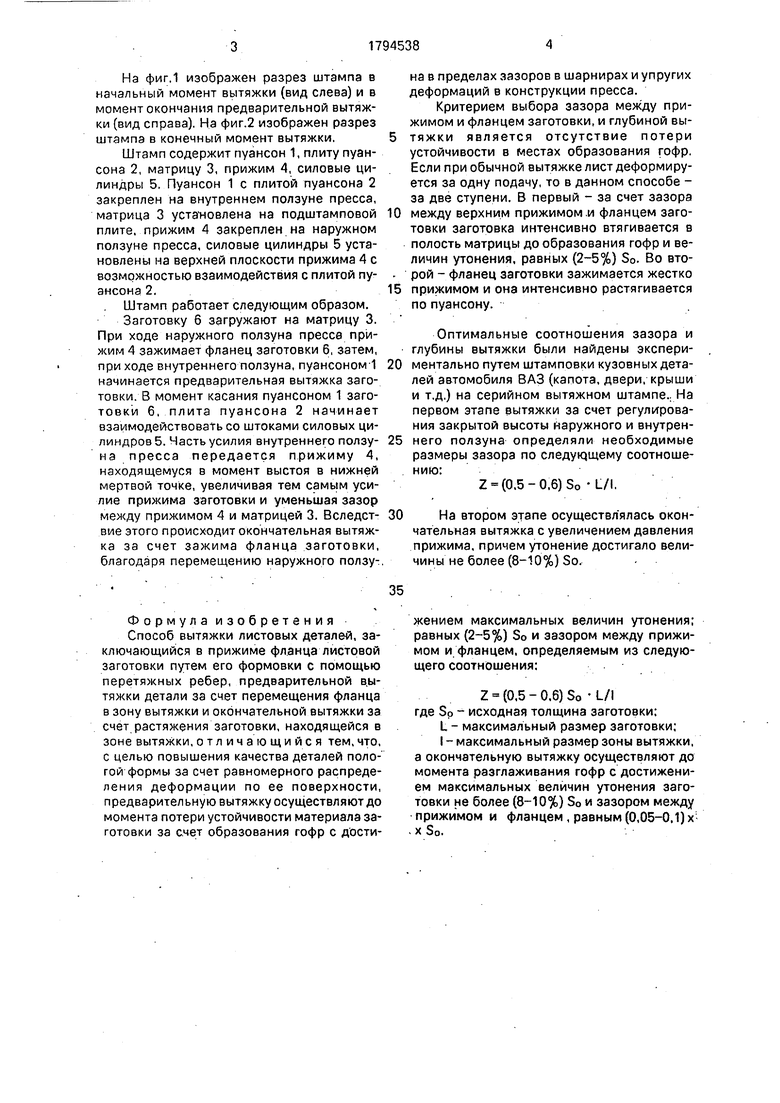
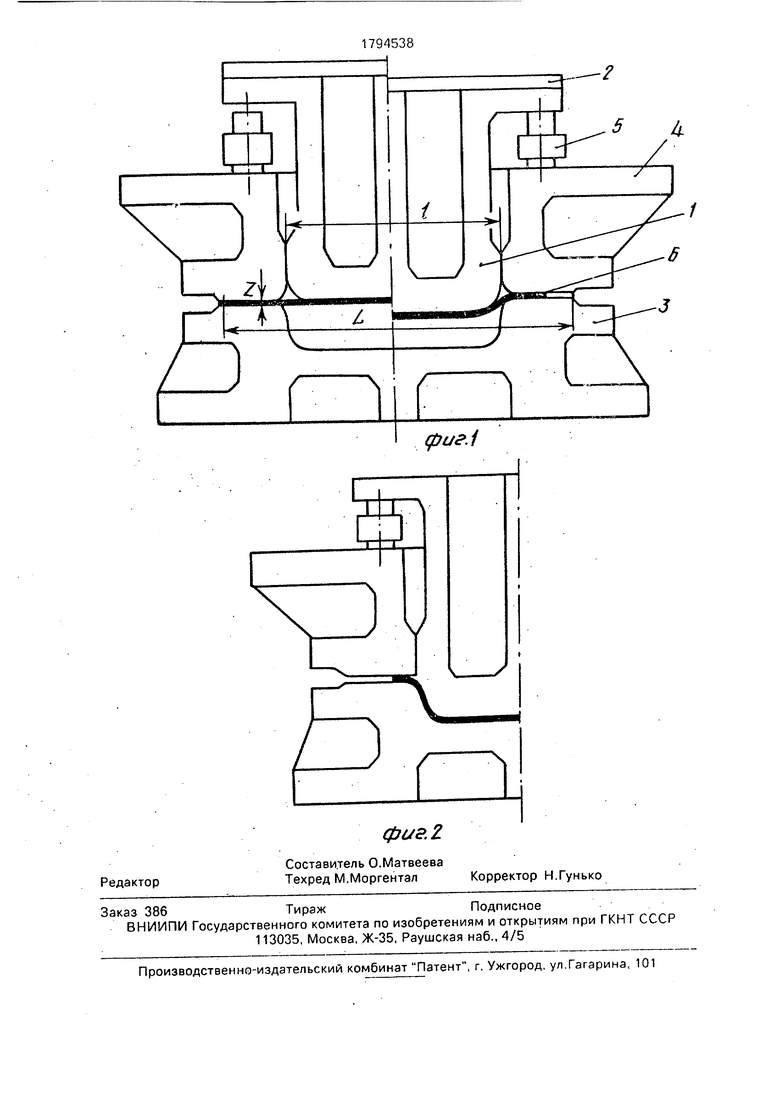
На фиг.1 изображен разрез штампа в начальный момент вытяжки (вид слева) и в момент окончания предварительной вытяжки (вид справа). На фиг.2 изображен разрез штампа в конечный момент вытяжки.
Штамп содержит пуансон 1, плиту пуансона 2, матрицу 3, прижим 4, силовые цилиндры 5, Пуансон 1 с плитой пуансона 2 закреплен на внутреннем ползуне пресса, матрица 3 установлена на подштамповой плите, прижим 4 закреплен на наружном ползуне пресса, силовые цилиндры 5 установлены на верхней плоскости прижима 4 с возможностью взаимодействия с плитой пуансона 2.
Штамп работает следующим образом.
Заготовку 6 загружают на матрицу 3. При ходе наружного ползуна пресса прижим 4 зажимает фланец заготовки 6, затем, при ходе внутреннего ползуна, пуансоном 1 начинается предварительная вытяжка заготовки. В момент касания пуансоном 1 заготовки 6, плита пуансона 2 начинает взаимодействовать со штоками силовых цилиндров 5. Часть усилия внутреннего ползуна пресса передается прижиму 4, находящемуся в момент выстоя в нижней мертвой точке, увеличивая тем самым усилие прижима заготовки и уменьшая зазор между прижимом 4 и матрицей 3. Вследствие этого происходит окончательная вытяжка за счет зажима фланца заготовки, благодаря перемещению наружного ползу-.
на в пределах зазоров в шарнирах и упругих деформаций в конструкции пресса.
Критерием выбора зазора между прижимом и фланцем заготовки, и глубиной вытяжки является отсутствие потери устойчивости в местах образования г°ФР Если при обычной вытяжке лист деформируется за одну подачу, то в данном способе - за две ступени. В первый - за счет зазора
между верхним прижимом .и фланцем заготовки заготовка интенсивно втягивается в полость матрицы до образования гофр и величин утонения, равных (2-5%) So. Во вто- рой - фланец заготовки зажимается жестко
прижимом и она интенсивно растягивается по пуансону.
Оптимальные соотношения зазора и глубины вытяжки были найдены экспериментально путем штамповки кузовных деталей автомобиля ВАЗ (капота, двери, крыши и т.д.) на серийном вытяжном штампе. На первом этапе вытяжки за счет регулирования закрытой высоты наружного и внутреннего ползуна определяли необходимые размеры зазора по следующему соотношению:
Z (0.5 - 0,6) So -L/I.
На втором этапе осуществлялась окончательная вытяжка с увеличением давления прижима, причем утонение достигало величины не более (8-10%) So,
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1994 |
|
RU2092260C1 |
| Способ торможения фланца листовой заготовки в процессе вытяжки | 1990 |
|
SU1731357A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2486025C1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2096116C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 1994 |
|
RU2082526C1 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛИ | 1992 |
|
RU2049579C1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264880C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264879C1 |
| Штамп для вытяжки крупногабаритных деталей сложной формы | 2015 |
|
RU2631065C2 |
| Штамп для обтяжки с растяжением | 1990 |
|
SU1794545A1 |
Использование: во всех отраслях народного хозяйства для вытяжки листовых деталей пологой формы типа кузовых деталей автомобилей. Сущность изобретения: предварительную вытяжку осуществляют до момента, потери устойчивости материала заготовки за счет образования гофр с достижением максимальных величин утонения равных, (2-5%) So - исходной толщины лис- товой заготовки. При этом зазор между, фланцем и прижимом определяется из расчетной зависимости. Окончательную вытяжку производят до момента разглаживания гофр с достижением утонения заготовки не более (8-10%) So и зазором между прижимом и фланцем, равным (0,05-0,1) S0. 2 ил.
Формула изобретения Способ вытяжки листовых деталей, заключающийся в прижиме фланца листовой заготовки путем его формовки с помощью перетяжных ребер, предварительной в,ы- тяжки детали за счет перемещения фланца в зону вытяжки и окончательной вытяжки за счет растяжения заготовки, находящейся в зоне вытяжки, отличающийся тем, что, с целью повышения качества деталей пологой формы за счет равномерного распределения деформации по ее поверхности, предварительную вытяжку осуществляют до момента потери устойчивости материала заготовки за счет образования гофр с достижением максимальных величин утонения; равных (2-5%) So и зазором между прижимом и фланцем, определяемым из следующего соотношения:
Z - (0,5 - 0.6) So L/I где So - исходная толщина заготовки:
L - максимальный размер заготовки;
I - максимальный размер зоны вытяжки, а окончательную вытяжку осуществляют до момента разглаживания гофр с достижением максимальных величин утонения заготовки не более (8-10%) S0 и зазором между прижимом и фланцем , равным (0,05-0.1) х
. X So.
| Штамп для вытяжки на прессах двойного действия | 1973 |
|
SU481353A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
