2. Способ контроля по д. I, отличающийся тем, что перед контрольной сборкой выполняют на пересечениях предварительно нанесенных на поверхности-деталей линий ко ординатных сеток отверстия в форме прямоугольных треугольников, катеты которых совмещают с линиями координатной сетки, а затем осуществляют контрольную сборку путем совмещения соответствующих катетов
треугольников на сопрягаемых деталях и скрег1ления последних.
3. Способ контроля по п. 2, отличающийся тем, что отверстия выполняют на пересечении линий координатных сеток внешних деталей узлов кузова, через эти отверстия осуществляют сопряжение одноименных линий координатных сеток сопрягаемых деталей; после чего детали скрепляют.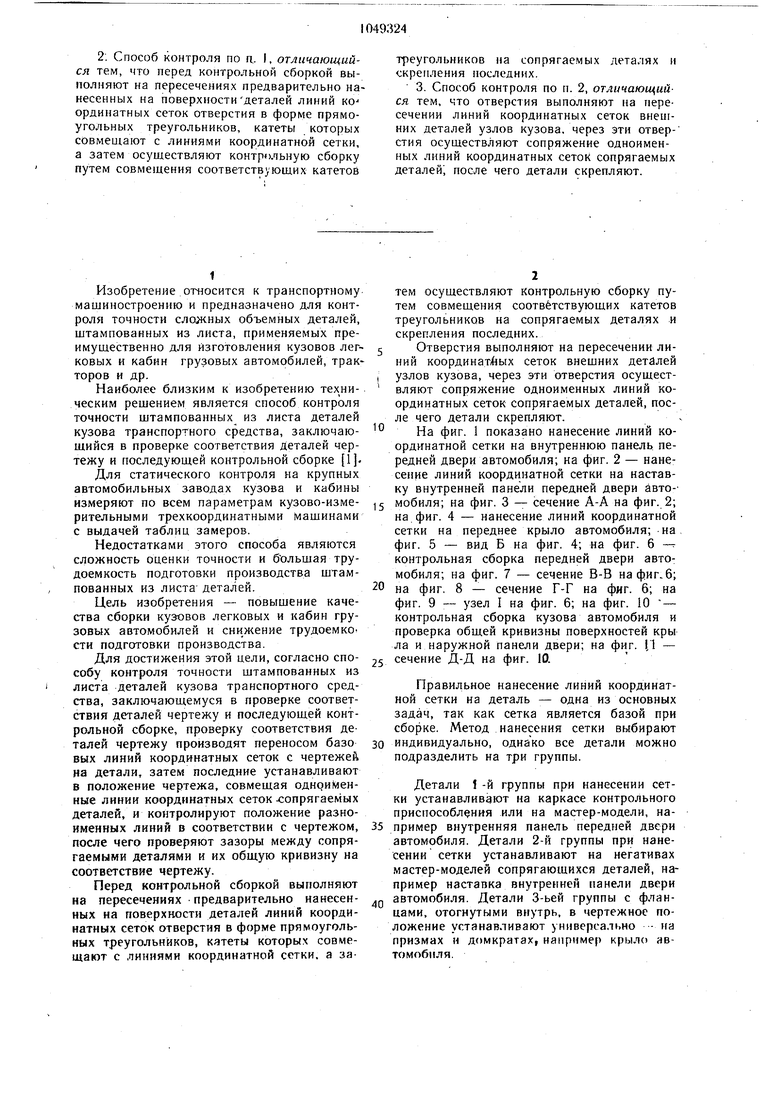
I. СПОСОБ КОНТРОЛЯ ТОЧНОСТИ ШТАМПОВАННЫХ ИЗ ЛИСТА ДЕТАЛЕЙ КУЗОВAV ТРАНСПОРТНОГО СРЕДСТВА, заключающийся в проверке соответствия деталей чертежу и последующей контрольной сборке, отличающийся тем, что, с целью повышения качества и снижения трудоемкости, проверку соответствия Деталей чертежу производят переносом базовых линий координатных сеток с чертежей на детали, затем последние устанавливают в положение чертежа, совмещая одноименные линии координатных сеток сопрягаемых деталей, и контролируют положение разноименных линий в соответствии с чертежом, после чего проверяют Зазоры между сопрягаемыми деталями и их общую кривизну на соответствие чертежу. « Ф СО iNd
1
Изобретение относится к транспортному машиностроению и предназначено для контроля точности сложных объемных деталей, щтампованных из листа, применяемых преимущественно для изготовления кузовов легковых и кабин грузовых автомобилей, тракторов и др.
Наиболее близким к изобретению техническим рещением является способ контроля точности штампованных из листа деталей кузова транспортного средства, заключающийся в проверке соответствия деталей чертежу и последующей контрольной сборке 1.
Для статического контроля на крупных автомобильных заводах кузова и кабины измеряют по всем параметрам кузово-измерительными трехкоординатными машинами с выдачей таблиц замеров.
Недостатками этого способа являются сложность оценки точности и большая трудоемкость подготовки производства щтампованных из листа деталей.
Цель изобретения - повышение качества сборки кузовов легковых и кабин грузовых автомобилей и снижение трудоемко сти подготовки производства.
Для достижения этой цели, согласно способу контроля точности щтампованных из листа деталей кузова транспортного средства, заключающемуся в проверке соответствия деталей чертежу и последующей контрольной сборке, проверку соответствия деталей чертежу производят переносом базо вых линий координатных сеток с чертеже на детали, затем последние устанавливают в положение чертежа, совмещая одноименные линии координатных сеток х;опрягаемых деталей, и контролируют положение разноименных линий в соответствии с чертежом, после чего проверяют зазоры между сопрягаемыми деталями и их общую кривизну на соответствие чертежу.
Перед контрольной сборкой выполняют на пересечениях предварительно нанесенных на поверхности деталей линий координатных сеток отверстия в форме прямоугольных треугольников, катеты которых совмещают с линиями координатной сетки, а затем осуществляют контрольную сборку путем совмещения соответствующих катетов треугольников на сопрягаемых деталях и скрепления последних.
5 Отверстия выполняют на пересечении линий координатных сеток внешних деталей I узлов кузова, через эти отверстия осущест вляют сопряжение одноименных линий координатных сеток сопрягаемых деталей, после чего детали скрепляют.
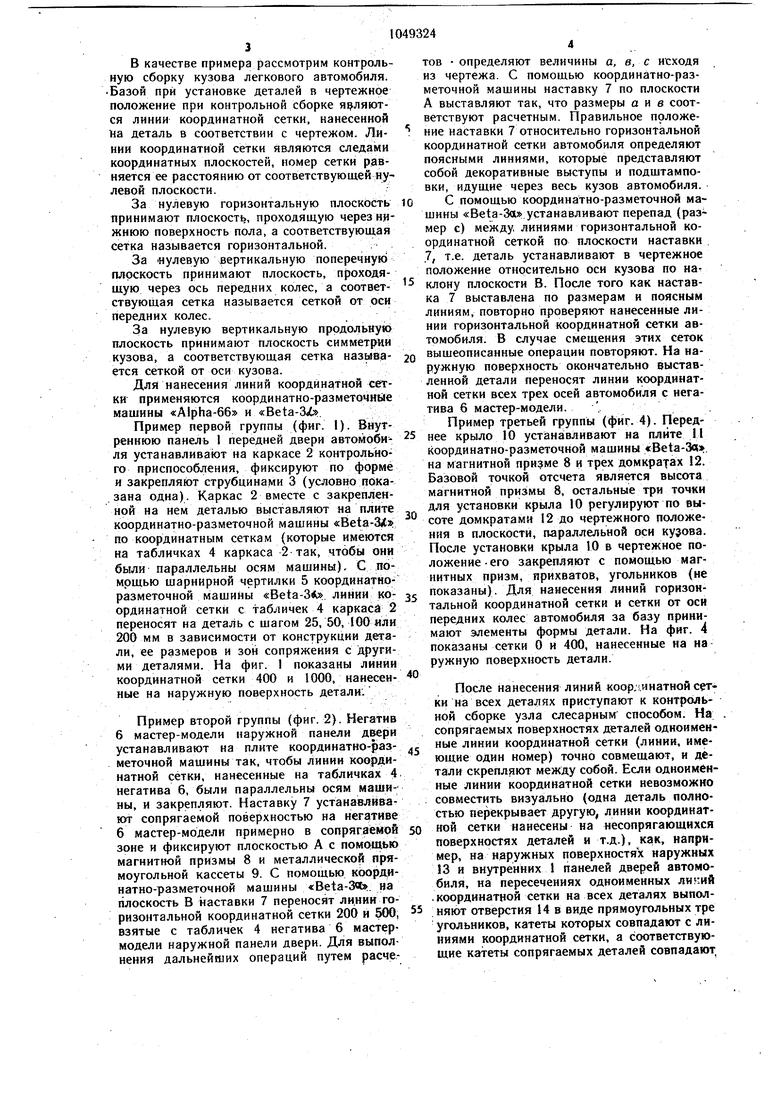
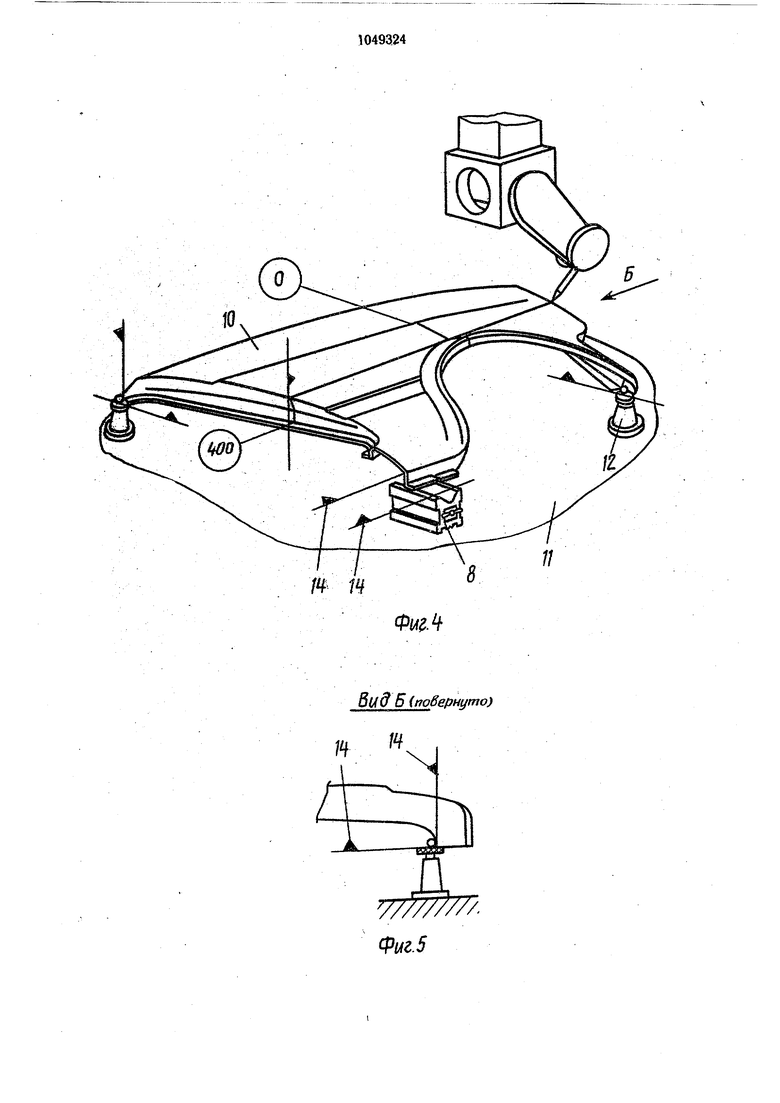
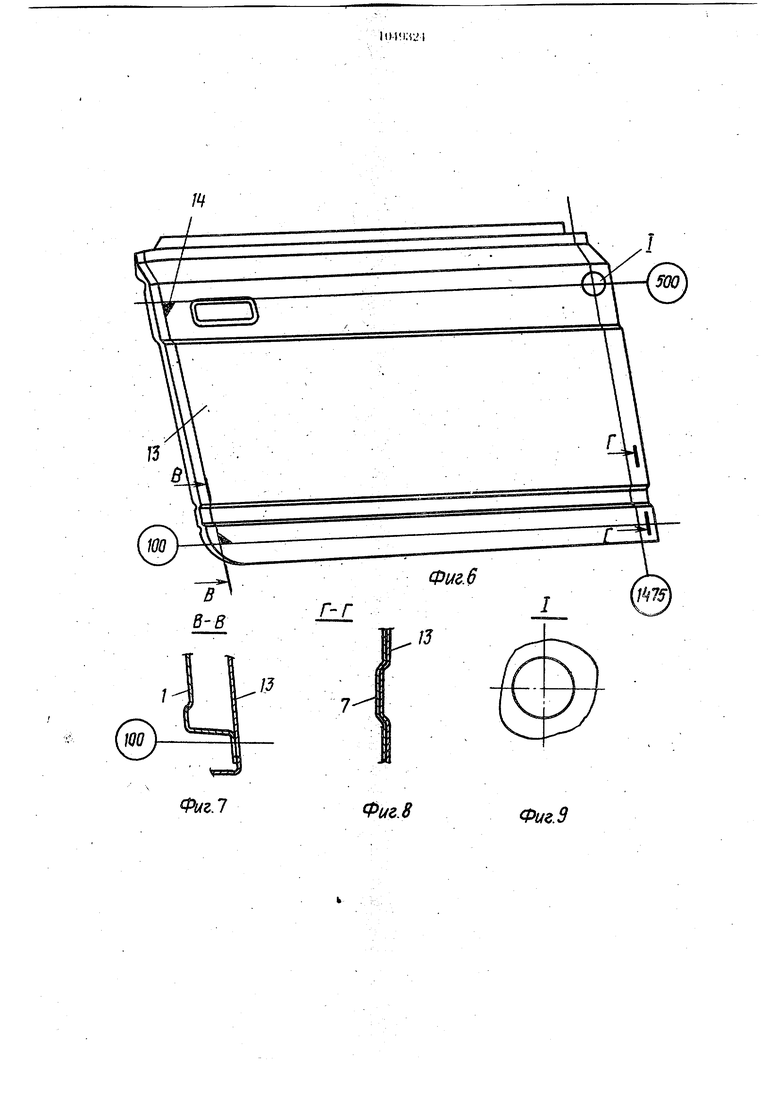
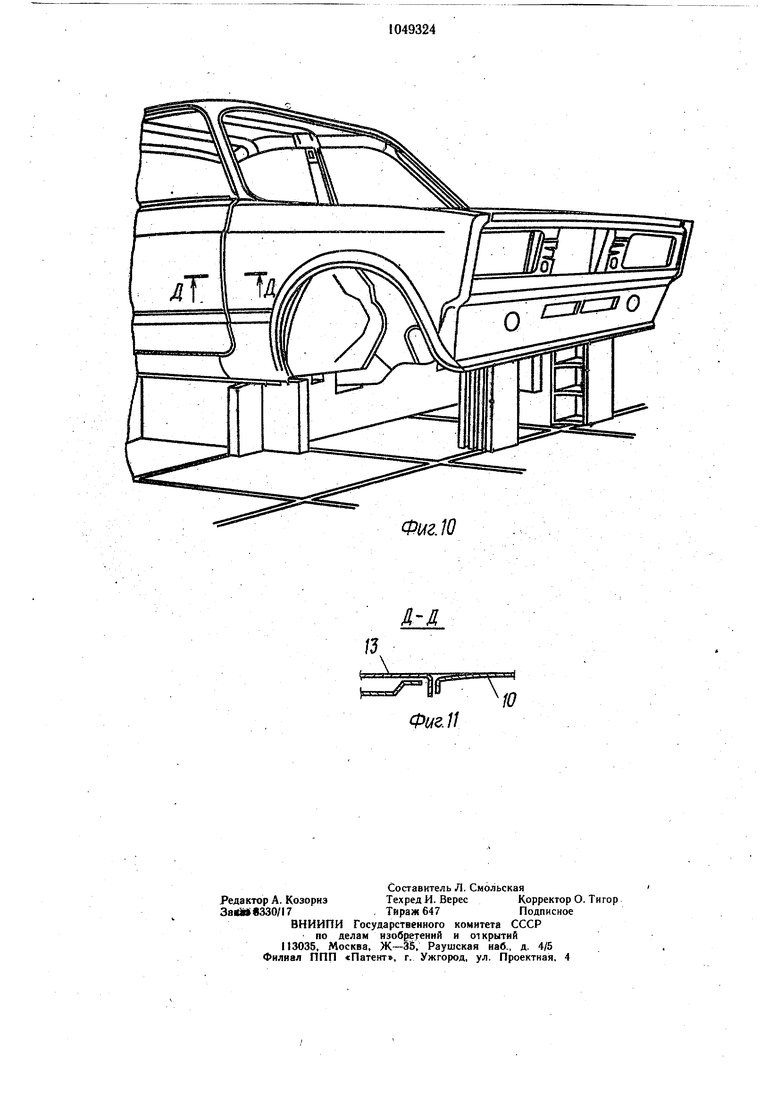
На фиг. 1 показано нанесение линий коopд rнaтнoй сетки на внутреннюю панель передней двери автомобиля; на фиг. 2 - нанесение линий координатной сетки на наставку внутренней панели передней двери авто5 мобиля; на фиг. 3 - сечение А-А на фиг. 2; на.фиг. 4 - нанесение линий координатной сетки на переднее крыло автомобиля; на фиг. 5 - вид Б на фиг. 4; на фиг. 6 -т контрольная сборка передней двери автомобиля; на фиг. 7 - сечение В-В на фиг.. 6; 0 на фиг. 8 - сечение Г-Г на фиг. 6; на фиг. 9 -- узел I на фиг. 6; на фиг. 10 - контрольная сборка кузова автомобиля и проверка общей кривизны поверхностей кры ла и наружной панели двери; на фиг. 1,1 - 5 сечение Д-Д на фиг. 10.
Правильное нанесение линий координатной сетки на деталь - одна из основных задач, так как сетка является базой при сборке. Метод нанесения сетки выбирают 0 индивидуально, однако все детали можно подразделить на три группы.
Детали -и группы при нанесении сетки устанавливают на каркасе контрольного приспособления или на мастер-модели, на5 пример внутренняя панель передней двери автомобиля. Детали 2-й группы при нанесении сетки устанавливают на негативах мастер-моделей сопрягающихся деталей, например настапка внутренней панели двери
д автомобиля. Детали 3-ьей группы с фланцами, отогнутыми внутрь, в чертежное положенне устанавливают универсально - на призмах н домкратах, например крыло автомобиля.
В качестве примера рассмотрим контрольную сборку кузова легкового автомобиля. Базой при установке деталей в чертежное положение при контрольной сборке я ляются линии координатной сетки, нанесенной на деталь в соответствии с чертежом. Линии координатной сетки являются следами координатных плоскостей, номер сетки равняется ее расстоянию от соответствующей нулевой плоскости.
За нулевую горизонтальную плоскость принимают плоскость, проходящую через нижнюю поверхность пола, а соответствующая сетка называется горизонтальной.;
За Нулевую чвертикальную поперечную плоскость принимают плоскость, проходящую через ось передних колес, а соответствующая сетка называется сеткой от реи передних колес.
За нулевую вертикальную продольную плоскость принимают плоскость симметрии кузова, а соответствующая сетка называется сеткой от оси кузова.
Для нанесения линий координатной еетки применяются координатно-разметочиае мащины «A pha-66 и «Beta-3.
Пример первой группы (фиг. 1). Внутреннюю панель 1 передней двери автомобиля устанавливает на каркасе 2 контрольного приспособления, фиксируют по форме и закрепляют струбцинами 3 (условно пбка. зана одна). Каркас 2 вместе с закреплен ной на нем деталью выставляют на плите координатно-разметочной машины «Beta-3jC по координатным сеткам {которые имеются на табличках 4 каркаса 2 так, чтобы они были параллельны осям машины), С помощью щарнирной чертилки 5 координатноразметочной машины «Beta-3 линий координатной сетки с табличек 4 каркас 2 переносят на деталь с шагом 25, 50, 100 или 200 мм в зависимости от конструкции детали, ее размеров и зон сопряжения с другими деталями. На фиг. I показаны линии координатной сетки 400 и 1000, нанесенные на наружную поверхность детали.
Пример второй группы (фиг. 2). Негатив 6 мастер-модели наружной панели двери устанавливают на плите координатно-разметочной мащины так, чтобы линии координатной сетки, нанесенные на табличках 4 негатива 6, были параллельны осям машины, и закрепляют. Наставку 7 устанавливают сопрягаемой поверхностью на иегдтиве 6 мастер-модели примерно в сопрягаемой зоне и фиксируют плоскостью Ас помощью магнитной призмы 8 и металлической прямоугольной кассеты 9. С помощью коорд 1натно-разметочной мащины «Beta-ЗЧ. на плоскость В наставки 7 переносят линии горизонтальной координатной сетки 200 и 500, взятые с табличек 4 негатива 6 мастермодели наружной панели двери. Для выполнения дальнейших операций путем расчетов определяют величины а, в, с исходя из чертежа. С помощью координатно-разметочной машины наставку 7 по плоскости А выставляют так, что размеры айв соответствуют расчетным. Правильное положение наставки 7 относительно горизонтальной координатной сетки автомобиля определяют поясными линиями, которые представляют собой декоративные выступы и подщтамповки, идущие через весь кузов автомобиля. С помощью координатно-разметочиой машины «Beta-3a устанавливают перепад (размер с) между линиями горизонтальной координатной сеткой по плоскости наставки 7, т.е. деталь устанавливают в чертежное положение относительно оси кузова по наклону плоскости В. После того как наставка 7 выставлена по размерам и поясным линиям, повторно проверяют нанесенные линии горизонтальной координатной сетки автомобиля. В случае смещения этих сеток Q вышеописанные операции повторяют. На наружную поверхность окончательно выставленной детали переносят линии координатной сетки всех трех осей автомобиля с негатива б мастер-модели.
Пример третьей группы (фиг. 4). Переднее крыло 10 устанавливают на плите U координатно-разметочной мащины cBeta-3«. на магнитной призме 8 и трех домкратах 12. Базовой точкой отсчета является высота магнитной призмы 8, остальные три точки для установки крыла 10 регулируют по вы соте домкратами 12 до чертежного положения в плоскости, параллельной оси кузова. После установки крыла 10 в чертежное положение-его закрепляют с помощью магнитных призм, прихватов, угольников (не показаны). Для нанесения линий горизонтальной координатной сетки и сетки от оси передних колес автомобиля за базу принимают элементы формы детали. На фиг. 4 показаны сетки О и 400, нанесенные на на ружную поверхность детали. 0
После нанесения линий коор,:,ииатной сетки на всех деталях приступают к контрольной сборке узла слесарным способом. На сопрягаемых поверхностях деталей одиоимен- ные линии координатной сетки (линии, имеющие один номер) точно совмещают, и детали скрепляют между собой. Если одноимённые линии координатной сетки невозможно : совместить визуально (одна деталь полностью перекрывает другую, линии координат0 ной сетки нанесены на несопрягающихся поверхнос1ях деталей и т.д.), как, например, на наружных поверхностях наружных 13 и внутренних 1 панелей дверей автомобиля, на пересечениях одноименных лнкий .координатной сетки на всех деталях выпол5 ;няют отверстия 14 в виде прямоугольных тре УГОЛЬНИКОВ, катеты которых совпадают с линиями координатной сетки, а соответствующие катеты сопрягаемых деталей совпадают. (фиг. 7), при этом количество отверстий дол жно быть не менее двух. Для сборки сопрягаемых деталей на одной из них линии координатной сетки наносят на сопрягающейся поверхности, а на другой - на несопрягающейся, т.е. когда между поверхностями с нанесенными линиями координатной сетки имеется одна толщина .металла, например на наружных поверхностях наружной панеЛи 13 двери и наставки 7 внутренней панели двери на пересечении линий координатной сетки. Если таким способом собирают несколько деталей, то на. наружной детали выполняют отверстия больщего размера, чем на внутренней. Количество отверстий должно быть не менее двух. Совместив соответствующие линии координатной сетки сопрягаемых деталей, последние фиксируют зажимами или струбцинами, затем в них просверливают отверстия, через которые детали скрепляют самонарезными винтами. Все элементы деталей, мешающие совмещению соответствующих линий координатной сетки, устраняют слесарным путем (рихтуют, срезают), так как эти элементы являются дефектами, мещающими качественной сборке узла на сборочном участке, и поэтому подлежат устранению. Если при контрольной сборке между деталями имеются недопустимые (нечертежные) зазоры, выступание или западание деталей одна относительно другой, то они так же являются дефектами, подлежащими yetранению до подачи деталей на сборочный участок. Например, не допускается контакт между наружной панелью 13 двери и наставкой 7 внутренней панели двери по элёментам, образующим глубину поясной двери (фиг. 8). Зазор между линией фланца внутренней панели 1 двери и линией гибки наружной панели 13 двери должен четко соответствовать чертежу (фиг. 5). Зазор меж ду передним крылом 10 и наружной, панелью 13 передней двери также должен четко соответствовать чертежу, а поверхности крыла и двери должны представлять собой единую поверхность, т.е. дефекты типа показанного на фиг. 1 не допускаются. Наибольший экономический эффект пред лагаемый способ контроля качества дает на этапе подготовки производства. Он позво .пяет выявить ошибки в чертежах изделий, в моделях, в щтамповой и контрольной оснастках, в технологии штамповки и контроля, устранить обнаруженные дефекты деталей и узлов еще до начала сборки изделия на сборочном участке, что дает возможность своевременно скорректировать штамповую и контрольную остастки и тем самым сократить или даже предотвратить ручную доработку деталей перед сборкой. Без выполнения контрольной сборки изделия многие дефекты определялись бы толь. ко с началом сборки и на сборочном участке и, следовательно, работа по анализу, дефектов и корректировке штамповой и контрольной оснастки началась бы позже. Измерения размеров каждой детали в отдельности без выполнения контрольной сборки не позволили бы обнаружить ряд дефектов сборки, что объясняется особенностью штампованных из листа деталей. Например, такие детали могут отличаться большими габаритами, большой сложностью формы и малой жесткостью, вследствие чего детали могут изменять свои размеры и форму в зависимости от положения их в пространстве и при сборке с другими деталями, на штампованных из листа деталях из-за сложной формы и малой жесткости нельзя достичь необходимой точности их геометрических параметров, а при сборке в узел место каждой детали строго определено и ее геометрические отклонения сказываются на собираемости с соседними деталями. Предлагаемый способ позволяет обеспечить качество, надежность, долговечность изделия и его внешний вид с первых же образцов, а также использовать узлы контрольной сборки для наладки сборочной оснастки. Общий экономический эффект контроля точности штампованных из листа деталей путем осуществления контрольной сборки кузова автомобиля ВАЗ-2105 при подготовке производства составит около 100000 рублей.
Плослость А
fpue.3
Ч
Ф14г.
Buff Б (повернцто)
Ф(/г.5
ФигЛ
Фиг.В
Фиг. 9
МД
Фиг. 11
| I | |||
| Технология изготовления автОмрбильиых кузовов | |||
| Под ред | |||
| Д | |||
| В | |||
| Горячего | |||
| М-, «Машиностроение, 1979, с | |||
| Индукционная катушка | 1920 |
|
SU187A1 |
| Устройство непрерывного автоматического тормоза с сжатым воздухом | 1921 |
|
SU191A1 |
