Изобретение относится к металлургии, конкретнее к процессам и устройствам для обработки стали в ковше посредством подачи в жидкий металл под уровень алюминиевой проволоки.
Наиболее близкими по технической сущности являются способ и устройство для обработки стали в ковше, включающие подачу алюминиевой проволоки под уровень металла в ковше. При вводе в жидкую сталь алюминиевой проволоки происходит раскисление и легирование стали в ковше алюминием. Ввод проволоки осуществляют при помощи приводного трайбаппарата через направляющие и правильные ролики и направляющую трубу, которые установлены на подъемно-поворотном стенде [1]
Недостатками известного способа и устройства являются недостаточная производительность, стабильность и эффективность ввода алюминиевой проволоки под уровень стали в ковше. Это объясняется тем, что при проходе через уровень металла и слой шлака алюминиевая проволока увлекает за собой частички шлака под уровень металла. Это приводит к загрязнению металла неметаллическими включениями и, как следствие, к браку непрерывнолитых слитков, разливаемых из этого металла.
Технический эффект при использовании изобретения заключается в повышении производительности, стабильности и эффективности обработки стали в ковше посредством ввода в ковш с металлом алюминиевой проволоки под уровень.
Указанный технический эффект достигается тем, что способ для обработки стали в ковше включает подачу алюминиевой проволоки под уровень металла в ковше. Подачу проволоки под уровень металла в ковше производят через канал погружного огнеупорного стакана и одновременно подают в канал нейтральный газ с расходом, равным 0,06-0,45 м3/ч•т стали при скорости движения алюминиевой проволоки в пределах 2-12 м/с.
Кроме того, устройство для осуществления способа обработки стали в ковше включает поворотный стенд, на котором установлены приводные трайбаппараты, направляющие и правильные ролики, а также направляющую трубу для проволоки. К направляющей трубе прикреплен огнеупорный стакан и подведен трубопровод.
Повышение производительности, стабильности и эффективности обработки стали в ковше будет происходить вследствие защиты вводимой алюминиевой проволоки от контакта со шлаком на поверхности металла в ковше. Этому же способствует подача нейтрального газа в направляющую трубу для подачи проволоки, что предотвращает "закозление" застывшим металлом торца канала огнеупорного стакана. В результате устраняется загрязнение металла в ковше неметаллическими включениями, а также обеспечивается беспрепятственное прохождение алюминиевой проволоки через канал огнеупорного стакана.
Диапазон значений расхода нейтрального газа в пределах 0,06-0,45м3/ч•т стали в ковше объясняется закономерностями образования настылей металла на торце канала огнеупорного стакана и его "закозления". При меньших значениях происходит заростание канала застывшим металлом. При больших значениях происходит перерасход инертного газа, а также переохлаждение металла.
Указанный диапазон устанавливают в обратной зависимости от скорости ввода алюминиевой проволоки через канал.
Диапазон значений скорости движения проволоки в канале в пределах 2-12 м/с объясняется закономерностями раскисления и легирования стали алюминиевой проволокой в ковше. При меньших значениях не будет обеспечиваться необходимая глубина погружения проволоки под уровень металла в ковше. При больших значениях происходит перерасход алюминиевой проволоки с одновременным увеличением содержания алюминия в стали сверх допустимых значений.
Указанный диапазон устанавливается в прямой зависимости от емкости ковша.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков предлагаемого способа и устройства с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения, со ссылкой на чертеж, на котором показано устройство и фрагмент разливочного ковша, продольный разрез.
Устройство для осуществления способа обработки металла в ковше состоит из направляющей трубы 1, трубопровода 2, огнеупорного стакана 3 с каналом 4, рычага 5. Позицией 6 обозначена алюминиевая проволока, 7 ковш, 8 слой шлака, 9 жидкий металл.
Способ обработки металла в ковше осуществляют и устройство работает следующим образом.
Пример. При обработке стали в ковше 7 под уровень металла 9 вводят алюминиевую проволоку 6. Подачу проволоки 6 производят через направляющую трубу 1 и далее через канал 4 огнеупорного стакана 3. Одновременно в канал 4 через трубопровод 2 подают нейтральный газ аргон с расходом, равным 0,06-0,45м3/ч•т стали при скорости движения алюминиевой проволоки в пределах 2-12м/с. Нейтральный газ подается под давлением в пределах 5-10кг/см2.
Огнеупорная труба 3 подвешена на подъемном рычаге 5, который вместе с трубопроводом 2 смонтированы на подъемно-поворотном стенде (на чертеже не показан). На этом же стенде установлены приводные трайбаппараты, направляющие и правильные ролики. В общем случае огнеупорная труба 3 может быть выполнена из отдельных огнеупорных трубок, объединенных единым корпусом.
При подаче проволоки 6 через канал 4 огнеупорной трубы 3 устраняется ее контакт со слоем шлака 8, образующегося и находящегося на поверхности зеркала металла 9. Одновременная подача в канал 4 инертного газа по трубопроводу 2 устраняет случаи "закозления" застывшим металлом выхода канала 4 на нижнем торце трубы 3. В этих условиях вместе с проволокой в металл 9 при беспрепятственном вводе проволоки под уровень металла устраняется попадание частичек шлака.
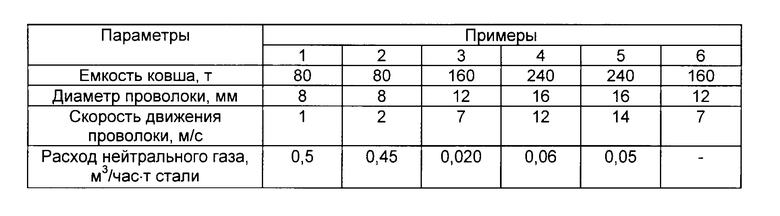
В таблице приведены примеры осуществления способа обработки металла с различными технологическими параметрами.
В первом примере вследствие малой скорости движения алюминиевой проволоки при большом расходе нейтрального газа происходит переохлаждение металла в ковше и перерасход аргона.
В пятом примере вследствие малого расхода нейтрального газа и большой скорости движения проволоки происходит "закозление" торца канала огнеупорной трубы и прекращение подачи проволоки в металл.
В шестом примере (прототип) вследствие отсутствия защиты алюминиевой проволоки от слоя шлака происходит увеличение его частичек под уровень металла, что приводит к загрязнению непрерывнолитых слитков, разливаемых из этого металла, неметаллическими включениями.
В примерах 2-4 вследствие защиты алюминиевой проволоки от слоя шлака при одновременной подаче нейтрального газа в канал защитной трубы обеспечивается устранение загрязнения металла от неметаллических включений в условиях беспрепятственного ввода проволоки под уровень металла.
Применение способа и устройства позволяет повысить эффективность и производительность обработки стали в ковше на 8-10% а также увеличить выход годного металла на 25-30%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ МЕТАЛЛА В КОВШЕ НЕЙТРАЛЬНЫМ ГАЗОМ | 1995 |
|
RU2089621C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085332C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2104119C1 |
| СПОСОБ ХИМИЧЕСКОГО НАГРЕВА СТАЛИ | 2000 |
|
RU2186126C2 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2092273C1 |
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ МЕТАЛЛА В КОВШЕ НЕЙТРАЛЬНЫМ ГАЗОМ | 1995 |
|
RU2089620C1 |
| РАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2086354C1 |
| РАЗЛИВОЧНЫЙ СТАКАН ДЛЯ КОВШЕЙ | 1995 |
|
RU2092281C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2043842C1 |
Использование: металлургия, конкретнее в процессах и устройствах для обработки стали в ковше посредством подачи в металл под уровень металлической проволоки. Сущность: способ обработки стали в ковше включает подачу алюминиевой проволоки под уровень металла в ковше через канал погружного огнеупорного стакана и одновременную подачу в канал нейтрального газа с расходом, равным 0,06-0,45 м3/ч•т стали при скорости движения алюминиевой проволоки в пределах 2-12 м/с. Устройство для осуществления способа включает поворотный стенд, на котором установлены приводные трайбаппараты, направляющие и приводные ролики, а также направляющую трубу для проволоки, к которой прикреплен огнеупорный стакан и подведен трубопровод. 2 с.п.ф-лы, 1 табл., 1 ил.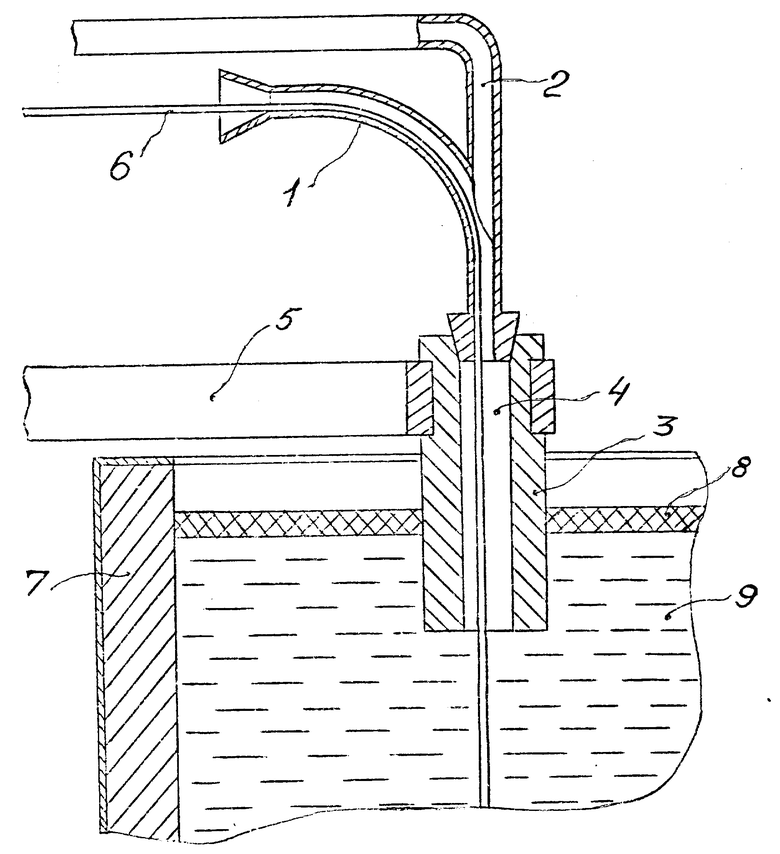
| Колпаков С | |||
| В | |||
| и др | |||
| Технология производства стали в современных конвертерных цехах.- М.: Машиностроение, 1991, с.139. |

