Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Наиболее близким по технической сущности к изобретению является способ непрерывной разливки металлов, включающий подачу металла из разливочного ковша в промежуточный ковш под уровень, подачу металла далее из промежуточного ковша под уровень в кристаллизаторы через разливочные стаканы, вытягивание из кристаллизаторов непрерывнолитых слитков, подачу на мениск металла в промежуточном ковше и в кристаллизаторах слоя шлаковой смеси, а также разделение рабочей полости промежуточного ковша на отдельные сообщающиеся между собой зоны при помощи перегородок. При этом транспортировку металла из одной зоны в другую осуществляют посредством перелива через торцы перегородок.
Недостатком известного способа является неудовлетворительное качество непрерывнолитых слитков. Это объясняется тем, что транспортировка металла из одной зоны промежуточного ковша в другую производится при помощи его перелива через торец перегородки. Однако в этом случае не обеспечивается необходимая интенсивность ассимиляции неметаллических включений слоем шлака, так как контакт транспортируемого металла со слоем шлака происходит на коротком участке торца перегородки, имеющей небольшую толщину, что приводит к браку непрерывнолитых слитков по качеству макроструктуры.
Технический эффект при использовании изобретения заключается в улучшении качества непрерывнолитых слитков.
Это достигается тем, что подают металл из разливочного ковша в промежуточный ковш под уровень, подают металл далее из промежуточного ковша под уровень в кристаллизаторы через удлиненные стаканы, вытягивают из кристаллизаторов непрерывнолитые слитки, подают на мениск металла в промежуточном ковше и в кристаллизаторах слоя шлаковой смеси, разделяют рабочую полость промежуточного ковша на отдельные сообщающиеся между собой зоны при помощи перегородок.
В процессе непрерывной разливки металл направляют из одной зоны промежуточного ковша в другую в горизонтальном направлении под слоем шлака на длине, равной 0,4-0,8 расстояния от границы зоны промежуточного ковша до оси разливочного стакана.
Улучшение качества непрерывно-литых слитков будет происходить вследствие направления потоков разливаемого металла из зоны, в которую подают металл из разливочного ковша, под слоем шлаковой смеси в зоны, из которых подают металл в кристаллизаторы. В этих условиях происходит интенсификация процесса ассимиляции шлаковой смесью неметаллических включений, находящихся в разливаемом металле. В результате сказанного повышается чистота разливаемого металла, что приводит к снижению брака непрерывно-литых слитков по качеству макроструктуры и неметаллическим включениям.
Диапазон длины горизонтального направления металла под слоем шлака в пределах 0,4-0,8 расстояния от границы зоны промежуточного ковша до оси разливаемого металла объясняется закономерностями ассимиляции неметаллических включений слоем шлаковой смеси. При меньших значениях не будет обеспечиваться необходимая интенсивность ассимиляции неметаллических включений. Большие значения устанавливать не имеет смысла, так как при этом будет происходить переохлаждение металла сверх допустимых значений.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от весового расхода металла.
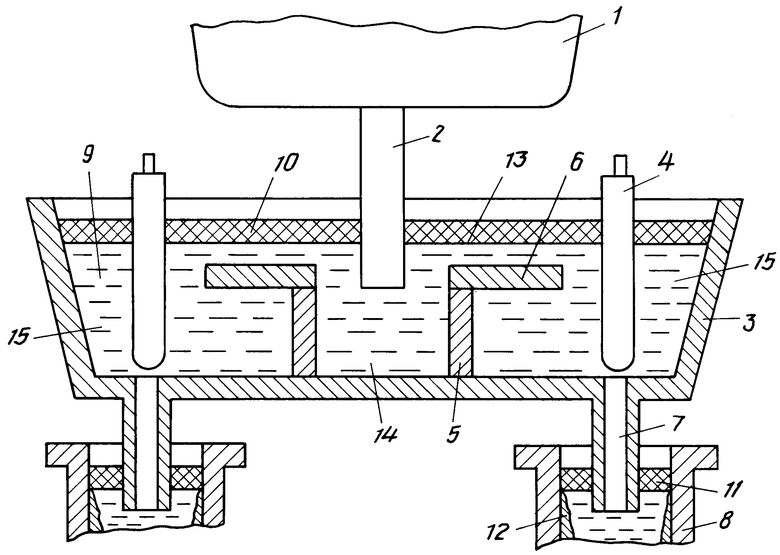
На чертеже показана схема устройства для осуществления способа непрерывной разливки металлов.
Оно состоит из разливочного ковша 1, огнеупорный трубы 2, промежуточного ковша 3, стопоров 4, вертикальных перегородок 5, горизонтальных перегородок 6, разливочных стаканов 7, кристаллизаторов 8. Позицией 9 обозначен жидкий металл, 10 слой шлаковой смеси в промежуточном ковше, 11 слой шлаковой смеси в кристаллизаторе, 12 непрерывнолитой слиток, 13 уровень металла в промежуточном ковше, 14 средняя зона, 15 крайняя зона промежуточного ковша.
Способ непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки из разливочного ковша 1 емкостью 350 т подают сталь марки ст3 в промежуточный ковш 3 емкостью в пределах 30-60 т через огнеупорную трубу 2. Далее из промежуточного ковша металл подают через удлиненные разливочные стаканы 7 под уровень в кристаллизаторы 8, из которых вытягивают непрерывно-литые слитки 12. Расход металла из промежуточного ковша 3 регулируют при помощи стопоров 4.
На мениск металла 13 в промежуточном ковше 3 подают жидкую, заранее расплавленную шлаковую смесь 10 толщиной в пределах 50 мм состава, например, 52-62% СаО; 25-35% Al2O3, остальное CaF. На мениск металла в кристаллизаторах 8 подают насыпную или расплавленную шлаковую смесь на основе CaO-SiO2-Al2O3. Жидкий расплавленный шлак 10 или 11 периодически возобновляют.
Внутреннюю рабочую полость промежуточного ковша 3 разделяют на три зоны: среднюю 14, куда подают металл по трубе 2, и две крайние зоны 15 при помощи вертикальных перегородок 5. На верхних торцах перегородок 5 выполнены горизонтальные перегородки 6, направленные в сторону разливочных стаканов 7.
В процессе непрерывной разливки металл 9 направляют из зоны 14 в зоны 15 в горизонтальном направлении по перегородкам 6 под слоем шлака 10 на длине, равной 0,4-0,8 расстояния от границы зоны 15 до оси разливочного стакана 7.
При такой организации подачи металла к разливочным стаканам 7 из промежуточного ковша 3 происходит активная ассимиляция и устранение неметаллических включений из относительно тонкого слоя разливаемого металла 9 над горизонтальной перегородкой 6 под слоем шлака 10.
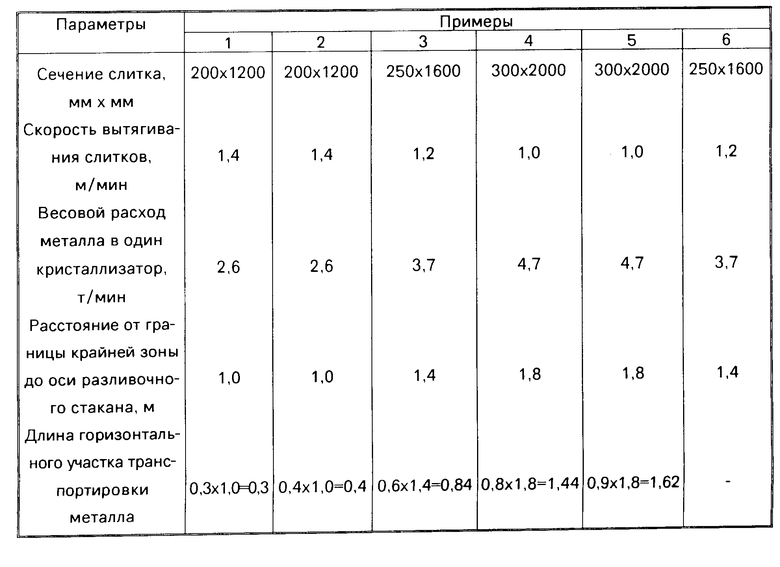
В таблице приведены примеры осуществления способа непрерывной разливки металлов с различными технологическими параметрами.
В первом примере вследствие малой длины горизонтального участка транспортировки металла интенсивность ассимиляции неметаллических включений будет недостаточной, что приведет к загрязнению непрерывно-литых слитков.
В пятом примере вследствие большой длины горизонтального участка транспортировки металла будет происходить его значительное переохлаждение, что приведет к замерзанию металла в разливочных стаканах.
В шестом примере (прототипе) вследствие отсутствия горизонтальных участков транспортировки металла не происходит ассимиляции шлаковой смесью неметаллических включений с необходимой интенсивностью, что приводит к загрязнению непрерывнолитых слитков.
В примерах 2-4 вследствие оптимальной длины горизонтального участка транспортировки металла из одной зоны в другую промежуточного ковша обеспечивается очистка металла от неметаллических включений с необходимой интенсивностью.
Предлагаемый способ применим при поточном вакуумировании металла в процессе непрерывной разливки. В этом случае вместо разливочного ковша с трубой устанавливают соответственно вакуум-камеру со сливным патрубком.
Применение предлагаемого способа позволяет интенсифицировать процесс удаления неметаллических включений на 4-6% При этом сокращается количество потребляемого шлака на 10-12%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2092273C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085332C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066591C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2067910C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066592C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ МЕТОДОМ "ПЛАВКА НА ПЛАВКУ" | 1998 |
|
RU2133169C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ С ОСОБО НИЗКИМ СОДЕРЖАНИЕМ УГЛЕРОДА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2031755C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МАЛОУГЛЕРОДИСТОЙ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2021077C1 |
Способ непрерывной разливки металлов включает подачу в промежуточный ковш под уровень жидкий металл из разливочного ковша, далее из промежуточного ковша подают металл под уровень в кристаллизаторы, из которых вытягивают непрерывнолитые слитки, на мениск металла в промежуточном ковше и в кристаллизаторах подают шлаковую смесь, разделяют рабочую полость промежуточного ковша на отдельные сообщающиеся между собой зоны. В процессе непрерывной разливки металл направляют из одной зоны в другую в горизонтальном направлении под слоем шлака. 1 ил. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, включающий подачу металла из разливочного ковша в промежуточный ковш под уровень, подачу металла далее из промежуточного ковша под уровень в кристаллизаторы через разливочные стаканы, вытягивание из кристаллизаторов непрерывнолитых слитков, подачу на мениск металла в промежуточном ковше и в кристаллизаторах слоя шлаковой смеси, разделение рабочей полости промежуточного ковша на отдельные сообщающиеся между собой зоны при помощи перегородок, транспортировку металла из одной зоны в другую посредством перелива через торцы перегородок, отличающийся тем, что в процессе непрерывной разливки металл направляют из одной зоны промежуточного ковша в другую в горизонтальном направлении под слоем шлака на длине, равной 0,4 0,8 расстояния от границы зоны промежуточного ковша до оси разливочного стакана.
| Промежуточный ковш для разливкиСТАли | 1978 |
|
SU831296A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

