Изобретение относится к металлургии и может быть использовано в литейном производстве при плавке железоуглеродистых сплавов.
Известна малогабаритная электрошлаковая установка, размещающаяся на желобе вагранки и работающая в непрерывном процессе одновременно с вагранкой [1]
Для нормальной работы указанной установки необходимо соблюдать ряд условий, которые создают неудобство в эксплуатации.
Наиболее близкой по технической сущности к заявляемой печи является электрошлаковая печь [2] в которой внутренний диаметр токопроводной футеровки выполнен равным 2-4 диаметра нерасходуемого электрода. Кроме того данная печь предназначена для выплавки и электрошлаковой обработки металла с последующей разливкой его по литейным формам и ее конструкция не позволяет выплавлять непосредственно в печи отливки, например, типа цилиндров (маслот), не сливая при этом металл из печи и не допуская его дополнительного промежуточного между плавкой и заливкой контакта с воздухом.
Целью изобретения является создание электрошлаковой печи, непосредственно в которой можно будет получать маслоты или отливки другого назначения типа цилиндров.
Поставленная цель достигается тем, что установка снабжена выполненным из токопроводящего материала дополнительным тиглем, установленным с зазором внутри корпуса печи, при этом в нижней части стенок дополнительного тигля выполнены сквозные каналы со скобами, выполненными с возможностью их размещения в зазоре между корпусом печи и стенкой дополнительного тигля в расплавленном металле, и механизм их вертикального перемещения.
Конструкция предлагаемой печи представлена на чертеже.
Печь состоит из металлического кожуха 1, футерованного огнеупорным материалом 2. Подина 3 выполнена из электропроводного материала и подключена посредством металлических стержней 4 к одному из полюсов источника тока. В печь введен подвижный нерасходуемый электрод 5. Внутренняя часть футеровки выполнена из электропроводного графитосодержащего материала 6 и представляет собой тигель, внутрь которого помещен с зазором 8 к основному дополнительный тигель 7, выполненный также из электропроводного и шлакоустойчивого материала и имеющий в нижней части у подины каналы 9. Зазор выполнен сужающимся книзу и расширяющимся кверху для обеспечения извлечения полученного цилиндра из печи.
Для полного выпуска из печи металла и шлака в печи имеется летка 10 и желоб 11.
Работать печь может как на жидком, так и на твердом старте. При работе на жидком старте в рабочее пространство печи заливается расплав металла и шлака, после чего подвижный электрод погружается в шлак, включается электрический ток. Под действием тока шлак приобретает высокую температуру, после чего в него начинается загрузка твердой шихты для получения расплава металла. Расплавленный металл через отверстия из дополнительного тигля заполняет и зазор между тиглями, причем через эти же отверстия в зазор в первоначальный период плавки попадает и часть шлака, изолируя металл в зазоре между тиглями от атмосферного воздуха.
Работу печи можно организовать таким образом, что сначала она будет работать на выплавку рядового чугуна с выпуском его и заливкой литейных форм, а затем за счет смены системы шлака и подбора его таким образом, чтобы из него восстанавливать необходимые элементы для микролегирования маслотного чугуна или непосредственно для выплавки чугуна. И в том, и в другом случаях в конце плавки при закрытой выпускной летке из печи извлекается подвижный электрод, в расплавленный металл, находящийся в зазоре между тиглями, устанавливают и оставляют до полного затвердевания скобы, с помощью которых затем и происходит извлечение цилиндра (маслоты) из печи. Затем процесс плавки можно возобновить, расплавляя оставшийся в центральной части печи металл и выпуская его на заливку или для получения маслот.
Предлагаемая печь проста в обслуживании и наряду с выплавкой чугуна для заливки литейных форм позволяет получать непосредственно в печи микролегированный чугун (маслоты) для последующего изготовления из него поршневых колец, что даст определенный экономический эффект, так как не требует дополнительного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения чугуна | 1990 |
|
SU1740469A1 |
| СПОСОБ ПЛАВКИ ЧУГУНА В ВАГРАНКЕ | 1995 |
|
RU2092569C1 |
| СПОСОБ ПЛАВКИ ЧУГУНА | 1996 |
|
RU2109235C1 |
| ШАХТНО-ВАННАЯ ПЕЧЬ ДЛЯ ПЛАВКИ ЦВЕТНЫХ СПЛАВОВ | 1996 |
|
RU2106587C1 |
| ИНДУКЦИОННАЯ ПЕЧЬ | 1994 |
|
RU2092761C1 |
| ПОДИНА ВАГРАНКИ | 2003 |
|
RU2238494C1 |
| ЛИГАТУРА ДЛЯ ПОЛУЧЕНИЯ НИЗКОЛЕГИРОВАННЫХ ЧУЧУНОВ | 1994 |
|
RU2100469C1 |
| ПОДИНА ВАГРАНКИ | 2001 |
|
RU2194230C1 |
| СПОСОБ ОБРАБОТКИ ЧУГУНА | 1994 |
|
RU2084539C1 |
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1968 |
|
SU206607A1 |
Использование: в металлургии, конкретнее в литейном производстве при плавке железоуглеродистых сплавов. Сущность изобретения: электрошлаковая печь содержит корпус с токопроводящей футеровкой, установленный с возможностью перемещения нерасходуемый электрод. Внутри корпуса печи с зазором установлен выполненный из токопроводящего материала дополнительный тигель в нижней части стенок которого выполнены сквозные каналы. Печь также имеет скобы, выполненные с возможностью их размещения при помощи механизма вертикального перемещения в зазоре между корпусом печи и стенкой дополнительного тигля в расплавленном металле. 1 ил.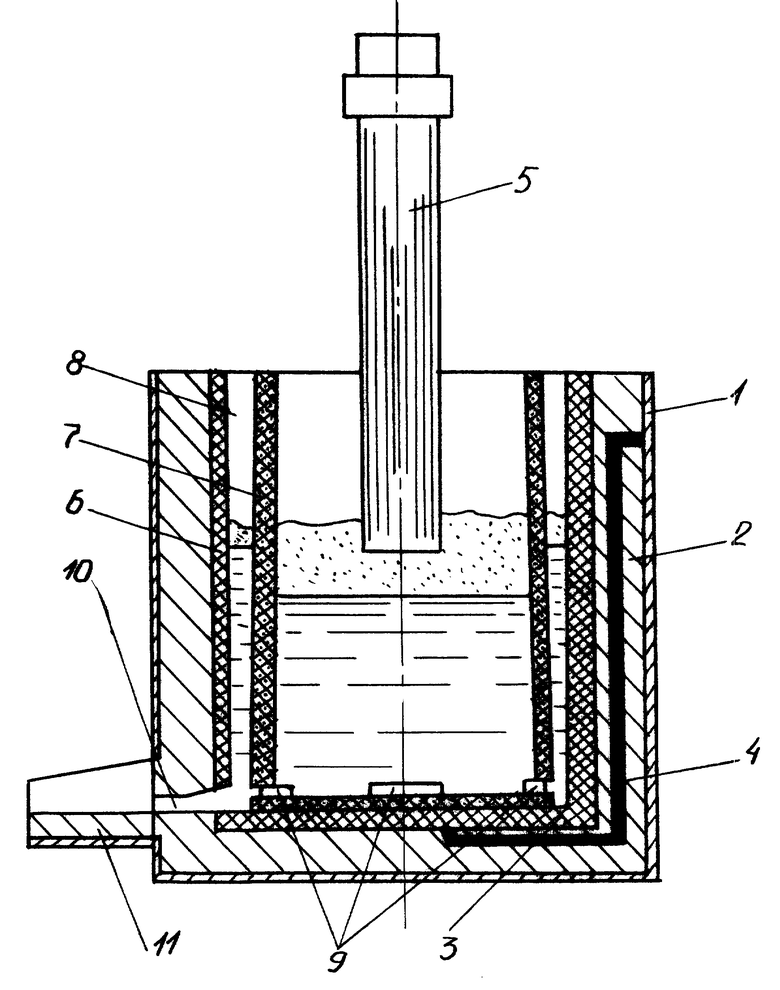
Электрошлаковая печь, содержащая корпус с токопроводящей футеровкой, леткой и желобом для выпуска металла, установленный в печи с возможностью перемещения нерасходуемый электрод, отличающаяся тем, что она снабжена выполненным из токопроводящего материала дополнительным тиглем, установленным с зазором внутри корпуса печи, при этом в нижней части стенок дополнительного тигля выполнены сквозные каналы, скобами, выполненными с возможностью их размещения в зазоре между корпусом печи и стенкой дополнительного тигля в расплавленном металле, и механизмом их вертикального перемещения.
| Прогрессивная технология литейного производства | |||
| - Горький, 1969, с.249-252 | |||
| Электрошлаковая печь для обработки чугуна | 1973 |
|
SU462506A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
