Изобретение относится к технологии производства брикетов, а именно к устройствам для сушки брикетов, и может быть использовано преимущественно для сушки угольных топливных брикетов с низкой сырой прочностью, в том числе перфорированных, однослойных и двуслойных, формуемых на многосекционных роторных прессах.
Известно устройство для сушки сыпучих грузов (прототип), включающее сушильную камеру с нагревательными элементами, загрузочное и разгрузочное приспособления, последовательно установленные в вертикальной плоскости со встречным направлением движения замкнутые на приводных и ведомых барабанах бесконечные ленты, опорные ролики для лент, перегрузочные приспособления в виде желобов для передачи груза с одной ленты на другую, приводы бесконечных лент.
Недостатками известного устройства являются: возможность разрушения сырых брикетов при их гравитационной перегрузке с одной ленты на другую из-за малой сырой прочности брикетов и большого числа перегрузочных операций; большие габариты устройства при увеличенном времени сушки брикетов при низкотемпературном режиме (до 110oC), что требует увеличения длины сушильного тракта; затруднения в синхронизации движения числа лент; наличие индивидуальных приводов на каждой ленте.
Целью изобретения является повышение надежности и сокращение габаритов при низкотемпературном режиме сушки брикетов с низкой сырой прочностью.
Изобретение характеризуется тем, что верхние ветви всех лент расположены в одной горизонтальной плоскости и примыкают друг к другу своими боковыми кромками с минимальными продольными зазорами, при этом все ленты объединены по длине в две группы, а приводные и обводные барабаны лент каждой группы, располагаясь ступенчато по ширине сушильной камеры, закреплены на общих осях, причем обе оси лент меньшей длины размещены внутри контуров лент большей длины, загрузочное приспособление выполнено в виде приемной ленты, замкнутой на приводном и ведомом барабанах с возможностью многорядной подачи на ленту сырых брикетов, и ступенчато размещенных друг за другом и с постепенным перекрытием всей ширины приемной ленты плужковых сбрасывателей с возможностью их взаимодействия с сырыми брикетами каждого ряда и их сдвижки в поперечном относительно приемной ленты направлении на примыкающую к ней с минимальным зазором первую из бесконечных лент, длина которой принята больше других лент на величину фронта разгрузки приемной ленты, перегрузочные приспособления выполнены в виде плужковых сбрасывателей. Кроме того, оси приводных барабанов бесконечных лент кинематически связаны зубчатой парой при передаточном отношении, равном единице. Кроме того, ось ведомых барабанов лент большей длины выполнена заодно с осью ведомого барабана приемной ленты, который на этой оси установлен с возможностью вращения. Кроме того, ось ведомого барабана первой ленты, примыкающей к приемной ленте, размещена внутри контура последней и кинематически связана гибкой передачей с приводным барабаном приемной ленты. Кроме того, опорные ролики верхней и нижней ветвей бесконечных лент свободно установлены на осях с возможностью независимого вращения, при этом верхние ролики, через один в поперечном направлении к продольным осям лент, снабжены ребордами с возможностью их свободного взаимодействия с кромками смежных лент. Кроме того, приводные и ведомые барабаны всех лент снабжены ребордами. Кроме того, опорные ролики выполнены ступенчатыми с возможностью их примыкания друг к другу со стороны ступени меньшего диаметра.
На фиг. 1 показан предлагаемый агрегат, план; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1; на фиг. 4 разрез В-В на фиг. 1.
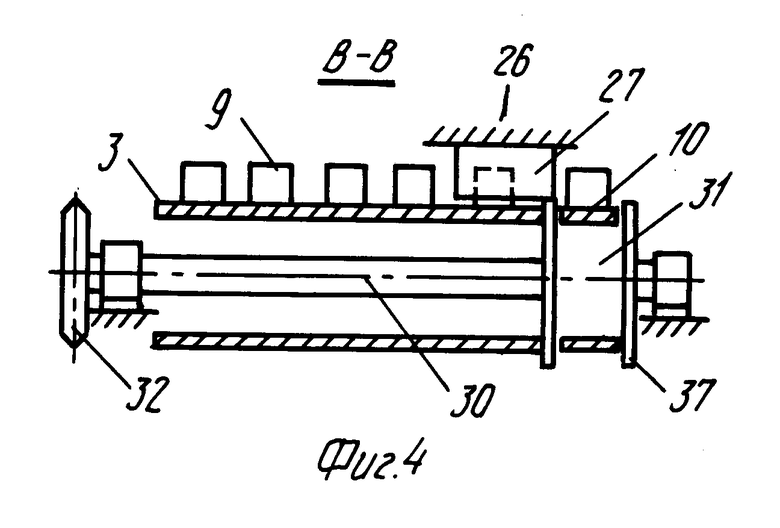
Агрегат для сушки брикетов состоит из приемного и сушильных конвейеров. Приемный конвейер выполнен из бесконечно замкнутой в вертикальной плоскости на приводном 1 и ведомом 2 барабанах стальной ленты 3. Приводной барабан 1, установленный в хвостовой части конвейера, закреплен на оси 4, установленной в подшипниках 5, а ведомый барабан 2, размещенный в головной части конвейера, установлен на оси 6 с возможностью вращения относительно этой оси. Ось 6 опирается на подшипники 7 и 8. Хвостовая часть приемного конвейера размещена под многосекционным роторным прессом (не показан) с возможностью разгрузки на ленту 3 формуемых в роторном прессе сырых брикетов 9. При этом брикеты 9 на ленте 3 размещаются своими торцевыми кромками и располагаются в несколько рядов по ширине ленты 3.
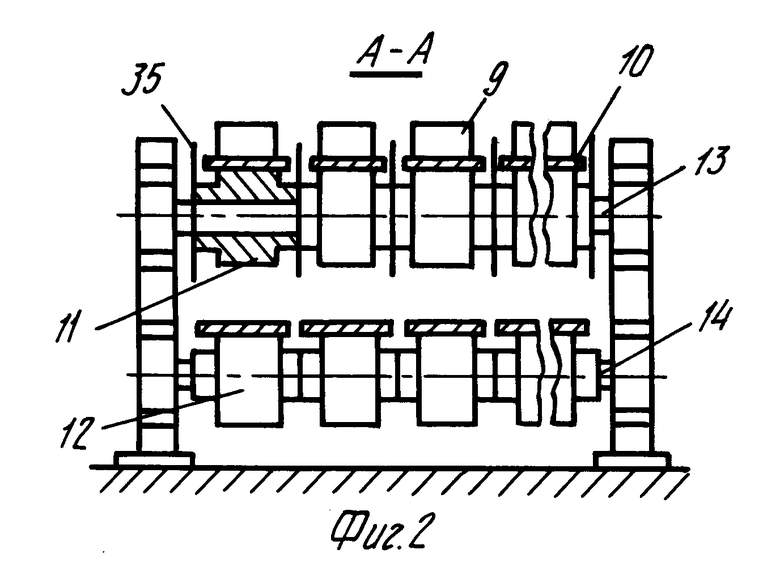
Сушильные конвейеры выполнены в виде примыкающих друг к другу с минимальными продольными зазорами (не более 3.5 мм) бесконечно замкнутых на барабанах в вертикальной плоскости узких стальных лент 10, верхние ветви которых размещены в одной горизонтальной плоскости. В пролетах между барабанами каждая из лент 10 опирается на верхние 11 и нижние 12 опорные ролики, установленные соответственно на общих осях 13 и 14 с возможностью независимого вращения каждого из роликов на этих осях.
Средняя часть лент 10 размещена в сушильной камере 15 с нагревательными элементами 16, которые могут быть установлены как на стенках сушильной камеры, так и непосредственно в зоне установки лент 10. Головная и хвостовая части лент 10 размещены за пределами сушильной камеры.
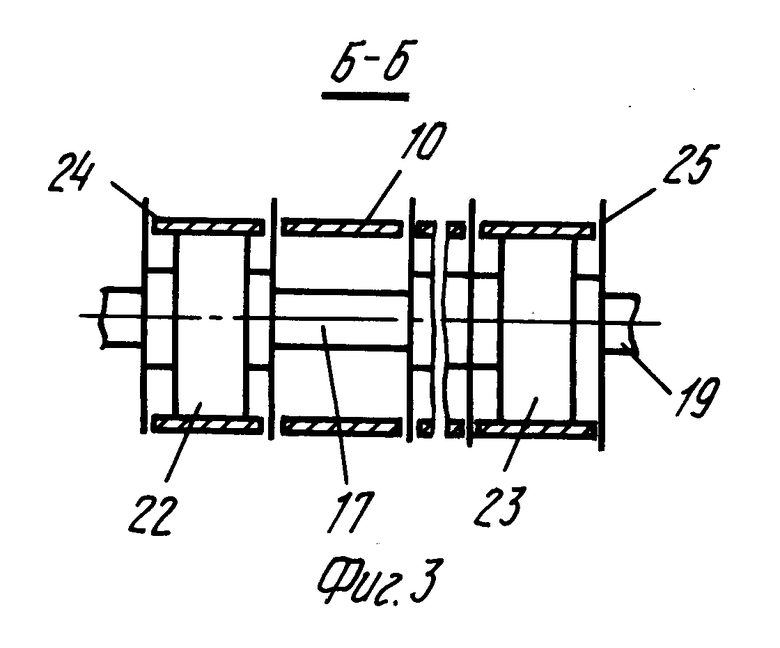
Все ленты 10, за исключением первой, примыкающей к ленте 3 приемного конвейера, объединены в две группы разной длины, каждая из которых замкнута на свою пару осей. Группа лент 10 большей длины замкнута на осях 6 и 17, а меньшей длины на осях 18 и 19, которые размещены внутри контуров лент 10 большей блины. Оси 17 и 19 кинематически связаны между собой зубчатой парой 20 с передаточным отношением, равным единице, и с приводом 21 с возможностью передачи от его движущего усилия лентам 10 через приводные барабаны 22, закрепленные на оси 17, и через приводные барабаны 23, закрепленные на оси 19. Барабаны 22 и 23 оснащены тонкими ребордами 24 и 25, размещенными как со стороны наружных кромок лент 10, так и в зазорах между ними с обеспечением возможного вращения барабанов 22 и 23.
Первая лента 10, примыкающая к ленте 3 приемного конвейера, имеет максимальную длину за счет продления хвостовой ее части с перекрытием участка ленты 3 приемного конвейера (в плане).
На раме 26 приемного конвейера закреплены сбрасывающие плужки 27, ступенчато размещенные по ходу движения 28 ленты 3 с постепенным перекрытием всей ширины ленты 3 и с возможностью взаимодействия плужков 27 с находящимися на ленте 3 сырыми брикетами 9 и их сдвижки на ленту 10, примыкающую к ленте 3.
при этом ось 6 барабана 2 является общей для ведомых барабанов 29 группы лент 10 большей длины, а ось 30 ведомого барабана 31 ленты 10, примыкающей к ленте 3, размещена между верхней и нижней ветвями ленты 3, т.е. внутри контура ленты 3, и кинематически посредством гибкой передачи 32 связана с валом 4 барабана 1 ленты 3.
Таким образом, все ленты 10 объединены в две группы разной длины, расположены ступенчато друг относительно друга по ширине сушильной камеры 15.
Все ленты 10, кроме последней, оснащены сбрасывающими плужками 33 с возможностью их взаимодействия с брикетами 9 и их сдвижки на последующую ленту 10 в пределах сушильной камеры 15. Последняя лента оснащена разгрузочным лотком 34.
Верхние опорные ролики 11, на которые опираются верхние ветви лент 10, через один в поперечном направлении к продольным осям лент 10 оснащены ребордами 35. Верхние 11 и нижние 12 опорные ролики выполнены ступенчатыми, с возможностью их примыкания друг к другу со стороны ступени меньшего диаметра. Такими же роликами (не показаны) оснащена и лента 3 приемного конвейера. Ее барабан 1 также может иметь реборды 36. Ребордами 37 оснащен также ведомый барабан 31.
Направления движения лент 10 поз. 38.
Агрегат для сушки брикетов действует следующим образом. При включении привода 21 крутящий момент от него передается на ось 17 и приводные барабаны 22, а через зубчатую пару 20 на ось 19 и приводные барабаны 23. При этом оси 17, 19 и приводные барабаны 22 и 23 вращаются в противоположные стороны, передавая движущие усилия лентам 10 в соответствующих направлениях 37.
От примыкающей к приемному конвейеру движущейся ленты 10 окружное усилие передается ведомому барабану 31, а от него через ось 30 гибкой передаче 32. Гибкая передача 32 передает крутящий момент барабану 1, который обеспечивает поступательное движение ленты 3 в направлении 28. При этом барабан 2, будучи свободно установлен на оси 6, вращается с угловой скоростью, задаваемой лентой 3, тогда как ведомые барабаны 29, закрепленные на оси 6, вращаются вместе с ней с угловой скоростью, задаваемой линейной скоростью движения лент 10.
Реборды 36 на барабане 1, реборды 24, 25, 37 на приводных и ведомых барабанах 22, 23, 29 и 31 и реборды 35 на опорных роликах 11 удерживают ленту 3 и ленты 10 от поперечного смещения и трения друг о друга.
При работе многосекционного роторного пресса формуемые в нем сырые брикеты 9 разгружаются на ленту 3, располагаясь на ней в несколько рядов, число которых равно числу секций роторного пресса. При набегании брикетов 9 на неподвижные плужки 27 они сдвигаются или в поперечном направлении относительно ленты 3 и перегружаются на примыкающую к ленте 3 ленту 10, которая перемещает брикеты 9 в сушильную камеру 15 с включенными нагревательными элементами 16. Доходя до плужка 33 в конце сушильной камеры 15, каждый брикет 9 перегружается на смежную ленту 10, движущуюся в противоположном направлении. После дохода брикета 9 до противоположного конца камеры 16 очередным плужком 33 брикет 9 сдвигается на следующую ленту 10, которая движется в обратном направлении и т. д. При челноковом движении брикетов 9 внутри камеры 15 с последовательной перегрузкой брикетов с одной ленты 10 на другую брикеты 9 высушиваются и с последней ленты 10 перегружаются на разгрузочный лоток 34, с которого поступают в контейнеры, другие транспортные средства или на упаковку, в зависимости от принятой технологии производства.
Отличительные признаки агрегата: размещение верхних ветвей лент в одной горизонтальной плоскости, взаимное ступенчатое расположение лент по ширине сушильной камеры, примыкание лент друг к другу и к приемной ленте с минимальными продольными зазорами, в которых размещены реборды опорных роликов и барабанов, кинематическая связь всех лент между собой с приводом от одного электродвигателя позволяют повысить надежность и сократить габариты агрегата для сушки брикетов при низкотемпературном и длительном режиме сушки брикетов с низкой сырой прочностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ | 1992 |
|
RU2042523C1 |
| ПРОМЕЖУТОЧНЫЙ ПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА | 1993 |
|
RU2069161C1 |
| МНОГОПРИВОДНОЙ ПЛАСТИНЧАТЫЙ КОНВЕЙЕР | 1992 |
|
RU2042590C1 |
| ПРОМЕЖУТОЧНЫЙ ПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА | 1992 |
|
RU2043282C1 |
| КОНВЕЙЕР ЛЕНТОЧНЫЙ | 2004 |
|
RU2269465C1 |
| НАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1997 |
|
RU2130888C1 |
| ПРИВОДНОЙ ВАКУУМ-БАРАБАН ЛЕНТОЧНОГО КОНВЕЙЕРА | 1991 |
|
RU2012524C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ ТОПЛИВНЫХ БРИКЕТОВ | 1992 |
|
RU2039004C1 |
| РОТОРНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПЕРФОРИРОВАННЫХ БРИКЕТОВ | 1991 |
|
RU2013209C1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 2000 |
|
RU2168451C1 |
Использование: для сушки топливных угольных брикетов, формуемых на роторных многосекционных прессах. Сущность: верхние ветви лент сушильных конвейеров размещены в одной горизонтальной плоскости, ленты ступенчато расположены друг относительно друга в пределах сушильной камеры по ее ширине, примыкание лент друг к другу осуществлено с минимальными продольными зазорами, в которых размещены реборды опорных роликов для лент и барабанов, приводных и ведомых, кинематическая связь всех лент между собой осуществлена от одного электродвигателя. 6 з.п. ф-лы, 4 ил.
| БСЭ, т | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
