Изобретение относится к области металлургии, в частности к горячему цинкованию, конкретно к способам и устройствам для удаления излишков цинка при горячем цинковании труб с их внутренней поверхности.
Известен способ удаления лишнего слоя цинка с внутренней поверхности трубы при горячем цинковании, включающий следующие операции: извлечение трубы из ванны с расплавом цинка под углом к горизонту, перемещение трубы в поперечном направлении, введение внутрь трубы штанги инструмента для продувки газообразным составом, подачу под давлением газообразного состава и выведение штанги из трубы [1]
Этот способ является наиболее близким к изобретению. Наиболее близким устройством к предложенному является устройство для удаления излишков цинка при горячем цинковании, состоящее из полой штанги с форсункой на конце, через которую труба продувается сжатым воздухом, механизма перемещения штанги и сопла для продувки труб, установленное соосно с форсункой [2]
К недостаткам способа и устройства можно отнести то, что не удается удалить достаточное количество цинка и, кроме того, продувную штангу невозможно применить для труб малого диаметра, например 15 мм.
Задачей изобретения является удаление лишнего слоя с внутренней поверхности труб, включая трубы малого диаметра.
Предложенный способ удаления лишнего слоя цинка с внутренней стороны трубы при горячем цинковании включает следующие операции: извлечение трубы из ванны с расплавом цинка под углом к горизонту, перемещение трубы в поперечном направлении, введение внутрь трубы штанги инструмента для продувки газообразным составом, подачу под давлением газообразного состава и выведение штанги из трубы, и отличается тем, что газообразный состав подают между штангой и внутренней поверхностью трубы, а температуру трубы поддерживают на всем ее протяжении выше температуры плавления цинка.
Предложенное устройство для удаления лишнего слоя цинка с внутренней поверхности трубы при горячем цинковании состоит из штанги, сопла и механизма передвижения штанги и отличается тем, что устройство снабжено направляющей штанги, выполненной в виде трубы с прорезью и раструбами для фиксации трубы по торцам, в качестве механизма передвижения штанги содержит привод, соединенный с одним концом штанги и выполненный в виде троса с блоками и приводным барабаном, насаженным на конец быстроходного вала редуктора, тихоходный вал которого имеет другой привод, при этом второй конец штанги выполнен в виде иглы и имеет, повторяющую форму внутренней поверхности трубы, а сопло образовано насадкой и внутренней поверхностью трубы.
Тихоходный вал редуктора может быть снабжен пневматическим приводом.
Изобретение осуществляется следующим образом.
Трубы с условным проходом 15-50 мм к агрегату горячего цинкования поступают со стана непрерывной печной сварки труб. С помощью шнеков трубы опускают в ванну для цинкавания при температуре выше точки плавления цинка. Когда труба достигнет последних витков шнеков, ее передний конец захватом поднимают к магнитному рольгангу, выдающему ее на наклонный отводящий рольганг, по которому трубу перемещают в поперечном направлении на позицию устройства для удаления цинка. В трубу вводят иглу и одновременно подают в полость между передним раструбом и иглой газообразный состав, например воздух под давлением от 0 до 4 атмосфер. При этом на всем протяжении трубы температуру поддерживают выше точки плавления цинка.
На фиг. 1 изображено устройство для удаления лишнего слоя цинка с внутренней поверхности трубы при горячем цинковании. На фиг. 2 в поперечном разрезе изображена штанга с направляющей.
Устройство содержит штангу-иглу 1, один конец которой снабжен насадкой 2, а второй конец соединен с приводом. При этом площадь сечения иглы меньше площади сечения насадки. Привод иглы выполнен в виде троса 3. соединенного с блоками 4 и барабаном 5, установленным на быстроходном валу 6 редуктора, тихоходный вал 7 которого снабжен приводом 8, например пневматическим. Направляющая 9 иглы выполнена в виде трубы с узкой прорезью, по которой перемещается элемент 10, соединяющей иглу с тросом 3. В направляющей 9 расположен раструб 11, который посредством пружины 12 прижимается к трубе. На направляющей 9 иглы 1 закреплена ось 13 поворота двуплечного рычага 14, один конец которого соединен с раструбом 11, а второй конец посредством тяги 15 с другим раструбом 16, который одновременно служит для сбора снимаемого цинка и очистки газообразного состава.
Устройство работает следующим образом.
Игла 1 находится в крайнем выдвинутом из трубы положении. Подают воздух в цилиндры 8 привода и одновременно в полость между раструбом 11 и иглой 1. Давление воздуха устанавливают в зависимости от условного прохода оцинкованной трубы.
При трогании с места иглы 1 происходит разжим пружины 12 и раструб 11 перемещается в направлении к торцу трубы, при этом рычаг 14 воздействует на тягу 15, в результате чего раструб 16 поджимает трубу с другого торца. Игла 1 с насадкой 2 перемещается внутри трубы, при этом воздух проходит через щель между насадкой 2 и внутренней поверхностью трубы как через сопло, снимая лишний слой цинка.
Давление воздуха регулируют в зависимости от допуска на размер диаметра трубы и заданной толщины покрытия.
Контроль за толщиной цинкового покрытия осуществляют известными методами, включающими весовой, при котором сравнивают вес трубы после удаления лишнего слоя цинка с весом трубы до ее обработки.
После прохода иглы вдоль длины трубы и достижении ее крайнего переднего положения пневматические цилиндры 8 переключают на обратный ход и иглу выводят из трубы. В конце хода насадка 2 воздействует на раструб 11, который смещается от торца трубы, при этом пружина 12 сжимается, рычаг 14 и тяга 15 поворачивается и раструб 16 отводится от торца трубы.
Отработанная труба поступает на отводящий рольганг и транспортируется к холодильнику, а очередная труба поступает для обработки, и цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2004 |
|
RU2298460C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2001 |
|
RU2207940C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ТРУБ | 1999 |
|
RU2146578C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ТРУБ | 1997 |
|
RU2130363C1 |
| СПОСОБ РЕЗКИ ДВИЖУЩИХСЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2147494C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ИЗБЫТКА РАСПЛАВЛЕННОГО ПОКРЫТИЯ | 2009 |
|
RU2406781C2 |
| Устройство для горячего цинкования круглого проката | 1978 |
|
SU711162A1 |
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ СМЕСИ | 1992 |
|
RU2036798C1 |
| РЕАКТИВНО-ПОРШНЕВОЙ ДВИГАТЕЛЬ | 1994 |
|
RU2094630C1 |
| Устройство для образования скважин в грунте | 1980 |
|
SU985205A2 |
Изобретение относится к области металлургии, в частности к горячему цинкованию, конкретно - к способам и устройствам для удаления излишков цинка при горячем цинковании тру с их внутренней поверхности. Способ предусматривает следующие операции: извлечение трубы из ванны с расплавом цинка под углом к горизонту, перемещение трубы в поперечном направлении, введение внутрь трубы штанги инструмента для продувки газообразным составом, подачу под давлением газообразного состава между штангой и внутренней поверхностью трубы и выведение штанги из трубы, при этом температуру трубы поддерживают на всем ее протяжении выше температуры плавления цинка. Устройство состоит из штанги, сопла и механизма передвижения штанги, представляющего собой привод, соединенный с одним концом штанги и выполненный в виде троса с блоками и приводным барабаном, насаженным на конец быстроходного вала редуктора, тихоходный вал которого имеет другой привод, а второй конец штанги выполнен в виде иглы и имеет насадку, повторяющую форму внутренней поверхности трубы, и сопло образовано насадкой и внутренней поверхностью трубы, при этом устройство снабжено направляющей штанги, выполненной в виде трубы с прорезью и раструбами для фиксации трубы по торцам. 2 с. и 1 з.п. ф-лы, 2 ил.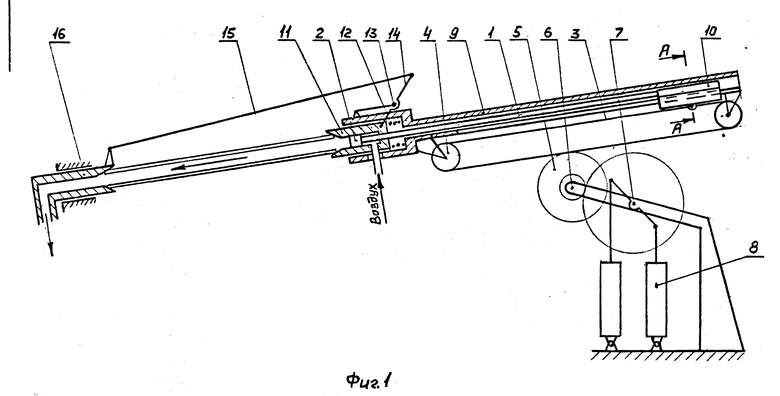
| Металлургическое оборудование, N 1-74-29 | |||
| - М.: НИИинформтяжмаш, 1974, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПРОДУВКИ ОЦИНКОВАННЫХ ТРУБ | 0 |
|
SU393371A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
