Изобретение относится к области металлургии и может быть использовано при литье крупногабаритных монокристаллических лопаток газотурбинных установок различного назначения.
Известны способы получения монокристаллических отливок, включающие нагрев керамической формы, заполнение формы расплавом и направленную кристаллизацию отливки путем опускания формы с расплавом из зоны нагрева в зону охлаждения, в том числе в жидкометаллический охладитель [1] Недостатком всех перечисленных аналогов является невозможность получения крупногабаритных лопаток с монокристаллической структурой.
Наиболее близким по технической сущности к заявляемому является изобретение [2] принятое за прототип. Согласно прототипу способ получения крупногабаритных лопаток включает нагрев оболочковой формы на подвеске расплавление жаропрочного сплава в индукторе, заливку его в форму и направленную кристаллизацию путем погружения формы с расплавом из зоны нагрева в охладитель. Свободно плавающая в охладителе форма опускается под действием дозируемой заливки. Скорость погружения формы регулируется специальной следящей системой. Направленная кристаллизация отливки при этом начинается одновременно с началом заливки жаропрочного сплава, а заканчивается одновременно с ее окончанием. Известный способ предназначен для повышения эффективности процесса направленной кристаллизации при изготовлении отливок лопаток. Недостатком прототипа помимо очевидной сложности (нагревательный элемент погружается в жидкометаллический охладитель, система многократного перелива охладителя, свободно плавающая в охладителе форма) является и то, что способ не позволяет получать монокристаллические лопатки из-за невозможности нагреть донную часть, плавающей в охладителе формы до температуры, исключающей появление кристаллических зародышей при заливке жаропрочного сплава.
Технической задачей данного изобретения является получение монокристаллических крупногабаритных (>300 мм) лопаток ГТУ, повышение надежности работы керамической формы и литейного оборудования в целом.
Поставленная задача достигается тем, что способ получения отливок направленной кристаллизацией включает нагрев оболочковой формы до заданной температуры, расплавление и заливку жаропрочного сплава и последующую направленную кристаллизацию лопатки. Причем процесс направленной кристаллизации начинают после заливки 20-30% расплава жаропрочного сплава в форму с затравкой, нагретой до температуры превышающей TL жаропрочного сплава, а дальнейшее заполнение формы расплавом осуществляют одновременно с направленной кристаллизацией через заливочную воронку так, чтобы над фронтом кристаллизации обеспечивался требуемый уровень расплава. Зона нагрева и охлаждения разделены раздвигающимся в горизонтальной плоскости экраном, который перемещается с изменением геометрического профиля формы отливки. Оболочковая форма размещена в специальной подвеске, в которой располагают горизонтальные опорные балки или прутки, плотно облегающие керамическую оболочку. Прутки выполнены из молибдена, графита или композиционного материала на основе графита.
Начало кристаллизации после заливки 20-30% расплава позволяет создать условия разогрева затравки и формы до нужной температуры, обеспечить передачу ориентации от затравки в стартовое устройство, стабилизировать фронт кристаллизации. Уменьшение объема заливки расплава до начала кристаллизации ниже указанного предела приводит к образованию паразитных зерен. Дальнейшая кристаллизация происходит одновременно с дозированной заливкой расплава со скоростью, обеспечивающей прогрессивное повышение уровня расплава над фронтом кристаллизации, так чтобы к окончанию заливки высота затвердевшей части была бы > 1/2 всей высоты отливки. Смысл этой операции заключается в значительном снижении механической нагрузки на керамическую форму.
Другим элементом, повышающим работоспособность керамики является специальная система подвески, в которую устанавливают форму до начала процесса. Система подвески состоит из горизонтальных балок, плотно облегающих керамическую оболочку через каждые 1/4 высоты лопатки и воспринимающих гидростатическое давление расплава. Опорные балки изготавливают из молибдена, графита или композиционного материала.
Сущность изобретения поясняется чертежом, на котором представлено схематичное изображение керамической оболочковой формы лопатки замком вверх в подвеске.
Вначале оболочковая форма (1) подвешивается на двух верхних горизонтальных опорных балках (2), установленных в окнах верхних графитовых вставок (3).
Затем устанавливают следующую пару горизонтальных балок. Плотно прижимают их к боковым поверхностям формы и расклинивают в окнах графитовыми клиньями, обеспечивая их неподвижность. Количество таких, разгружающих форму балок зависит от размера хорды отливки и ее высоты. Рекомендуется при ширине отливки <200 мм горизонтальные балки устанавливать через 100+50 мм.
После установки всех горизонтальных балок в форму устанавливают заливочную воронку. Чтобы не было разбрызгивания расплава при его заливке в форму воронка имеет удлиненную сливную часть, входящую до основания замка, если лопатка без стержня, или в специальный заливочный канал (на схеме не показан), если лопатка с керамическим стержнем.
Форму подогревают до заданной температуры, расплавляют в индукторе жаропрочный сплав, заливают через воронку с профилированным отверстием 4- 8 кг (20-30% ) расплава и начинают процесс направленной кристаллизации. Для получения плотной качественной отливки уровень расплава над фронтом кристаллизации находится в пределах 30-70 мм. Разделение зоны нагрева и охлаждения в процессе направленной кристаллизации обеспечивается раздвигающимся в горизонтальной плоскости экраном (4) по программе в полном соответствии с изменением геометрического профиля формы отливки и скорости ее опускания. Экран может быть выполнен из графитированного войлока.
После окончания заливки форму с расплавом продолжают опускать до полного погружения в зону охлаждения.
Пример 1. Предлагаемый способ осуществлялся на установке типа УВНК-8П следующим образом.
Оболочковую форму крупногабаритной (H 400 мм, хорда пера 180 мм, ширина замка 200 мм) лопатки, толщиной 8-10 мм, изготовленную для кристаллизации замком вверх, с установленной в стартовом устройстве монокристаллической затравкой размещали внутри специальной подвески, как показано на чертеже. Система подвески состоит из 2-х вертикальных молибденовых тяг, состоящих из прутков ⊘ 20 мм, соединенных между собой графитовыми вставками с двумя окнами, размер между которыми равен толщине оболочковой формы изделия.
Во избежание деформации формы под собственным весом и гидростатическим давлением расплава нагрузка передается на горизонтальные элементы подвески, которые плотно облегают форму по периметру, эффективно препятствуют ее деформации. Горизонтальные опорные балки изготовлены из молибдена с поперечным сечением размером 10 х 20 мм.
Сливную воронку с калиброванным отверстием располагали внутри полости формы так, чтобы сливное отверстие располагалось на отметке 200 мм от верхнего среза формы.
Жаропрочный коррозионностойкий сплав типа ЖСКС плавили в индукционной печи с емкостью тигля 20-25 кг. После разогрева формы до температуры на 80-100oC превышающей TL сплава, доводили температуру металла в тигле до 1560 +20oС и заливали его через воронку в форму. После заливки 4-5 кг(20%) сплава в форму, начинали процесс направленной кристаллизации путем опускания формы из зоны нагрева в зону охлаждения, продолжая при этом заливку расплава из индуктора в форму.
К моменту окончания заливки форма опустилась из зоны нагрева в зону охлаждения на половину своей высоты. Форму с расплавом продолжали опускать до полного погружения ее в зону охлаждения. После окончания процесса кристаллизации извлекали из установки, закристаллизовавшуюся отливку освобождали от подвески и керамики и выявляли ее макроструктуру. Использование затравки в стартовом конусе, системы кристалловодов и предложенные режимы процесса направленной кристаллизации обеспечили получение отливки с плотной монокристаллической структурой требуемой ориентации по всей ее высоте.
Пример 2. В отличие от примера 1 лопатку кристаллизовали замком вниз. Горизонтальные опорные балки были изготовлены из прессованного графита. Направленную кристаллизацию отливки в этом случае начинали после заливки 30% (7-7,5кг) сплава типа Же. Способ дозированной заливки и режимы направленной кристаллизации отливки были аналогичны примеру 1. Полученная отливка крупногабаритной лопатки имела плотную монокристаллическую структуру по всей высоте.
Применение дозированной заливки с одновременным процессом направленной кристаллизации при наличие раздвижного в горизонтальной плоскости экрана, обеспечивающего разделение зоны нагрева и охлаждения в соответствии с изменением геометрии профиля формы и специальной подвески обеспечивают повышение надежности оболочковой литейной формы и литейного оборудования, эффективности процесса направленной кристаллизации, позволяющего получать качественные отливки крупногабаритных лопаток (H > 300 мм) с монокристаллической структурой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК | 1997 |
|
RU2118230C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123909C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1997 |
|
RU2116867C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1999 |
|
RU2155651C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1999 |
|
RU2152844C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК | 1991 |
|
RU2010672C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1997 |
|
RU2117550C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛОПАТОК ТУРБИН С КОМБИНИРОВАННОЙ СТРУКТУРОЙ | 1994 |
|
RU2067916C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОХЛАЖДАЕМОЙ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ОХЛАЖДАЕМАЯ ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1995 |
|
RU2094170C1 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
Изобретение относится к области металлургии и может быть использовано при литье крупногабаритных монокристаллических лопаток газотурбинных установок различного назначения. Предлагаемый способ получения отливок направленной кристаллизацией включает нагрев оболочковой формы до заданной температуры, расплавление и заливку жаропрочного сплава и направленную кристаллизацию лопатки. Процесс направленной кристаллизации начинают после заливки 20-30% расплава жаропрочного сплава в форму с затравкой, а дальнейшее заполнение формы расплавом осуществляют одновременно с направленной кристаллизацией. Зона нагрева и охлаждения разделены раздвигающимся экраном, который перемещается с изменением геометрического профиля лопатки. Оболочковая форма размещена в специальной подвеске, которая состоит из системы вертикальных тяг и горизонтальных опорных балок. Применение дозированной заливки с одновременным процессом направленной кристаллизации при наличие раздвижного экрана и специальной подвески обеспечивают повышение надежности оболочковой литейной формы и литейного оборудования, эффективности процесса направленной кристаллизации, позволяющего получать качественные отливки крупногабаритных лопаток (H>300 мм) с монокристаллической структурой. 2 з.п.ф-лы, 1 ил.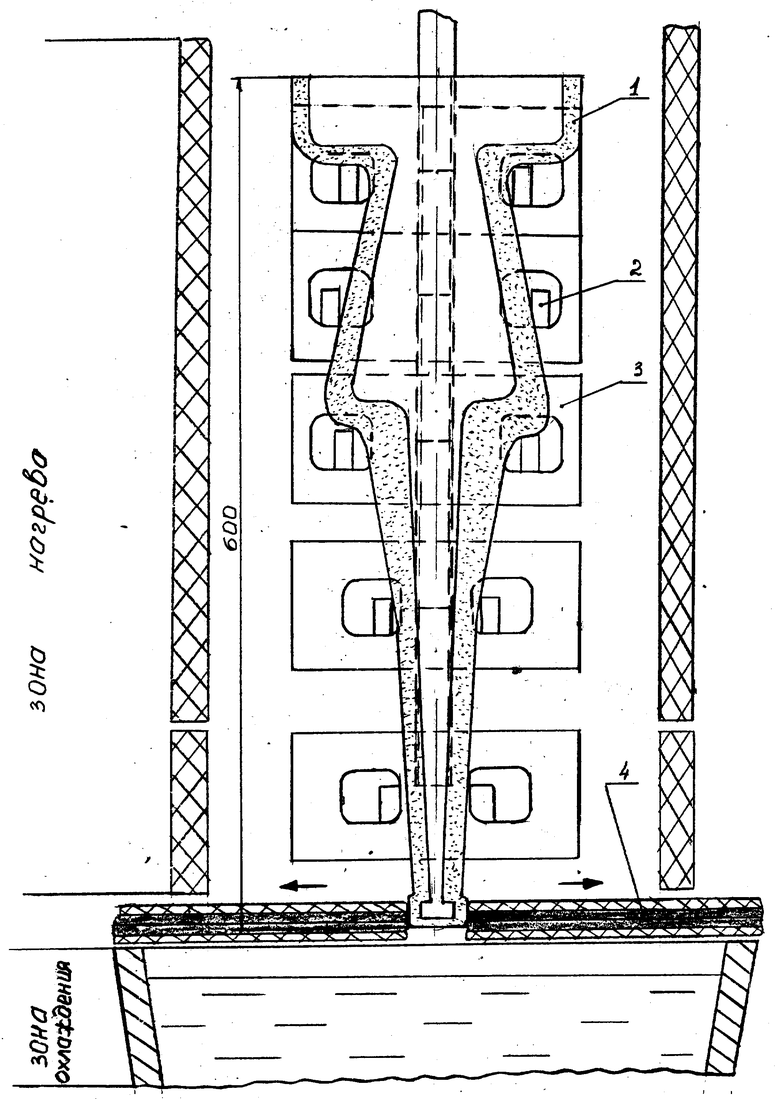
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США N 3915761, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления отливок направленным затвердеванием | 1982 |
|
SU1061926A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
