Изобретение отноеится к из1отовлению растровых мер н может быть использовано при изгото 5лении растров с радиальными итрихами фотоэ;1ектрических преобразователей перемешепий д;1я металлорежущих станков, поворотных делительных столов, измерительных ма1пип и т. н.
Известны способы гравирования резцом радиал1 пых штрихов кругового растра, при которых последнему сообп1ают прерывистое вран1,ательное движение, а резцу - возвратно-поступательное 1 .
Недостатком известных способов гравирования является невозможность получения растров с равпой угловой пириной нтрихов по всей длине.
Цель изобретения -- получение растров с равной угловой шириной П1трихов по всей длипе.
Указанпая цель достигается тем, что cor.iacHo способу гравирования резцом радпа.чьных Н1трихов кругового растра, нри котором 1 оследнему сообщают прерывистое вра:цательпое движение, а резцу - возвратно-поступательное, доиолнительно рез1;у С()оби1ают качате.чьное двпже1ше вокруг оси, перпендикулярной направлению возвратнопоступачч п ного пе)емС1цеппя, на угол, рав2hta.
сЛ arc cos (1 Б 2
|Д( в и h
максимальная нирина и высота гравируемого пггриха соответетвеппо;Ч - угол копической части н триха.
Исно.;П)30вание такого способа позволяет сравнять площади прозрашн кх и непрозрачп|,1х участков и угловую н ирнну этих участков, нри этом повьппается точпость изготовления растровых мер, а ипформациопные сигналы имеют синусоидальную форму.
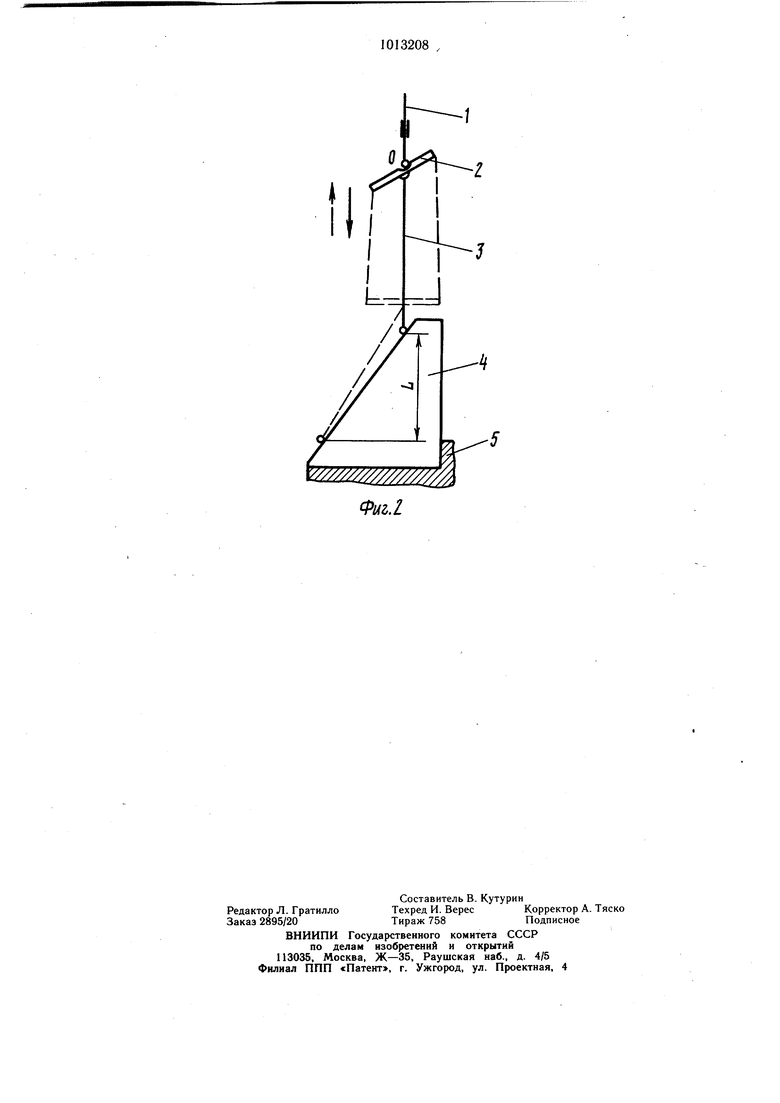
На фиг. 1 даны Геометрнческие параметры радиа.льного пприха с равпой угловой пшрпной но всей длине; на фиг. 2 - устройство, с помощью которО1ч) осун1,ествлеп способ гравировапия резном радиальпых цггрихов с равной угловой нл1риной по всей длнне.
Способ может быть осуществлен е юмощью уетройства, содержгицего резцедержатель i с резцом 2, который жестко связан с поводком 3, взаимодействующим с копиром 4, установле1 ным в основании 5.
Способ заключается в слсдуюпгем.
Из тригонометрических соотношений выражают основные параметры гравируемого
нприха
м„±-ВгЬ /S 2 - 2h
Bcosd.
где В и h - максимальная ширина и высота гравируемого штриха соответственно;
Ь - ширина штриха в узкой его части; сзС - угол, на который нужно повернуть резец.
Решая эти уравнения, получают величину заданного угла поворота резцас. arccosCl. 2btg L, В ё развороте резца на угол Л и перемещений его в радиальном направлении на величину h получается конусообразный щтрих . .с максимальной шириной, равной ширине резца, и конусностью Т. Для полного нарезания высоты штриха h требуется резцу
пройти незначительное расстояние ho, которое располагается за пределами h. Для работы растра в преобразователях круговых перемещений или в других углоизмерительных устройствах форма концов штрихов не имеет существенного значения, так как
рабочая зона отсчетных средств всегда сосредоточена в средней зоне щтриха, например при h 6 мм иЧ 40 на делительном диаметре 100 мм (такими параметрами характеризуются растры прецизионных преобразователей круговых перемещений отечественного и зарубежного производства) ,005 мм, что от общей высоты гравируемого штриха составляет менее 0,1%. Такой величиной можно пренебречь, так как обычно концевые грани штрихов не норми0 руются.
При гравировании резец 2 с шириной режущей кромки В в радиальном направлении перемещается от резцедержателя 1, одновременно поворачиваясь вокруг оси О.
5 Последнее качательное движение на заданный угол л обеспечивается в результате взаимодействия поводка 3, жестко закрепленного к резцу 2, с рабочей поверхностью копира 4, установленного неподвижно в основании 5. Угол наклона рабочей поверхности копира 4 выбирается таким, чтобы нри пере.мещении поводка 3 на расстояние L, равное h, режущая кромка резца 2 повернулась на заданный угол, т. е.р arccos (1 - tg -). Качательное движение обеспечивается при помощи копира 4, с которым взаимодействует резец 2 через поводок 3, постоянно прижимаемый к рабочей поверхности копира пружиной (не показана) нри рабочем ходе (сплошная стрелка) заданный угол (Л выбирается, при холостом
0 ходе (пунктирная стрелка) вводится.
При использовании предлагаемого способа повышается точность изготовления растровых мер.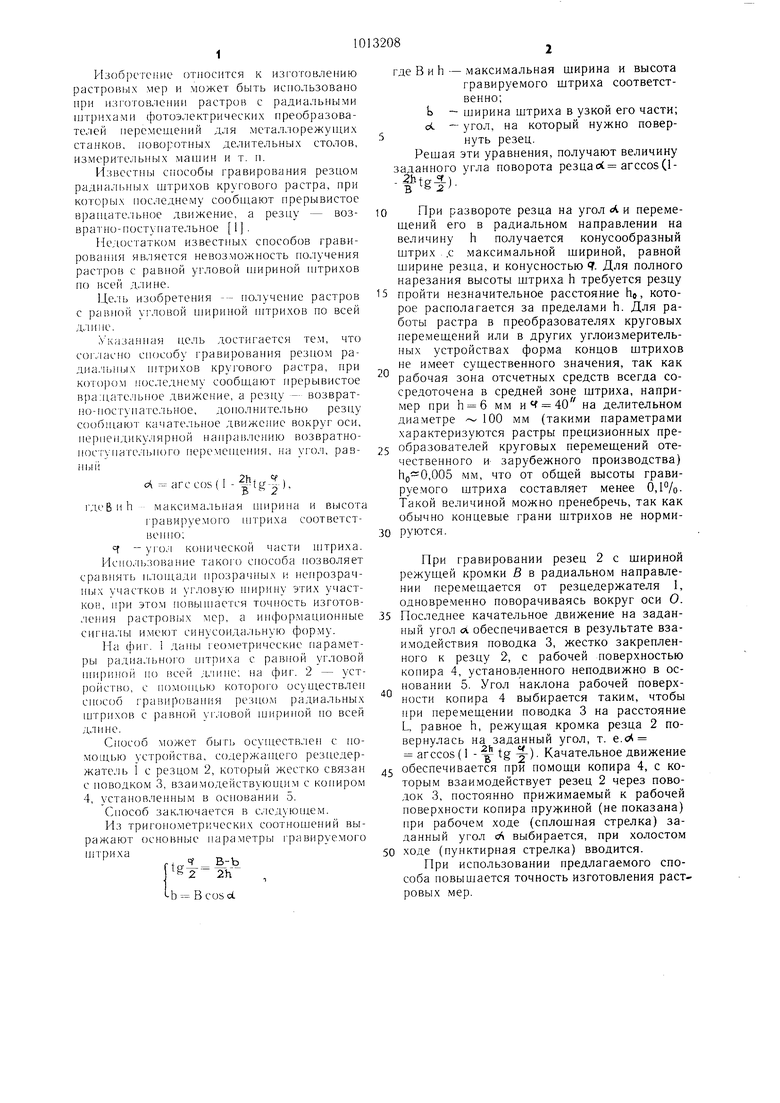
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ ЛИМБА С ТРАПЕЦЕИДАЛЬНОЙ ФОРМОЙ ШТРИХОВ И КРУГОВАЯ ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094205C1 |
| Гравировальное устройство | 1977 |
|
SU680914A1 |
| УСТРОЙСТВО ДЛЯ ГРАВИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ И КОНИЧЕСКИХ ДЕТАЛЕЙ | 1972 |
|
SU350678A1 |
| Устройство для нанесения делений на ампулы | 1978 |
|
SU743957A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ СО МНОЖЕСТВОМ ИДЕНТИЧНЫХ РИСУНКОВ | 2008 |
|
RU2487801C2 |
| Устройство для управления гравировальной машиной | 1989 |
|
SU1692865A1 |
| Устройство для гравирования | 1989 |
|
SU1743907A1 |
| Фотогравировальное устройство | 1982 |
|
SU1076306A1 |
| Фотогравировальный автомат | 1957 |
|
SU111085A1 |
| Устройство для нанесения рисокНА шКАлАХ | 1979 |
|
SU844226A1 |
СПОСОБ ГРАВИРОВАНИЯ РЕЗЦОМ РАДИАЛЬНЫХ ШТРИХОВ КРУГОВОГО РАСТРА, при котором последнему сообщают прерывистое вращательное движение, а резцу - возвратно-поступательное перемещение, отличающийся тем, что, с целью получения растров с равной угловой шириной штрихов по всей длине, резцу дополнительно сообщают качательное движение вокруг оси, перпендикулярной направлению возвратно-поступательного перемещения, на угол, равный arccos(l-ftg-). В гдеВиЬ - максимальная ширина и высота гравируемого штриха соответственно; tf -угол конической части штриха. (Л оо Ю о оо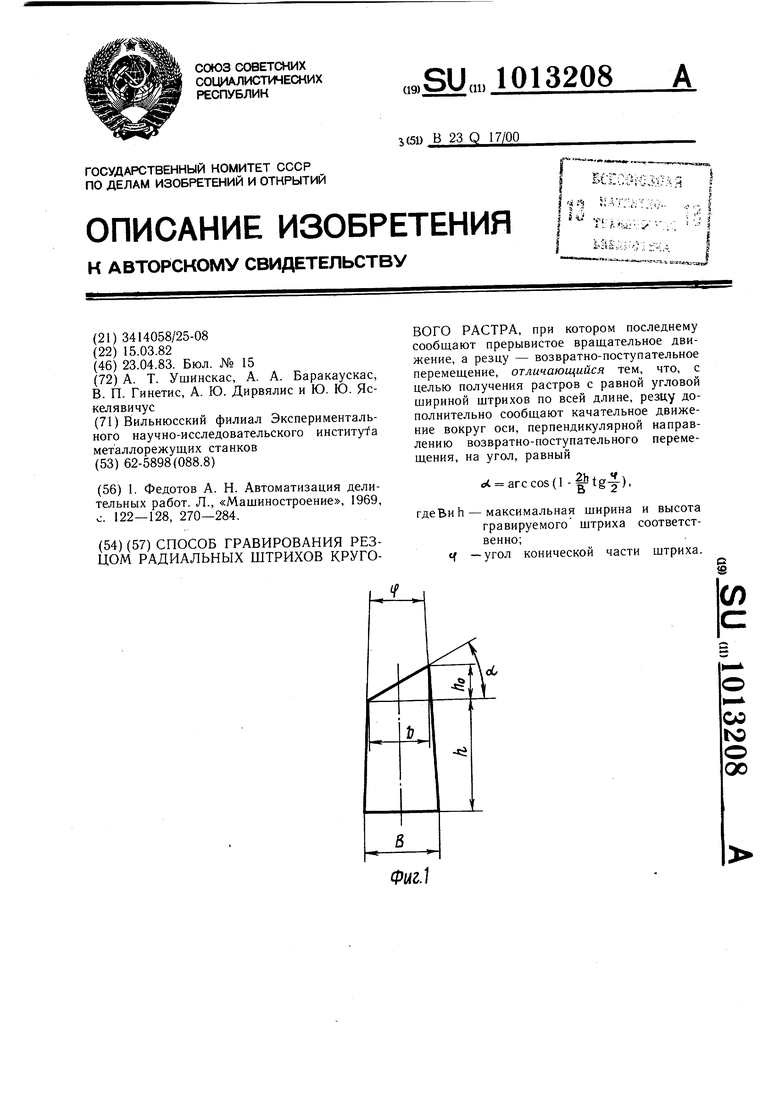
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Федотов А | |||
| Н | |||
| Автоматизация делительных работ | |||
| Л., «Машиностроение, 1969, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
