Изобретение относится к области прокатного производства, конкретно к агрегатам упаковки пачек листов.
Известен агрегат упаковки пачек листов [1] содержащий приемный рольганг, упаковочную линию, устройство для продольной обвязки пачек упаковочной лентой в виде эстакады с двумя кран-балками, перемещающимися вдоль рольганга упаковочной линии, на каждой из которых установлена таль с поперечным передвижением, несущая комбинированную упаковочную машинку с пневмоприводом для натяжения упаковочной ленты, соединения концов и обрезки упаковочной ленты, Поперечная обвязка пачки упаковочной лентой производится при помощи двух устройств, перемещающихся вдоль рольганга упаковочной линии по рельсам на полу и позволяющих производить обвязку пакетов на ходу в процессе их передвижения. Увязочное устройство состоит из П-образной станины, на которой подвешена комбинированная упаковочная машина с пневмоприводом.
Недостатком этого агрегата является наличие ручных операций, так при продольной обвязке пакета листов необходимо предварительно вручную уложить обвязочные ленты с последующей установкой на них пакета листов с помощью цехового мостового крана и вручную заправить в сшивную машину концы обвязочной ленты.
Известен агрегат упаковки пачек листов, содержащий подводящий рольганг, машину упаковки пачек листов, передаточное устройство, разгрузочный рольганг и машину продольной и поперечной обвязки листов, которые имеют замкнутую обводную проводку для обвязочной ленты и работают в полуавтоматическом режиме [2] (прототип).
Недостатком этого агрегата является то, что невозможно разместить оборудование в одну технологическую линию, т.к. наличие замкнутой проводки предполагает продольную обвязку вне рольганга, на передаточной тележке. Таким образом, значительно увеличиваются занимаемые площади и объем механооборудования.
Задача, достигаемая изобретением, заключается в сокращении площадей, занимаемых агрегатом, и объема механооборудования путем обеспечения возможности размещения оборудования в одну линию, на одном рольганге.
Эта задача достигается следующим образом.
В известном агрегате упаковки пачек листов, содержащем рольганг, на котором последовательно смонтированы средства упаковки, механизм поперечной обвязки пакетов с охватывающей рольганг обводной проводкой, механизм продольной обвязки пакетов, плоскость проводки которого размещена параллельно рольгангу, средство перемещения пакета к механизму продольной обвязки, согласно изобретению рольганг имеет подвижную секцию, смонтированную на тележке с возможностью перемещения перпендикулярно рольгангу от привода, в роликах подвижной секции выполнены кольцевые проточки, обводная проводка механизма продольной обвязки выполнена с отъемной нижней частью в виде нескольких балок по числу вязок, установленных в кольцевых проточках роликов подвижной секции и жестко связанных с тележкой, при этом тележка снабжена механизмом стыковки балок с обводной проводкой.
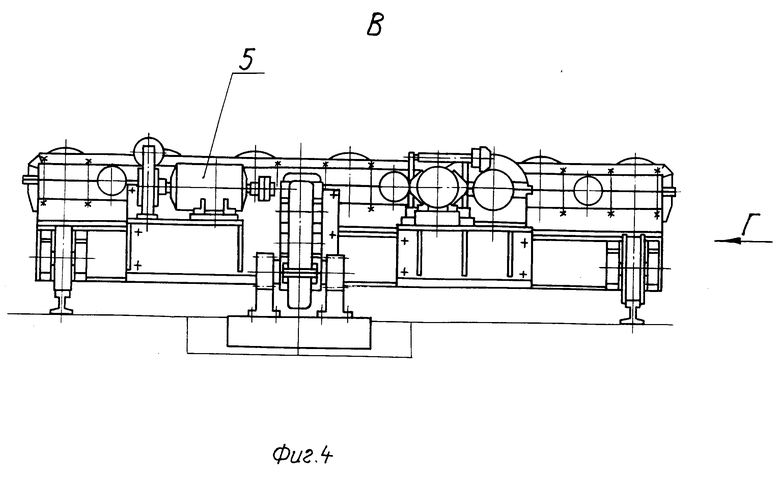
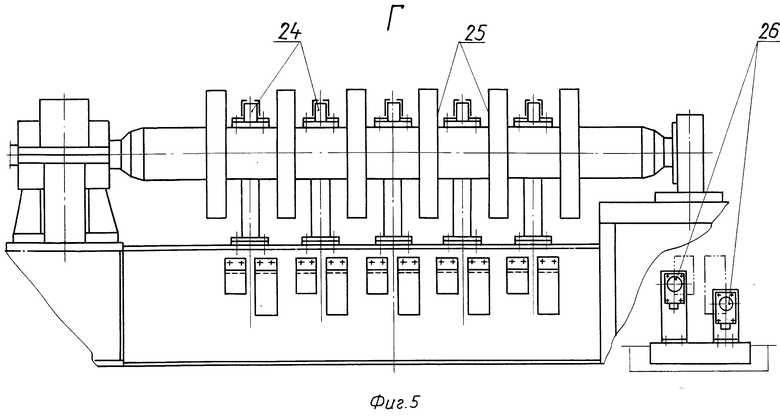
На фиг.1 изображен общий вид агрегата упаковки пачек листов; на фиг.2 - разрез А-А на фиг.1; на фиг.3 вид Б на фиг.2; на фиг.4 вид В на фиг.1; на фиг.5 вид Г на фиг.4.
Агрегат упаковки пачек листов состоит из транспортных рольгангов 1, подвижной рольганговой секции 2, смонтированной на тележке 3 с возможностью перемещения перпендикулярно рольгангу 1 по направляющим 4 от двигателя постоянного тока 5. На рольганге 1 перед подвижной секцией 2 и за ней смонтированы исчезающие упоры 6, стационарный упор 7 с пружинным буферным устройством, механизм поперечной обвязки 8. Механизм продольной обвязки 9 смонтирован параллельно рольгангу 1 напротив подвижной рольганговой секции 2.
Ролики рольганга 1 и рольганговой секции 2 имеют групповой привод и опираются со стороны привода на подшипниковые опоры распределительных редукторов 10, а с другой, неприводной стороны на отдельно стоящие опоры 11. На концах каждого ролика напрессовано по зубчатой шестерне, с помощью которых через паразитные шестерни распределительного редуктора 10 передается момент вращения каждому ролику от электродвигателя 12 через редуктор 13.
Машина продольной обвязки 9 состоит из колонны 14, в направляющих которой на подшипниках установлен суппорт 15 с возможностью вертикального перемещения от гидроцилиндра 16. На суппорте 15 закреплены механизм сшивки 17 с приводом от гидроцилиндра 18, механизм подачи обвязочной ленты 19 и подмотки 20 с приводами от электродвигателей 21 и 22. Обвязочная лента перемещается вокруг обвязываемого пакета по обводной проводке 23, которая выполнена с отъемной нижней частью. Верхняя часть проводки 23 установлена стационарно, причем плоскость проводки перпендикулярна направляющим 4, по которым перемещается тележка 3 с рольганговой секцией 2. Нижняя отъемная часть проводки 23 выполнена в виде нескольких балок 24 по числу вязок, установленных в кольцевых проточках 25, выполненных на роликах подвижной рольганговой секции 2, и жестко закрепленных на тележке 3. Тележка 3 снабжена механизмом стыковки балок 24 с верхней частью проводки 23 в виде двух бесконтактных датчиков 26.
Машина поперечной обвязки 8 аналогична машине продольной обвязки 9, но имеет замкнутую стационарную обводную проводку 27, плоскость которой перпендикулярна рольгангу 1.
Агрегат работает следующим образом.
После упаковки в оберточный материал пакет листов по рольгангу 1 подается на подвижную секцию рольганга 2 до упора в щит исчезающего упора 6, расположенного за подвижной секцией 2, после чего ролики подвижной секции 2 отключаются, а щит упоров опускается.
Для исключения падения с транспортного рольганга 1 следующего пакета, поднимается щит исчезающего упора 6, установленного перед подвижной секцией 2.
Затем включается двигатель 5 перемещения секции рольганга 2 до момента совпадения балки 24 с верхней частью проводки 23, который автоматически фиксируется по сигналу от двух бесконтактных датчиков 26, причем необходимая точность совпадения обеспечивается при пониженной скорости перемещения тележки 3 за счет снижения оборотов двигателя 5 постоянного тока.
После совмещения балки 24 с верхней частью обводной проводки 23 производится наложение продольной обвязки на пакет и далее рольганговая секция 2 перемещается до совпадения следующей балки 24 с верхней частью обводной проводки 23 для наложения следующей вязки.
После наложения необходимого числа (обычно 2, 3) продольных вязок рольганговая секция 2 возвращается в линию рольганга 1 и пакет листов передается к машине поперечной обвязки 8, где на него накладываются поперечные вязки путем прерывистого перемещения пакета рольгангом 1.
После окончания обвязки пакет подается рольгангом 1 до стационарного упора 7, откуда снимается краном.
Источники информации
1. Конвейерные линии и агрегаты упаковки листового проката в СССР и за рубежом. НИИинформтяжмаш, 1975, 21-75-3/4, стр.6 9 (агрегат упаковки фирмы Usinor)
То же, стр. 11 17 (агрегат упаковки конструкции НИИтяжмаша УЗТМ), (авторское свидетельство N 201958 для справки).
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ РАЗГРУЗКИ И ОБВЯЗКИ РУЛОНОВ | 1998 |
|
RU2161583C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРОКАТА НА МЕРНЫЕ ДЛИНЫ | 1993 |
|
RU2072278C1 |
| УСТАНОВКА ДЛЯ ОБВЯЗКИ БУНТОВ | 1993 |
|
RU2054363C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ И ТРАНСПОРТИРОВАНИЯ П-ОБРАЗНОГО УПАКОВОЧНОГО КОРОБА | 1990 |
|
RU2011453C1 |
| УПОР ДЛЯ ОСТАНОВКИ ПАКЕТА ЛИСТОВ НА РОЛЬГАНГЕ | 1989 |
|
RU2019327C1 |
| МЕХАНИЗИРОВАННЫЙ СКЛАД ДЛЯ РУЛОННОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1995 |
|
RU2111157C1 |
| НАКОПИТЕЛЬ ПОЛОСЫ | 1991 |
|
RU2014922C1 |
| Устройство для упаковки в металлическую обертку рулонов | 1983 |
|
SU1137019A1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТА ПРОКАТА | 1993 |
|
RU2067957C1 |
| Устройство для продольной обвязки пакетов листов | 1982 |
|
SU1049362A1 |


Использование: изобретение относится к области прокатного производства, а более конкретно к агрегатам упаковки. Сущность изобретения: агрегат упаковки пачек листов состоит из транспортных рольгангов 1, подвижной рольганговой секции 2, смонтированной на тележке с возможностью перемещения перпендикулярно рольгангу 1 по направляющим от двигателя постоянного тока. На рольганге 1 монтирован механизм поперечной обвязки 8 с охватывающей рольганг стационарной обводной проводкой 27, плоскость которой перпендикулярна рольгангу 1. Механизм продольной обвязки 9 смонтирован параллельно рольгангу 1 напротив подвижной рольганговой секции 2 и имеет обводную проводку, которая выполнена с отъемной нижней частью. Верхняя часть проводки установлена стационарно, причем плоскость проводки перпендикулярна направляющим. Нижняя отъемная часть проводки выполнена в виде нескольких балок по числу вязок, установленных в кольцевых проточках, выполненных на роликах подвижной рольганговой секции 2, и жестко закрепленных на тележке. Тележка снабжена механизмом стыковки балок с верхней частью проводки, содержащим два бесконтактных датчика. 5 ил.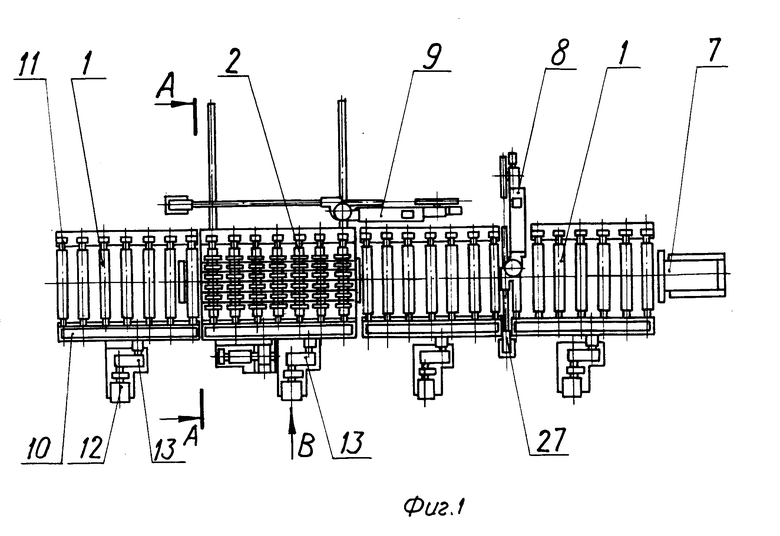
Агрегат упаковки пачек листов, содержащий рольганг, на котором последовательно смонтированы средства упаковки, механизм поперечной обвязки пакетов с охватывающей рольганг обводной проводкой, механизм продольной обвязки пакетов, плоскость проводки которого размещена параллельно рольгангу, средство перемещения пакета к механизму продольной обвязки, отличающийся тем, что рольганг имеет подвижную секцию, смонтированную на тележке с возможностью перемещения перпендикулярно рольгангу от привода, в роликах подвижной секции выполнены кольцевые проточки, обводная проводка механизма продольной обвязки выполнена с отъемной нижней частью в виде нескольких балок по числу вязок, установленных в кольцевых проточках роликов подвижной секции и жестко связанных с тележкой, при этом тележка снабжена механизмом стыковки балок с обводной проводкой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Конвейерные линии и агрегаты упаковки листового проката в СССР и за рубежом | |||
| - НИИинформтяжмаш, 1975, 21-75-3/4, с.6 - 9 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с.11 - 17. | |||
