Изобретение относится к термообработке холоднокатаного листа и может быть использовано при создании и совершенствовании тепловой работы и конструкции агрегатов непрерывного отжига жести, в состав которых входят башенные печи.
Известна башенная печь для отжига ленты из малоуглеродистой стали, включающая камеру нагрева, выдержки и ускоренного охлаждения с закалочным баком на выходе из печи [1] Такая печь имеет недостаток, заключающийся в том, что после отжига полосу необходимо подвергать травлению для удаления окислов на поверхности полосы, образующихся при охлаждении полосы в воде. При травлении происходит наводораживание полосы и твердость ее увеличивается. Башенная печь данной конструкции не позволяет решить поставленную задачу
снижение твердости отожженной жести.
Известна башенная печь для отжига жести, состоящая из последовательно расположенных камер нагрева, выдержки, регулируемого охлаждения и ускоренного охлаждения [2] В камере нагрева полоса нагревается за счет радиантных труб, камера выдержки обеспечивает заданную температуру за счет электронагревателей. Безокислительная атмосфера обеспечивает получение светлой поверхности полосы после печи и состоит из 5% водорода и 95% азота. Атмосфера подается с низу каждой камеры и ее удаление из печи происходит через затворы печи и свечу, установленную в своде камеры нагрева.
Известна также башенная печь, принятая в качестве прототипа [3] содержащая камеру нагрева и камеру выдержки с дополнительным для подачи рабочей среды в печь коллектором с размещенными по его высоте попарно патрубками.
Данная печь обеспечивает получение жести только достаточно твердой: классы твердости A2, B, C или в единицах твердости по Супер-Роквеллу от 53 до 70 HP30T. Получить жесть мягкую, отвечающую классу T1 европейского стандарта (46-52 ед. HP 30T), в такой печи практически невозможно.
Задачей изобретения является устранение указанного недостатка и обеспечение расширения сортамента марок жести, а именно получение мягкой жести.
Положительный результат достигается за счет того, что в башенной печи, содержащей камеру нагрева и камеру выдержки с системой подачи рабочей среды, со стороны выхода камера нагрева у ее торцевой стенки снабжена дополнительным стояком с горизонтальными отводами, имеющими вентили, при этом в стенке камеры нагрева выполнены отверстия, в которых размещены горизонтальные отводы.
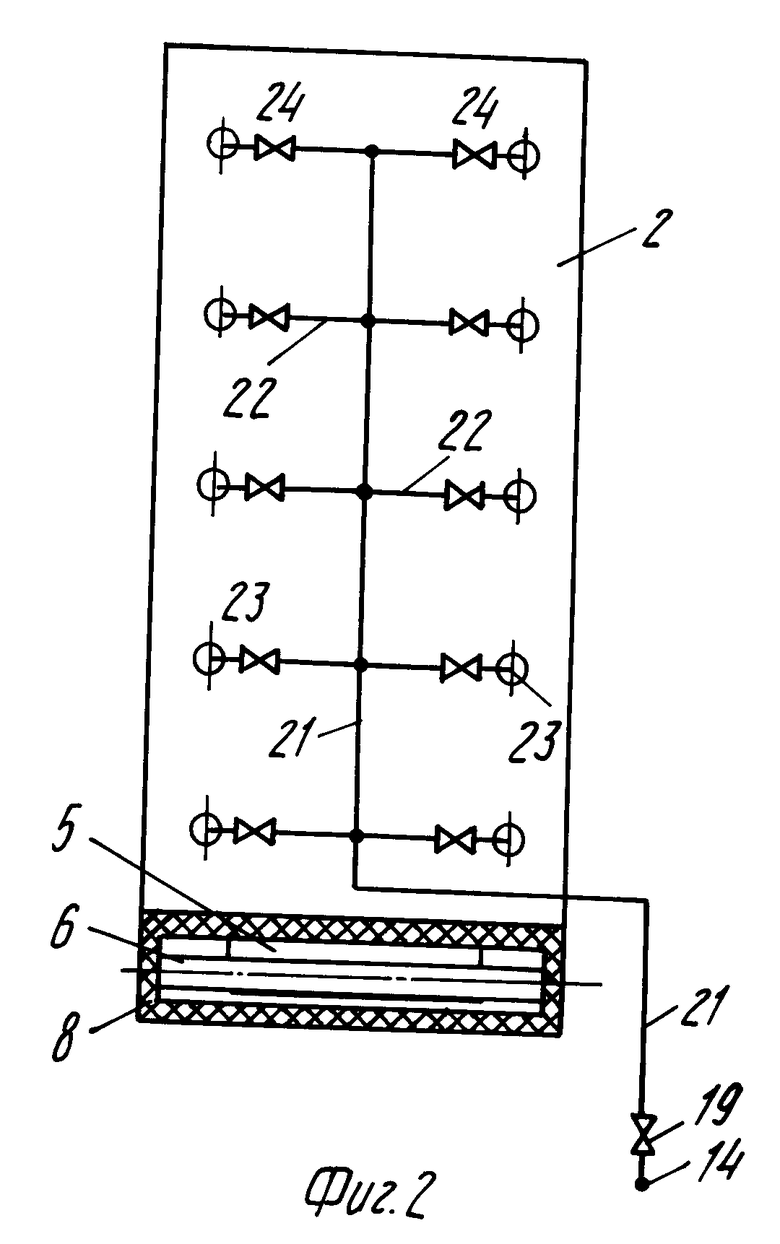
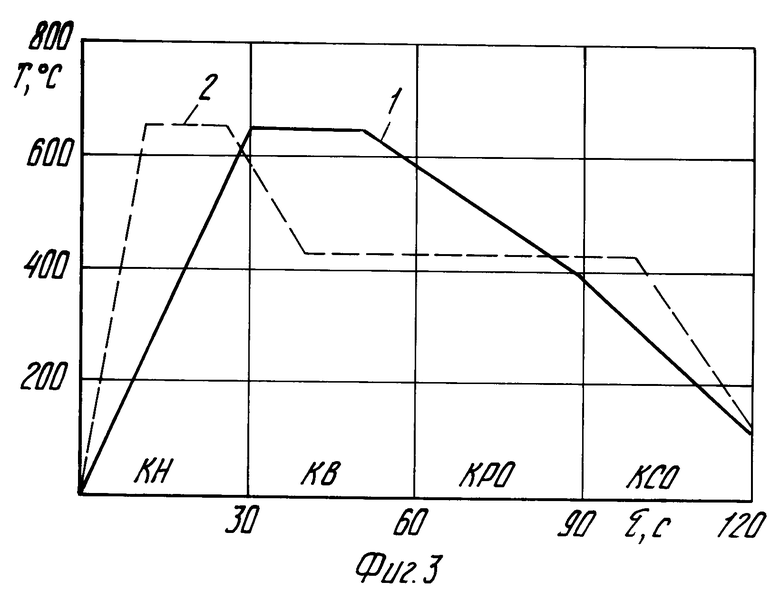
На фиг. 1 представлена башенная печь для отжига жести; на фиг. 2 вид на торцевую стену камеры выдержки (аналогично для камеры нагрева); на фиг. 3 - температурные графики отжига жести.
Башенная печь для отжига жести включает камеру нагрева (KH) 1, камеру выдержки (KB) 2, камеру регулируемого охлаждения (KPO) 3 и камеру струйного охлаждения (KCO) 4. Полоса 5 движется по печи, последовательно огибая нижние и верхние ролики. Камеры KH и KB соединены между собой тамбуром 8, KPO и KCO
тамбуром 9. Нагрев полосы в KB и KH осуществляется с помощью радиантных труб или электронагревателей. Температура полосы в печи контролируется с помощью 4-х пирометров излучения (ПИ), соответственно 10, 11, 12 и 13. Защитная атмосфера (5% водорода, 95% азота) подается к печи по магистральному трубопроводу 14 и раздается по отдельным камерам отводами 15, 16, 17 и 18. Количество газа, подаваемого в печь, изменяется с помощью вентилей 19.
В соответствии с предлагаемым изобретением печь дополнительно оснащается двумя трубопроводами вертикальными стояками 20 и 21, подающими защитную атмосферу рассредоточенно по высоте KH 1 и KB 2 через горизонтальные отводы 22, соединенные с отверстиями 23 в торцевых стенах KH 1 и KB 2 через вентили 24.
Вертикальный стояк 21 соединен с боковыми отводами 22, которые обеспечивают подачу защитной атмосферы через вентили 24 в отверстия 23, выполненные с двух сторон по ширине полосы.
Первый режим согласно графику 1 фиг. 3, осуществляемый по технологической инструкции на печи прототипа, обеспечивает получение жести твердости 51-60 ед. HP30T, второй режим согласно график 2 фиг. 3, реализуемый агрегатом по предлагаемому изобретению, обеспечивает получение металла твердости 47-48 ед. HP30T.
Предлагаемая печь работает следующим образом. Она обеспечивает термообработку жести в башенной печи по режиму графика 2, фиг. 3: нагрев за 10 с металла в первых 2-3 проходах KH 1 до температуры 660-680oC, затем в KH 1 производится выдержка металла при этой температуре в течение 10-15 с, потом полоса начинает охлаждаться сначала в последнем проходе KH 1, а затем в первых проходах KB 2 до температуры 380-430oC. В дальнейшем в KB 2, KPO 3 и части KCO 4 обеспечивается процесс перестаривания при температурах 380-430oC в течение 50-90 с, после чего в KCO4 осуществляется окончательное охлаждение до 120-160oC. Для обеспечения данного режима KH 1 и KH 2 снабжены отверстиями 23 на нескольких уровнях по высоте торцевых стен камер 1, 2, через которые осуществляется рассредоточенный подвод защитной атмосферы, которая таким образом нагревается за счет охлаждения полосы и тем самым создается температурный режим, график термообработки жести, обеспечивающий получение мягкой жести. Основные подводы защитного газа в камеры печи 15, 16, 17 и 18 практически закрываются, весь защитный газ подается через отверстия 22.
исследования на башенной печи ММК для отжига жести показали, что мощности КН 1 достаточно для того, чтобы нагреть полосу до температуры 660-680oC за два-три прохода, т.е. за 10-12 с. Камера нагрева 1 обеспечивает длительность пребывания металла при данной температуре, необходимую для проведения всех структурных превращений, т.е. выдержку при температуре 660-680oC в течение 10-15 с. Для создания секции перестаривания в составе действующего агрегата используется также последний проход КН 1, в котором полоса начинает охлаждаться за счет струй холодного защитного газа, подаваемых через отверстия в торцевой стене, прилежащей к данному проходу полосы. Затем процесс охлаждения продолжается и в КВ 2 также за счет струй холодного защитного газа, подаваемого через торцевую стену, прилежащую к первому проходу полосы в КВ 2. Кроме того, КВ 2 полностью отключается от подачи электроэнергии или топлива. Это все обеспечивает достаточно быстрое охлаждение в КВ 2 полосы до температуры перестаривания 380-430oC, которое таким образом выполняется в КВ 2, КРО 3 и частично в КСО4. Управление процессом отжига осуществляется по показаниям ПИ 10, 11, 12 и 13.
Данная башенная печь позволит получить мягкую жесть категории твердости Т1 (по Европейскому стандарту), что обеспечит возможность расширить сортамент жести, получаемый в башенных печах.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАШЕННАЯ ПЕЧЬ | 1996 |
|
RU2113514C1 |
| СПОСОБ НЕПРЕРЫВНОГО ОТЖИГА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ КОНСЕРВНОЙ ЖЕСТИ | 1992 |
|
RU2040557C1 |
| ПРОТЯЖНАЯ ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ОБЕЗУГЛЕРОЖИВАЮЩЕГО ОТЖИГА | 1996 |
|
RU2106414C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕЛОЙ ЖЕСТИ | 1995 |
|
RU2082776C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 1999 |
|
RU2165465C1 |
| СПОСОБ УТИЛИЗАЦИИ АТМОСФЕРЫ В БАШЕННОЙ ПЕЧИ | 1995 |
|
RU2083688C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО МЕТАЛЛА ВЫСШИХ КАТЕГОРИЙ ВЫТЯЖКИ С ТОНЧАЙШИМ ЦИНКОВЫМ ПОКРЫТИЕМ С ПРЕВОСХОДНОЙ ШТАМПУЕМОСТЬЮ | 1997 |
|
RU2128719C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2006 |
|
RU2307173C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛА В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 1994 |
|
RU2082777C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАГРЕВА МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1999 |
|
RU2165466C1 |
Использование: изобретение относится к термической обработке холоднокатаного листа и может быть использовано при создании и совершенствовании тепловой работы и конструкции агрегатов непрерывного отжига жести. Изобретение решает задачу получения мягкой жести, и расширение сортамента выпускаемой продукции. Сущность изобретения: башенная печь содержит камеры нагрева, выдержки, регулируемого охлаждения и струйного охлаждения. Между камерами нагрева и выдержки установлены вертикальные стояки, подающие защищенную атмосферу по высоте камер нагрева и выдержки. 3 ил.
Башенная печь для отжига жести, содержащая камеру нагрева и камеру выдержки с системой подачи рабочей среды, отличающаяся тем, что со стороны выхода камера нагрева у ее торцевой стенки снабжена дополнительным стояком с горизонтальными отводами, имеющими вентили, при этом в стенке камеры нагрева выполнены отверстия, в которых размещены горизонтальные отводы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бергуаз А.Л | |||
| и др | |||
| Справочник конструктора печей прокатного производства | |||
| - М.: Металлургия, 1970, с | |||
| МУЗЫКАЛЬНЫЙ ПРИБОР С КАТОДНЫМИ ЛАМПАМИ | 1921 |
|
SU890A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аптерман В.П., Тымчак В.М | |||
| Протяжные печи | |||
| - М.: Металлургия, 1969, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Протяжная вертикальная печь для обезуглероживающего отжига | 1988 |
|
SU1678863A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
