Изобретение относится к металлургии, в частности к термообработке черных металлов, а именно к процессам управления нагрева металла, и может быть использовано в производстве жести и полосовой низколегированной стали для холодного деформирования.
Известен способ управления нагревом рулонной автолистовой стали для особо сложной вытяжки, включающий регулирование температуры в колпаковой печи по зональной и стендовой термопарам в соответствии с заданными температурами выдержек при ступенчатом нагреве. При этом температуру по зональной термопаре задают не выше 820oC, а ее конкретные величины устанавливают на 100-140oC выше заданных температур выдержек по стендовой термопаре (авт. свид. СССР N 1406186).
Недостатком данного способа является повышенный расход энергоносителей, сваривание витков рулонов, повышенная отсортировка по дефекту "излом", "пятна от сварки", снижение выхода годного.
Наиболее близким аналогом к заявляемому объекту является способ регулирования нагрева металла в колпаковой печи, включающий установку задания по колпаковой и стендовой термопарам и нагрев металла до температуры, заданной по стендовой термопаре, при этом определяют график нагрева металла в самой быстропрогреваемой точке и при достижении металлом в этой точке температуры, заданной по стендовой термопаре, снижают задание по колпаковой термопаре на 10-40oC ниже точки Ac1 нагреваемого металла (авт. свид. СССР N 1407978).
Недостатком ближайшего аналога является повышенный расход энергоносителей, сваривание витков рулонов, отсортировка металла по дефекту "излом", "пятна от сварки", снижение выхода годного. Это происходит из-за нерационального выбора температур выдержек по зональной и стендовой термопарам.
Задачей предлагаемого изобретения является снижение расхода энергоносителей, повышение рентабельности производства.
Поставленная задача достигается тем, что в способе регулирования нагрева металла в колпаковой печи, включающем установку задания по колпаковой и стендовой термопарам, задание по колпаковой теропаре устанавливают на 40-70oC выше точки Ac1 нагреваемого металла, осуществляют нагрев и по достижении установленной температуры задание по колпаковой термопаре снижают на 80-100oC и производят выдержку по колпаковой термопаре до достижения по стендовой термопаре температуры на 30-70oC выше температуры начала рекристаллизации нагреваемого металла.
ПРИМЕР 1. Рулоны холоднокатаной черной жести из стали марки 08пс (0,22х730 мм), вес рулона до 14 тонн, внутренний диаметр 500 мм, наружный диаметр до 1860 мм, формируют в стопы по 4 рулона в стопе, 3 стопы в садке. Между рулонами в стопе устанавливают конвекторные прокладки для циркуляции защитного газа в процессе нагрева и охлаждения рулонов. Стопы рулонов накрывают муфелями, устанавливают нагревательный колпак и осуществляют нагрев.
Задание по колпаковой термопаре устанавливают равным 760oC (на 40oC выше точки Ac1 стали марки 08пс, которая равна 720oC), по достижении установленной температуры т.о. 760oC задание по колпаковой термопаре снизили до 680oC (на 90oC ниже первоначального задания) и произвели выдержку до тех пор, пока температура по стендовой термопаре достигла 580oC (на 30oC выше температуры начала рекристаллизации (550oC) стали 08пс, прокатанной холодной прокаткой со степенью обжатия 90,5%), и выдержку при этой температуре не менее 2-х часов. Стендовая термопара установлена в направляющем аппарате одной из стоп на расстоянии 550 мм от оси стендового вентилятора и замеряет температуру нижнего торца нижнего рулона в процессе нагрева и охлаждения. Затем отключили горелки, нагревательный колпак сняли и провели охлаждение рулонов жести под муфелями до температуры 180oC по стендовой термопаре. После этого рулоны передали на склад для окончательного охлаждения и дрессировки.
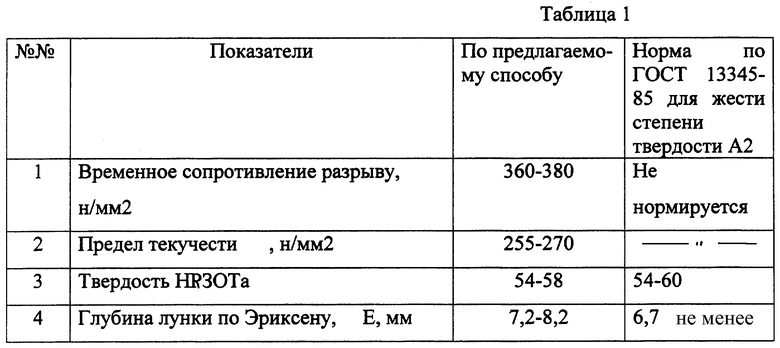
После регулирования нагрева по предлагаемому способу получили следующие механические свойства черной дрессированной жести (см. таблицу 1).
Из таблицы 1 видно, что предлагаемый способ регулирования нагрева обеспечивает получение жести степени твердости A2 по ГОСТ 13345-85, при условии обеспечения нагрева металла по стендовой термопаре до 580oC с выдержкой не менее 2 часов.
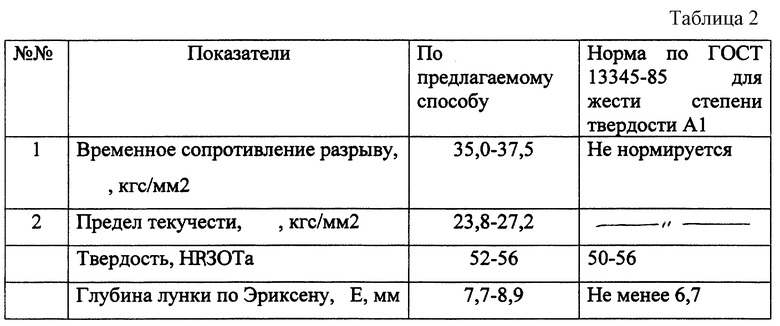
ПРИМЕР 2. Условия нагрева аналогичны примеру 1, только время выдержки по стендовой термопаре при температуре 580oC составляет не менее 8 часов. Механические свойства жести при обработке по такому варианту приведены в таблице 2.
Нагрев жести в рулонах по известному ближайшему аналогу практически невозможен, так как ведет к чрезмерному перегреву металла и свариванию витков рулонов.
Преимущества заявляемого способа перед известным заключаются в снижении расхода энергоносителей на 10-15%, в увеличении выхода годного по качеству поверхности, в увеличении с целью рентабельности производства, в реализации возможности получения жести степени твердости A1 по ГОСТ 13345-85, самой мягкой жести. Это позволит расширить рынок сбыта, увеличить прибыль и рентабельность производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 1999 |
|
RU2165465C1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1999 |
|
RU2158315C1 |
| СПОСОБ УПРАВЛЕНИЯ ОТЖИГОМ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2262541C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2261281C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ В КОЛПАКОВОЙ ПЕЧИ | 1997 |
|
RU2125104C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458153C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 2008 |
|
RU2371486C1 |
| СПОСОБ ОТЖИГА СТАЛЬНОЙ ПОЛОСЫ В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 2000 |
|
RU2182933C2 |
| СПОСОБ ОТЖИГА РУЛОНОВ В КОЛПАКОВОЙ ПЕЧИ | 2005 |
|
RU2293772C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ АВТОЛИСТОВОЙ СТАЛИ В КОЛПАКОВЫХ ПЕЧАХ | 2010 |
|
RU2430976C1 |
Изобретение относится к металлургии, в частности к термообработке черных металлов, а именно к процессам управления нагрева металла, и может быть использовано в производстве жести и низкоуглеродистой стали для холодного деформирования. Техническим результатом изобретения является сокращение расхода энергоносителей, повышение рентабельности производства. Рулоны холоднокатаной черной жести из стали марки 0,8 пс формируют в стопы. Стопы накрывают муфелями, устанавливают нагревательный колпак и нагревают. Задание по колпаковой термопаре устанавливают равным 760°С (на 40°С выше Ас1). По достижении температуры 760°С задание снижают до 680°С и осуществляют регулирование до достижения температуры по стендовой термопаре 580°С (на 30°С выше температуры начала рекристаллизации холоднокатаной стали), выдержка при этой температуре не менее 2 ч. 2 табл.
Способ регулирования нагрева металла в колпаковой печи, включающий установку задания по колпаковой и стендовой термопарам и нагрев металла до температуры, заданной по стендовой термопаре, отличающийся тем, что задание по колпаковой термопаре устанавливают на 40 - 70oC выше точки Ас1 нагреваемого металла, осуществляют нагрев и по достижении установленной температуры задание по колпаковой термопаре снижают на 80 - 100oC и производят выдержку по колпаковой термопаре до достижения по стендовой температуры на 30 - 70oC выше температуры начала рекристаллизации нагреваемого металла.
| Способ управления нагревом рулонной автолистовой стали для особо сложной вытяжки | 1987 |
|
SU1406186A1 |
| БЕЛЯКОВСКИЙ М.А | |||
| и др | |||
| Производство автомобильного листа | |||
| - М.: Металлургия, 1979, с | |||
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Способ регулирования нагрева металла в колпаковой печи | 1986 |
|
SU1407978A1 |

