Изобретение относится к использованию огнеупоров в металлургии, в частности к изготовлению футеровки сводов электродуговых печей для выплавки ферросплавов.
Известны способы изготовления футеровки сводов электродуговых печей с использованием формованных огнеупорных материалов на керамической связке кирпичной огнеупорной кладки, соединенной огнеупорной массой, муллитокорундовых изделий.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ футеровки свода закрытых печей жаростойким бетоном.
Недостатки способа-прототипа:
ненадежность футеровки, так как изолированные секции свода в процессе эксплуатации замыкают после выпадания алюмосиликатной перегородки и свод выгорает;
низкая стойкость футеровки вследствие отслаивания части рабочей футеровки при повышении теплового излучения в процессе интенсивного ведения плавки;
для футеровки свода применяют дефицитные материалы: высокоглиноземистый цемент, алюмосиликатный кирпич.
Целью изобретения является повышение стойкости футеровки свода при интенсивном ведении плавки и сокращение расхода дефицитных материалов.
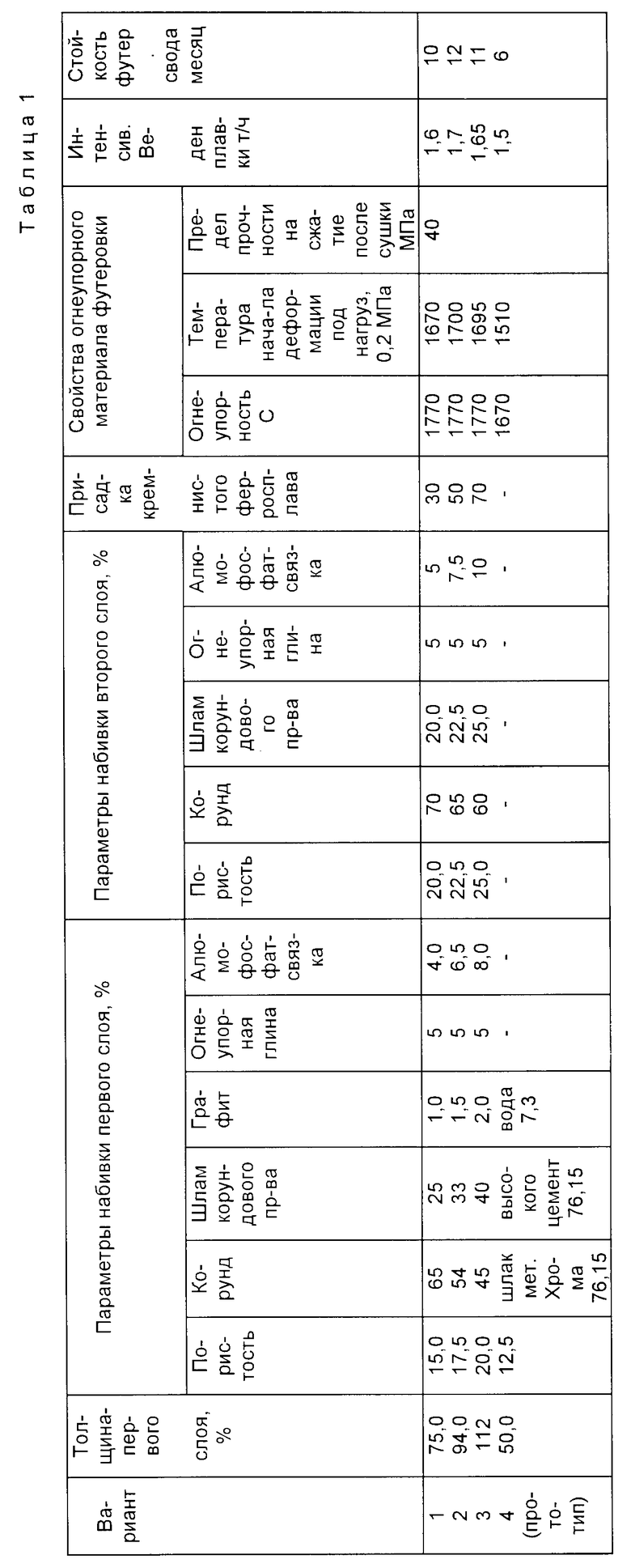
Сущность способа заключается в том, что первый слой футеровки набивают смесью, состоящей из 25-40% шлама корундового производства, 5% огнеупорной глины, 1-2% отходов графита, 4-8% фосфатной связки, корунд остальное, толщина слоя с пористостью набивки 15-20% равна 1/2-3/4 высоты футеровки, затем набивают второй слой футеровки смесью, состоящей из 20-25% шлама корундового производства, 5% огнеупорной глины, 5-10% фосфатной связки, корунд остальное, с пористостью набивки 20-25%
После набивки футеровку высушивают в естественных условиях, а затем устанавливают на ванну рафинировочной печи.
В период разогрева футеровки электропечи до рабочей температуры проводят плавки с получением шлакового расплава. Перед выпуском разогретого расплава из электропечи в зону дуг присаживают дополнительно кремнистый ферросплав. На поверхности шлакового расплава в зоне дуг кремний превращается в монооксид кремния (SiO), который в виде газа просачивается через поры футеровки, чему способствует более высокая пористость второго слоя. В первом слое футеровки монооксид кремния, взаимодействуя с графитом, образует карборунд (SiC). Так как объем, занимаемый SiC, больше объема графита, то пористость первого слоя уменьшается, а карборунд скрепляет зерна корунда и шлама корундового производства в монолитный каркас с повышенной механической и термической прочностью.
Следовательно, выполнение футеровки свода из выше указанной смеси на основе корунда с меньшей пористостью первого слоя и присадка в зону дуг на поверхность расплава кремнистого ферросплава в период разогрева обеспечивают достижение цели изобретения.
Изобретение осуществляется следующим образом.
Свод рафинировочной электропечи имеет футеровку диаметром 6000 мм, толщиной 150 мм. Свод имеет отверстия для прохождения электродов. Металлическую конструкцию свода установили на площадку.
Вначале набили первый слой толщиной 94 мм смесью следующего состава,
Корунд (в том числе марки N 12 крупностью 0,2 мм 27,0% марки N 2 крупностью 2 мм 27,0%) 54,0
Шлам корундового производства 33,0
Огнеупорная глина 5,0
Отходы графита 1,5
Алюмофосфатная связка 6,5
Смесь готовили в бетономешалке порциями и равномерно распределили по всей площади свода, затем утрамбовали пневматической трамбовкой. Объем набитого слоя 2,64 м3, плотность смеси после набивки 3,05 г/см3, пористость набивки 17,5%
Затем набили второй слой толщиной 56 мм смесью следующего состава,
Корунд (марок N 12 и N 2 по 32,5% каждой) 65,0
Шлам корундового производства 22,5
Огнеупорная глина 5,0
Алюмофосфатная связка 6,0
Смесь готовили в бетономешалке, равномерно распределили по первому слою и утрамбовали пневматической трамбовкой.
Объем набитого слоя 1,58 м3, плотность смеси после набивки 2,87 г/см3. Пористость набивки 22,5%
Зафутерованный свод сушили в естественных условиях в течение месяца, а затем установили на ванну рафинировочной электропечи. В период разогрева проводили плавки с получением шлакового расплава. За 10 мин до выпуска расплава из электропечи, давали присадку ферросилиция (50 кг) марки ФС75 в зону дуг, свод эксплуатировали в течение года. Отмечен износ первого слоя футеровки на 85 мм.
Аналогичным образом выполнили футеровки еще двух сводов по предложенному способу и один по прототипу.
В таблице приведены данные испытания, анализ которых показывает, что применение предлагаемого способа позволяет повысить стойкость футеровки свода в 1,7-2 раза за счет улучшения физико-механических свойств набивки из смеси и сократить расход дорогостоящих алюмосиликатных изделий за счет повышения стойкости футеровки свода.
Кроме того, применение предлагаемого способа футеровки дает дополнительное преимущество: утилизация отходов абразивного производства - шламов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОГНЕУПОРНЫЙ МЕРТЕЛЬ | 1994 |
|
RU2079471C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МЕТАЛЛА ИЗ ШЛАКА ПРОИЗВОДСТВА ПЕРЕДЕЛЬНОГО ФЕРРОСИЛИКОХРОМА | 1993 |
|
RU2082785C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕРРОСПЛАВА, СОДЕРЖАЩЕГО МАРГАНЕЦ И КРЕМНИЙ | 1993 |
|
RU2061779C1 |
| ФУТЕРОВКА ПОДИНЫ ОТРАЖАТЕЛЬНОЙ ПЕЧИ | 1995 |
|
RU2088868C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕРРОМОЛИБДЕНА | 1994 |
|
RU2110596C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ФЕРРОСИЛИЦИЯ | 1994 |
|
RU2109836C1 |
| ОГНЕУПОРНАЯ МАССА | 1997 |
|
RU2120924C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ МАСС И ИЗДЕЛИЙ ДЛЯ СТРУКТУРНО-СТАБИЛЬНЫХ ФУТЕРОВОК | 1996 |
|
RU2098385C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ С ПРЕРЫВИСТЫМ ЗЕРНОВЫМ СОСТАВОМ | 1995 |
|
RU2098387C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИБРОНАБИВНЫХ ОГНЕУПОРНЫХ КОРУНДОВЫХ БЛОКОВ | 1997 |
|
RU2114801C1 |
Использование: изобретение относится к использованию огнеупоров в металлургии, в частности к способам футеровки, сводов электродуговых печей. Сущность изобретения: первый слой футеровки свода набивают смесью, состоящей из 25 - 40% шлама корундового производства, 5% огнеупорной глины, 1-2% отходов графита, 4-8% фосфатной связки, корунд остальное, толщина слоя с пористостью набивки 15-20% равна 1/2 - 3/4 высоты футеровки, затем набивают второй слой футеровки, состоящей из 20-25% шлама корундового производства, 5% огнеупорной глины, 5-10% фосфатной связки, корунд остальное, с пористостью набивки 20-25%, а в период разогрева на поверхность расплава присаживают кремнистый ферросплав в зону дуг. 1 табл.
Способ изготовления футеровки свода электродуговой печи для выплавки ферросплавов, включающий изготовление огнеупорного бетона, двухслойную набивку свода, сушку в естественных условиях, установку на ванну электродуговой печи, разогрев футеровки в период плавки, отличающийся тем, что, с целью повышения стойкости футеровки свода при интенсивном ведении плавки и сокращения расхода дефицитных материалов, первый слой футеровки свода набивают смесью, состоящей из 25 40% шлама корундового производства, 5% огнеупорной глины, 1 2% отходов графита, 4 8% фосфатной связки, корунд остальное, толщина слоя с пористостью набивки 15 20% равна 1/2 3/4 высоты футеровки, затем набивают второй слой футеровки, состоящей из 20 25% шлама корундового производства, 5% огнеупорной глины, 5 10% фосфатной связки, корунд остальное, с пористостью набивки 20 25% а в период разогрева на поверхность расплава присаживают кремнистый ферросплав в зону дуг.
| Свод металлургической печи | 1976 |
|
SU572636A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |
| Изготовление жаростойких бетонов для изготовления секций свода и воронок закрытых сводом печей. | |||
