Изобретение относится к производству огнеупорных изделий, используемых в футеровке высокотемпературных металлургических агрегатах, в частности, в футеровке подин методических печей.
Известна огнеупорная набивная масса, которая с целью повышения прочности и обеспечения безусадочности выполненной из нее футеровки содержит ортофосфорную кислоту плотностью 1,38 - 1,40 г/см3, а в качестве углеродосодержащей добавки - отработанные электроды дуговых печей фракций 0,001 - 0,09 и дополнительно тонкомолотый электрокорунд такой же фракции [1].
Однако использование набивной футеровки имеет ряд недостатков:
недостаточная стойкость нагревательных печей с такой футеровкой,
большая длительность ремонтов печей с набивкой с набивной футеровкой с последующим длительным обжигом футеровки.
Известна огнеупорная набивная масса, содержащая следующие компоненты, мас.%:
Ортофосфорная кислота - 5 - 10
Высокоглиноземистый шамот с содержанием Al2O3 58 - 97 мас.% - 70 - 85
Отработанный алюмохромовый катализатор - 5 - 10
Огнеупорная глина - Остальное [2]
Эта набивная масса имеет те же недостатки, что и описанная ранее масса.
Наиболее близким по технической сути является способ набивки пода нагревательных печей корундовой массой. Защитная футеровка выполняется в 4 - 5 слоев. Каждый слой массы первоначальной толщины 120 - 150 мм утрамбовывается путем прохождения бойка трамбовки по поверхности 4 - 6 раз. После уплотнения толщина слоя составляет 60 - 70 мм. С целью предотвращения высыхания поверхности набивного слоя и расслоения футеровки набивки производится непрерывно. Сушка и разогрев набивной футеровки производится непрерывно по следующему режиму:
от 10 до 120oC -5,5 ч и выдержка при 120oC в течение 12 ч,
от 120 до 300oC - 9 ч и выдержка при 300oC в течение 12 ч,
от 300 до 600oC - 10 ч и выдержка при 600oC в течение 12 ч,
от 600 до 900oC - 10 ч и выдержка при 900oC в течение 12 ч,
от 900 до 1200oC - 7,5 ч и выдержка при 1200oC в течение 12 ч.
Общая продолжительность сушки и разогрева составляет 102 ч [3]. Однако набивная футеровка имеет ряд недостатков:
ремонт нагревательной печи продолжается 14 - 16 суток,
повышенный расход топлива при разогреве футеровки,
недостаточная стойкость подин с набивной футеровкой.
Задачей изобретения является повышение термостойкости и высокотемпературной прочности огнеупорной футеровки, выполненной на основе корундовой массы. Поставленная задача решается за счет того, что огнеупорную корундовую массу набивают в форму до уровня бортов и прорабатывают в течение 2 - 3 мин на виброплощадке, затем массу уплотняют трамбовкой путем прохождения бойка трамбовки по поверхности слоя 4 - 6 раз, затем массу опять засыпают в форму и уплотняют трамбовкой, и так до получения необходимой высоты блока, причем с целью предотвращения высыхания массы набивку блоков производят непрерывно, а для предотвращения прилипания массы к форме смазку поверхности производят отработанным машинным маслом. Кроме того, обжиг огнеупорных блоков производят отходящими дымовыми газами в течение 48 ч, постепенно поднимая температуру от 20 до 500oC по специально разработанному графику, а охлаждение блоков производят в отключенных термопечах в течение 8 ч, и окончательное охлаждение производят в естественных условиях цеха.
Изобретение осуществляют следующим образом. Сначала огнеупорную корундовую массу засыпают в форму до уровня бортов и форму устанавливают на виброплощадку, где в течение 2 - 3 мин прорабатывают. Затем массу уплотняют пневмотрамбовкой типа ТР при давлении сжатого воздуха 0,5 МПа путем прохождения бойка трамбовки по поверхности слоя 4 - 6 раз или электротрамбовкой типа ИЭ 45 - 02. Толщина слоя после набивки должна быть в пределах 150 - 200 мм, после уплотнения толщина слоя составляет 60 - 70 мм. Затем массу опять засыпают в форму до уровня бортов и опять набивают трамбовкой.
Набивку блока осуществляют непрерывно с целью предотвращения высыхания поверхности слоев. Это делается до получения необходимой высоты огнеупорного блока. Масса должна иметь влажность в пределах 3 - 4,5% (при сжатии должна сохранять форму комка). При пониженной влажности (менее допустимой) производят дополнительное увлажнение массы раствором ортофосфорной кислоты плотностью 1,20 - 1,25 г/см3. Смешивание массы и раствора ортофосфорной кислоты осуществляют в лопастное смесителе. Сначала в смеситель загружают в необходимом объеме огнеупорную корундовую массу, а затем добавляют раствор ортофосфорной кислоты до требуемой влажности. Подготовленную массу загружают в форму. Для предотвращения прилипания массы к форме поверхность последней смазывают отработанным машинным маслом.
Корундовые огнеупорные блоки, изготовленные вибронабивным способом, обжигают в формах в термической печи отходящими дымовыми газами по следующему режиму:
от 20 до 120oC - 4 ч с последующей выдержкой при температуре 120oC в течение 12 ч,
от 120 до 300oC - 6 ч с последующей выдержкой при 300oC в течение 12 ч,
от 300 до 500oC - 6 ч с последующей выдержкой при 500oC в течение 8.
Охлаждение блоков производят в отключенных термопечах с открытыми крышками в течение 8 ч, затем блоки извлекают из печи и дальнейшее их охлаждение производят в естественных условиях цеха. Благодаря новому техническому решению вибронабивные блоки обладают неоднородной плотностью по высоте (толщине), а именно: нижние слои рыхлые - обладают пониженной теплопроводностью, верхние слои (трамбованные) более плотные и прочные при эксплуатации воспринимают рабочую нагрузку.
Полученные вибронабивным способом корундовые блоки имеют волокнистую прочную структуру, образованную α - Al2O3 и вследствии этого обладают повышенной термостойкостью и высокотемпературной прочностью.
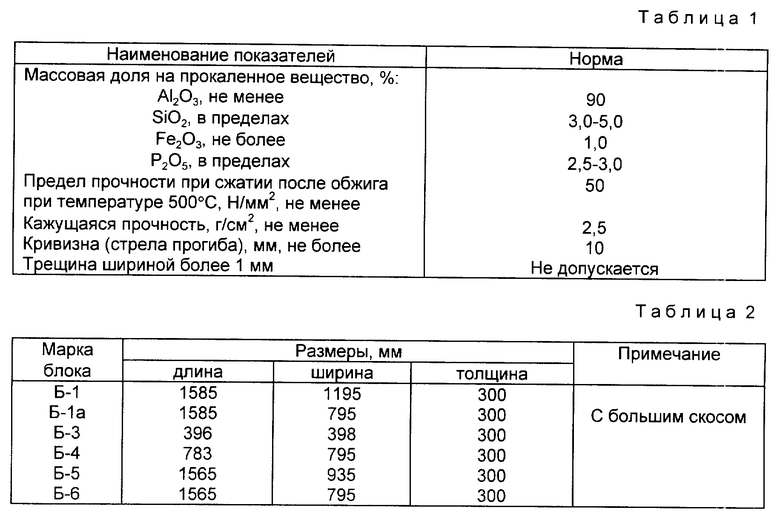
Блоки, изготовленные по предложенному способу, по физико- химическим показателям и показателям внешнего вида должны соответствовать требованиям, представленным в табл. 1.
Заявляемое изобретение является новым, т.к. не известно аналогов из отечественных и зарубежных источников информации. По имеющимся у заявителя данным, а также проведенный анализ патентов и научно-технической информации не выявил новых признаков, используемых в предлагаемом решении по их функциональному назначению. Таким образом, предлагаемое изобретение соответствует критерию "изобретательский уровень". Заявляемые параметры способа изготовления огнеупорных корундовых блоков установлены экспериментальным путем при проведении ремонтов по футеровке подин нагревательных печей ЦПШБ ОАО "Нижнетагильский металлургический комбинат".
Наилучшие варианты огнеупорных блоков приведены в таблице 2.
Положительный эффект от использования заявленного способа изготовления огнеупорных блоков заключается в том, что вибронабивные корундовые блоки обладают неоднородной плотностью по толщине, а именно: нижние слои более рыхлые - обладают пониженной теплопроводностью, верхние слои более плотные - обладают повышенной термостойкостью и высокотемпературной прочностью. После обжига блоков в термических печах монтажная прочность достигает 65 н/мм2/.
Окончательный обжиг блоков производится после их монтажа в нагревательной печи постоянно поднимая температуру до 1200oC. При этом монтажная прочность блоков возрастает до 150 - 160 н/мм2.
Благодаря новому техническому решению стойкость подин методических печей ЦПШБ, собранных из вибронабивных корундовых блоков, увеличилась в 2 - 3 раза по сравнению с набивными подинами. Кроме того, предлагаемое изобретение по сравнению с известными обладает следующими преимуществами:
снижаются расходы на эксплуатацию печи и ремонтные нужды,
снижается ремонтный период методической печи на 10 суток,
уменьшается удельный расход условного топлива на 2 кг.
Использование вибронабивных блоков для подин методических печей ЦПШБ в условиях ОАО "Нижнетагильский металлургический комбинат" подтверждает промышленную применимость изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЖИГА УГЛЕРОДСОДЕРЖАЩИХ ЗАГОТОВОК | 1998 |
|
RU2152372C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2001 |
|
RU2215043C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ОГНЕУПОРНОЙ МАССЫ (ВАРИАНТЫ) | 2007 |
|
RU2348595C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЕЧИ | 2022 |
|
RU2802219C1 |
| СПОСОБ ФУТЕРОВКИ СВОДОВ | 1991 |
|
RU2094720C1 |
| СПОСОБ ФУТЕРОВКИ ЭЛЕМЕНТОВ ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2225884C2 |
| ОГНЕУПОРНАЯ НАБИВНАЯ МАССА ФУТЕРОВКИ | 2008 |
|
RU2390513C2 |
| ОГНЕУПОРНАЯ НАБИВНАЯ МАССА | 2003 |
|
RU2256631C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНОГО ТИГЛЯ | 2003 |
|
RU2246670C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ КОВША, ОГНЕУПОРНАЯ МАССА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И КОВШ ДЛЯ ПЕРЕВОЗКИ ЖИДКОГО МЕТАЛЛА | 1999 |
|
RU2147485C1 |
Изобретение относится к производству огнеупорных изделий, в частности, для футеровки высокотемпературных металлургических агрегатов. Для повышения термостойкости и высокотемпературной прочности огнеупорной футеровки, выполненной на основе корундовой массы, засыпают огнеупорную массу в форму, осуществляют многократное уплотнение массы трамбовкой и на виброплощадке в течение 2 - 3 мин. Обжиг полученных блоков производят отходящими дымовыми газами в течение 48 ч, постепенно поднимая температуру с 20 до 500oC по специально разработанному графику. Охлаждение блоков производят в отключенной печи в течение 8 ч, и дальнейшее охлаждение производят в естественных условиях. 1 з.п. ф-лы, 2 табл.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1291576, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, а вторское свидетельство, 1350151, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |

