Изобретение относится к металлургии, конкретнее к защите струи металла, вытекающей из сталеплавильного агрегата или сталеразливочного ковша.
Наиболее близким по технической сущности является способ защиты струи металла при его выпуске из сталеплавильного агрегата в сталеразливочный ковш и подачу на струю металла в ее верхней части в зоне ее истечения из сталеплавильного агрегата нескольких струй защитного газа через газоподводящие патрубки.
Недостатком известного способа является неудовлетворительное качество разливаемого металла. Это объясняется недостаточной защитой струи металла от окружающего воздуха. В этих условиях происходит интенсивное окисление кислородом воздуха разливаемого металла, что приводит к увеличенному содержанию в металле неметаллических включений и как следствие к браку разливаемых непрерывнолитых слитков по качеству макроструктуры и к уменьшению выхода годного металла.
Технический эффект при использовании изобретения заключается в улучшении качества разливаемого металла и непрерывнолитых слитков из него, а также в увеличении выхода годного металла.
Указанный технический эффект достигают тем, что в процессе выпуска металла из сталеплавильного агрегата в сталеразливочный ковш подают на струю металла в ее верхней части в зоне ее истечения из сталеплавильного агрегата нескольких струй защитного газа через газоподводящие патрубки.
В качестве защитного газа используют инертный газ, при этом дополнительно подают струи инертного газа на струю металла в ее нижней части в зоне ее контакта с зеркалом металла в сталеразливочном ковше одновременно с подачей струй инертного газа в зону истечения струй металла из сталеплавильного агрегата, а общий расход инертного газа определяют по формуле:
Q•Pатм/F1,2P=(50.1000),
где Q общий расход инертного газа на двух частях по длине струи, нм3/мин;
F1,2 суммарная площадь проходных отверстий газоподводящих патрубков соответственно на верхнем и нижнем участках струи металла, м2;
Pатм атмосферное давление, кг/см2;
P давление инертного газа в подводящих патрубках, кг/см2;
(50. 1000) эмпирический коэффициент, характеризующий гидродинамические закономерности распределения газа по периметру и длине струи металла, м/мин;
при этом отношение суммарных величин F1 и F2 проходных отверстий патрубков в верхней и нижней частях струи металла устанавливают в пределах 1-8.
Улучшение качества разливаемого металла и слитков из него будет происходить вследствие обеспечения надежной и полной изоляции струи металла от окружающего воздуха. В этих условиях не происходит окисление металла кислородом воздуха, в металле и в слитках уменьшается количество неметаллических включений.
Диапазон эмпирического коэффициента в пределах 50.1000 объясняется гидродинамическими закономерностями распределения подаваемого газа по периметру, а также длине струи. При меньших значениях не будет обеспечиваться необходимая защита струи металла от окружающего воздуха. При больших значениях будет происходить эжекция воздуха в струи инертного газа.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от весового расхода металла в струе, емкости сталеплавильного агрегата и сталеразливочного ковша. При этом учитывают, что длина струи увеличивается с увеличением емкости и габаритов сталеплавильного агрегата и сталеразливочного ковша.
Диапазон значений отношения в пределах 1.8 объясняется гидродинамическими закономерностями распределения струй инертного газа в верхней и нижней частях струи металла, а также по ее длине. При меньших значениях не будет обеспечиваться необходимая защита струи металла от окружающего воздуха в ее верхней части. При больших значениях не будет обеспечиваться необходимая защита струи металла в ее нижней части.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от весового расхода металла в струе, емкости сталеплавильного агрегата и сталеразливочного ковша.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ защиты струи металла при его выпуске из сталеплавильного агрегата осуществляют следующим образом.
Пример. В процессе выпуска стали марки СТ10 из конвертера в сталеразливочный ковш соответствующей емкости на струю металла подают инертный газ аргон через несколько широкофакельных патрубков, равномерно распределенных по периметру струи. Инертный газ в качестве защиты струи металла от воздуха подают одновременно в верхней части струи в районе истечения металла из сталеплавильного агрегата и в нижней части струи в районе ее контакта с зеркалом металла в сталеразливочном ковше. Патрубки в верхней части струи располагают на ленте конвертера, а в нижней части в районе контакта струи с зеркалом металла в сталеразливочном ковше. Патрубки, подающие инертный газ в районе контакта струи с зеркалом металла в сталеразливочном ковше, поднимаются вручную или при помощи специального механизма по мере подъема уровня металла в ковше. Расстояние от торцев патрубков до поверхности струи металла устанавливают в пределах 100.200 мм. Диаметр струи металла составляет 50.200 мм в зависимости от весового расхода металла.
Общий расход инертного газа устанавливают по зависимости:
где Q общий расход инертного газа на двух участках по длине струи, нм3/мин;
F1,2 суммарная площадь проходных отверстий газоподводящих патрубков соответственно на верхнем и нижнем участках струи металла, м2;
Pатм атмосферное давление, кг/см2;
P давление инертного газа в подводящих патрубках, кг/см2
(50. 1000) эмпирический коэффициент, характеризующий гидродинамические закономерности распределения газа по периметру и длине струи металла, м/мин.
Отношение суммарных площадей проходных отверстий патрубков в верхней и нижней частях струи металла устанавливают в пределах 1.8.
При подаче инертного газа по периметру струи происходит ее изоляция от окружающего воздуха. При этом инертный газ покрывает струю металла как на пути от летки конвертера до верхнего торца сталеразливочного ковша, так и до текущего положения зеркала металла в сталеразливочном ковше.
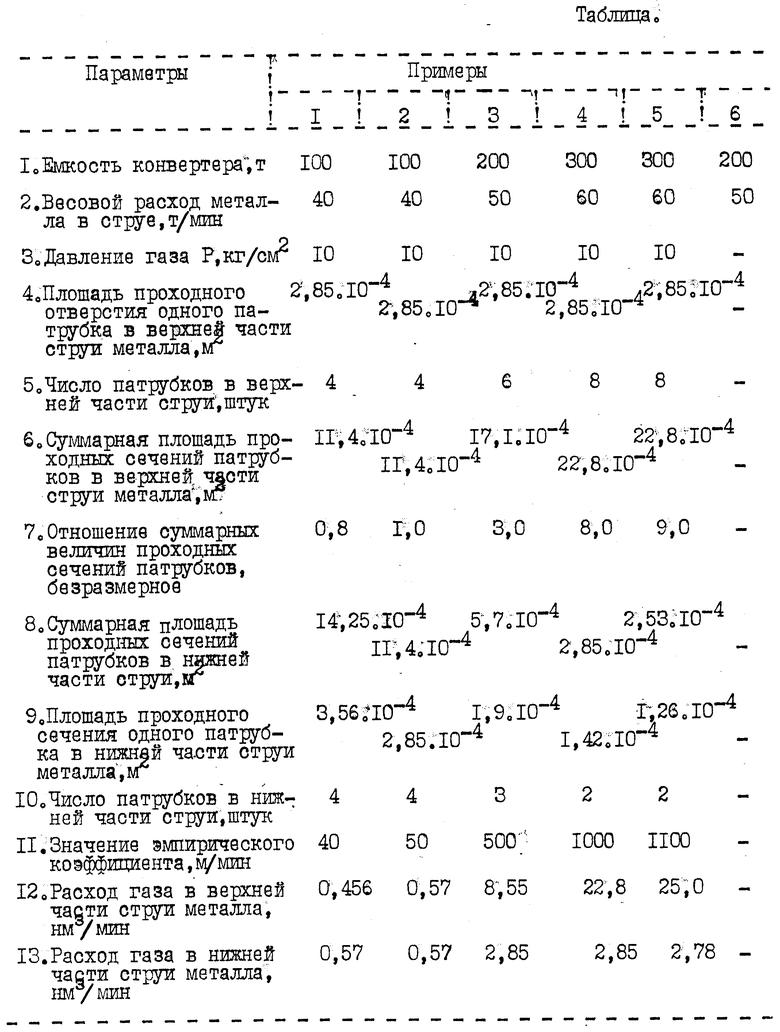
В таблице приведены примеры осуществления способа с различными технологическими параметрами.
В первом примере вследствие малого расхода инертного газа в верхней части струи не происходит ее надежная защита от окружающего воздуха.
В пятом примере вследствие большого расхода инертного газа в верхней части струи происходит эжекция воздуха в слой газа, окружающего струю металла. При этом не обеспечивается необходимая защита струи в нижней ее части.
В шестом примере, прототипе, вследствие подачи инертного газа в двух частях по длине струи не обеспечивается необходимая ее защита от окружающего воздуха. В этих условиях уменьшается выход годного металла и слитков по неметаллическим включениям.
В примерах 2-4 вследствие подачи инертного газа в двух частях по длине струи в оптимальных пределах обеспечивается ее надежная защита от окружающего воздуха.
Применение способа позволяет увеличить выход годного металла и слитков по неметаллическим включениям на 2-5% Экономический эффект подсчитан в сравнении с базовым объектом, за который принят способ защиты струи металла при его выпуске из сталеплавильного агрегата, применяемого на Новолипецком металлургическом комбинате.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2029657C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2033888C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2030954C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ С ОСОБО НИЗКИМ СОДЕРЖАНИЕМ УГЛЕРОДА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2031755C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2029658C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085330C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1995 |
|
RU2092275C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ С ОСОБОНИЗКИМ СОДЕРЖАНИЕМ УГЛЕРОДА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2092274C1 |
Изобретение относится к металлургии, конкретнее к защите струи металла, вытекающей из сталеплавильного агрегата или из сталеразливочного ковша. Технический эффект при использовании изобретения заключается в улучшении качества разливаемого металла и слитков из него, а также в увеличении выхода годного металла. Указанный технический эффект достигают тем, что в процессе выпуска металла из сталеплавильного агрегата в сталеразливочный ковш на струю металла подают несколько струй инертного газа. Инертный газ подают одновременно в верхней части струи в районе истечения металла из сталеплавильного агрегата и в нижней части струи в районе ее контакта с зеркалом металла в сталеразливочном ковше. Общий расход инертного газа устанавливают по зависимости:  где Q - общий расход инертного газа на двух участках по длине струи, нм3/мин; F1,2 -суммарная площадь проходных отверстий газоподводящих патрубков соответственно на верхнем и нижнем участках струи металла, м2; Pатм - атмосферное давление, кг/см2; P - давление инертного газа в подводящих патрубках, кг/см2; (50...1000) - эмпирический коэффициент, характеризующий гидродинамические закономерности распределения газа по периметру и длине струи металла, м/мин. При этом отношение суммарных величин F1 и F2 проходных отверстий патрубков в верхней и нижней частях струи металла устанавливают в пределах 1...8. 1 табл.
где Q - общий расход инертного газа на двух участках по длине струи, нм3/мин; F1,2 -суммарная площадь проходных отверстий газоподводящих патрубков соответственно на верхнем и нижнем участках струи металла, м2; Pатм - атмосферное давление, кг/см2; P - давление инертного газа в подводящих патрубках, кг/см2; (50...1000) - эмпирический коэффициент, характеризующий гидродинамические закономерности распределения газа по периметру и длине струи металла, м/мин. При этом отношение суммарных величин F1 и F2 проходных отверстий патрубков в верхней и нижней частях струи металла устанавливают в пределах 1...8. 1 табл.
Способ защиты струи металла при его выпуске из сталеплавильного агрегата, включающий выпуск металла из сталеплавильного агрегата в сталеразливочный ковш и подачу на струю металла в ее верхней части в зоне ее истечения из сталеплавильного агрегата нескольких струй защитного газа через газоподводящие патрубки, отличающийся тем, что в качестве защитного газа используют инертный газ, при этом дополнительно подают струи инертного газа на струю металла в ее нижней части в зоне ее контакта с зеркалом металла в сталеразливочном ковше одновременно с подачей струй инертного газа в зону истечения струи металла из сталеплавильного агрегата, а общий расход инертного газа определяют по формуле
Q • Ратм/F1 , 2 • Р (50 1000),
где Q общий расход инертного газа на двух участках по длине струи, нм3/мин;
F1 , 2 суммарная площадь проходных отверстий газоподводящих патрубков соответственно на верхнем и нижнем участках струи металла, м2;
Ратм атмосферное давление, кг/см2,
Р давление инертного газа в подводящих патрубках, кг/см2;
(50 1000) эмпирический коэффициент, характеризующий гидродинамические закономерности распределения газа по периметру и длине струи металла, м/мин,
при этом отношение суммарных величин F1 , 2 проходных отверстий патрубков в верхней и нижней частях струи металла устанавливают в пределах 1 8.
| СТАЛЕПЛАВИЛЬНЫЙ КОНВЕРТОР | 0 |
|
SU392098A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

