Изобретение относится к измерительной технике и может быть использовано в машиностроении, преимущественно для измерения отклонений от параллельности прямых в продольном сечении длинномерных деталей.
Известен способ измерения отклонений от параллельности прямых в плоскости с применение координатной измерительной машины, заключающийся в установке измеряемой детали на столе прибора, ориентировании ее в направлении одной из координатных осей, ощупывании измерительной головкой по точкам обеих измеряемых линий, определении по координатам измеренных точек средних или прилегающих прямых и разности расстояний между ними на длине нормируемого участка [1]
Однако на точность измерения данным способом влияет погрешность линии сравнения отклонения от прямолинейности относительного продольного перемещения измерительной головки и стола прибора, а при измерении длинномерных деталей этот способ трудно реализуем.
Наиболее близким техническим решением к изобретению является способ измерения отклонений от параллельности прямых в плоскости, заключающийся в установке измеряемого объекта на опорах, настройке измерительной головки по крайней точке одной из измеряемых прямых, повороте измеряемого объекта на опорах относительно измерительной головки на 180o, измерении отклонения от симметричности точек измеряемых прямых в поперечном сечении относительно оси вращения объекта, измерении расстояния между этими точками, перемещении измерительной головки вдоль объекта шаговым методом, повторении цикла действий на каждом шаге, нахождении центров поперечных сечений, определении точек профиля по этим центрам и обработке профилограмм [2]
Однако указанный способ позволяет измерять отклонения от параллельности прямых в плоскости, проходящей через ось вращения объекта, и не позволяет измерять эти отклонения в плоскости, смещенной относительно оси вращения объекта. Это сужает технологические возможности способа.
В основу изобретения была положена задача разработки способа, обеспечивающего расширение технологических возможностей при сохранении повышенной точности за счет измерения отклонений от параллельности прямых в продольных сечениях, не проходящих через ось вращения длинномерных деталей.
Это достигается тем, что устанавливают измеряемый объект на опорах, настраивают измерительную головку по крайней точке одной из измеряемых прямых, повертывают измеряемый объект на опорах относительно измерительной головки на 180o, повертывают измерительную головку на 180o вокруг оси, пересекающей ось вращения объекта и размещаемой параллельно плоскости расположения измеряемых прямых, измеряют отклонения от симметричности точек измеряемых прямых в поперечном сечении относительно оси вращения объекта, измеряют расстояние между этими точками, перемещают измерительную головку вдоль объекта шаговым методом, повторяют цикл действий на каждом шаге, находят центры поперечных сечений, определяют точки профиля по этим центрам и обрабатывают профилограмму.
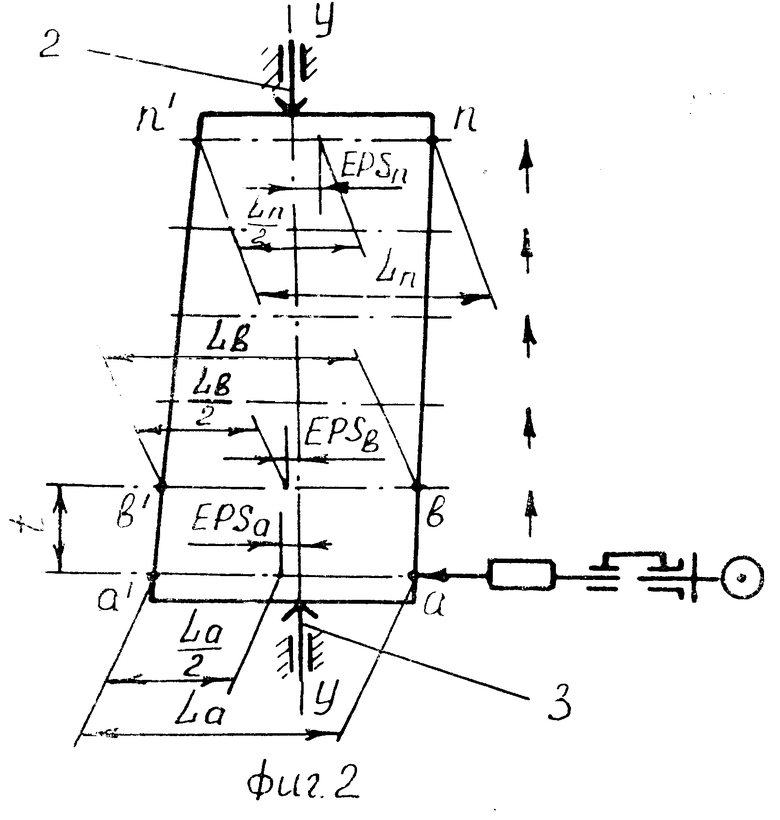
На фиг. 1 и 2 показана схема осуществления способа.
На основании 1 размещают опоры 2 и 3 и стойку 4 с оправкой 5. На опоры 2 и 3 устанавливают проверяемый объект 6, а на оправке 5 с возможностью поворота вокруг ее оси X-X размещают измерительную головку 7. Перед измерением оправку 5 перемещают вдоль стойки 4 до тех пор, пока ось X-X оправки 5 и ось вращения Y-Y измеряемого объекта 6 не будут расположены на одинаковом уровне от основания 1. Затем измерительную головку 7 приводят во взаимодействие с проверяемым объектом 6 в точке а в сечении a-a1. Проверяемый объект 6 повертывают на опорах 2 и 3 на 180o вокруг оси вращения Y-Y, а измерительную головку 7 также на 180o вокруг оси X-X оправки 5. В результате таких поворотов измерительная головка 7 будет взаимодействовать с второй измеряемой прямой в точке а1. Полуразность показаний измерительной головки 7 даст отклонение от симметричности EPSa точек а и а1 относительно оси вращения проверяемого объекта 6. Измеряют расстояние La в сечении a-a1, например, с помощью рычажной скобы. Измерительную головку 7 перемещают по основанию 1 на шаг t вдоль проверяемого объекта 6. Затем производят измерения в вышеописанной последовательности в сечениях B-B1 n-n1 отклонений от симметричности EPSb EPSn точек B n и B1-n1 измеряемых прямых относительно оси вращения проверяемого объекта 6, а также расстояние между этими точками Lb. Ln. На диаграмме наносят ось вращения проверяемого объекта 6 и поперечные сечения a-a1 n-n1 с шагом t, в которых от этой оси откладывают соответствующие отклонения от симметричности EPSa EPSn. Полученные точки соответствуют центрам поперечных сечений. От них по расстояниям La/2 Ln/2 находят положение точек профиля a, a1, B, B1 n, n1. Разность расстояний между ними на заданной длине с учетом масштабов определяет отклонение от параллельности прямых.
Таким образом, если известный способ позволяет измерять отклонения от параллельности только в одном продольном сечении, проходящем через ось вращения проверяемого объекта, то предлагаемый способ обеспечивает такие измерения в продольных сечениях, расположенных на любом уровне по отношению к этой оси, что расширяет технологические возможности при сохранении повышенной точности.
Использование: измерительная техника, преимущественно для измерения длинномерных деталей. Проверяемый объект 6 устанавливают на опоры. Шаговые продольные перемещения измерительной головки 7 чередуют с шаговыми поворотами этой головки и проверяемого объекта 6 на 180o. При этом в каждом поперечном сечении измеряют расстояние между точками измеряемых прямых и отклонение от симметричности этих точек относительно оси вращения проверяемого объекта 6. По измеренным величинам строят профилограмму, по которой определяют отклонение от параллельности прямых. 2 ил.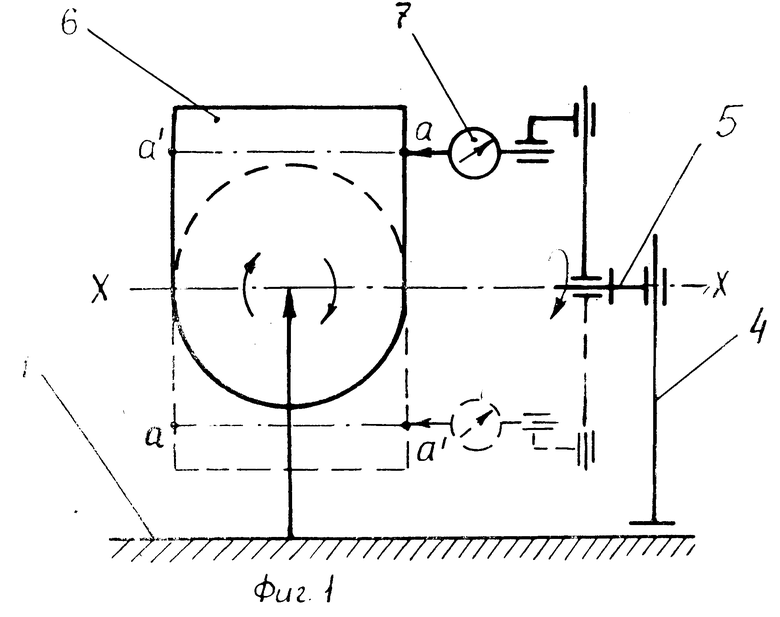
Способ измерения отклонения от параллельности прямых в плоскости, заключающийся в установке измеряемого объекта на опорах, настройка измерительной головки по крайней точке одной из измеряемых прямых, повороте измеряемого объекта на опорах относительно измерительной головки на 180o, измерении отклонения от симметричности точек измеряемых прямых в поперечном сечении относительно оси вращения объекта, измерении расстояния между этими точками, перемещении измерительной головки вдоль объекта шаговым методом, повторении цикла действий на каждом шаге, нахождении центров поперечных сечений, определении точек профиля по этим центрам и обработке профилограмм, отличающийся тем, что перед измерением отклонения от симметричности точек измеряемых прямых поворачивают на 180o измерительную головку вокруг оси, пересекающей ось вращения объекта и размещаемой параллельно плоскости расположения измеряемых прямых.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Единая система допусков и посадок СЭВ в машиностроении и приборостроении | |||
| Контроль деталей /Справочник.- М.: Издательство стандартов, 1987, с | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ измерения отклонений от параллельности прямых в плоскости | 1990 |
|
SU1737255A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
