Изобретение относится к измерительной технике, в частности к способам измерения ширины паза и его симметричности относительно центра наружной сферической поверхности.
Известен способ измерения отклонений расположения плоскостей относительно центра наружной сферической поверхности, заключающийся в том, что размещают стойку на установочной плоскости, устанавливают прижим на стойке, устанавливают на базирующем элементе отсчетное устройство, обеспечивая его измерительному щупу заданный вылет в коническом отверстии базирующего элемента, размещают базирующий элемент на установочной плоскости в положение, при котором ось конического отверстия перпендикулярна рабочей поверхности прижима, устанавливают объект измерения сферической поверхностью в коническое отверстия, обеспечивая контакт первой измеряемой плоскости объекта измерения с измерительным щупом, подводят прижим к объекту измерения и одновременно вращают объект измерения в базирующем элементе, добиваясь прилегания рабочей поверхности со второй измеряемой плоскостью, снимают первое показание отсчетного устройства, отводят прижим, переустанавливают объект измерения в коническом отверстии, обеспечивая контакт второй измеряемой плоскости с измерительным щупом, повторяют подвод прижима с вращением объекта измерения в базирующем элементе, добиваясь прилегания рабочей поверхности прижима с первой измеряемой плоскостью, снимают второе показание отсчетного устройства, определяют отклонения от настроенного значения расстояния от измеряемых плоскостей до центра сферической поверхности по показаниям отсчетного устройства, а по их полуразности - отклонение от симметричности плоскостей относительно упомянутого центра (RU 2456539 С1. Бюл. №20. 2012).
Однако известный способ не позволяет измерять геометрические параметры паза на сферической поверхности детали.
Прототип - способ измерения параметров паза на наружной поверхности детали, который включает установку детали на измерительное устройство с совмещением при этом центра наружной сферической поверхности с плоскостью сравнения, установку первой и второй стоек с основными измерительными головками на основание с расположением наконечников этих головок на одинаковом вылете от плоскости сравнения и с возможностью касания с боковой поверхностью измеряемого паза в двух точках, установку двух стоек с дополнительными измерительными головками на основание с расположением их измерительных щупов на одинаковой высоте от основания и с возможностью касания с дном измеряемого паза в точках на его концах, выверку углового положение детали путем ее вращения вокруг каждой из трех координатных осей, достигая при этом выравнивания показаний дополнительных головок и выравнивания показаний основных измерительных головок, фиксацию первого выравненного информационного параметра по показаниям одной из основных головок, переустановку детали с поворотом на 180°, повторение выверки углового положения детали для нахождения второго выравненного информационного параметра, которой затем фиксируют, определение искомого отклонения ширины паза по сумме первого и второго выравненных информационных параметров, а отклонения от его симметричности - по их полуразности (RU 2785969. Бюл.№35, 2022).
Однако измерение параметров паза указанным способом требует переустановки объекта измерения в измерительном устройстве и повторной выверки его углового положения, что снижает производительность способа. Проблемой является разработка способа, обеспечивающего измерения отклонения ширины и отклонения от симметричности паза, выполненного на наружной сферической поверхности детали, без ее переустановки.
Техническим результатом является повышение производительности измерения за счет исключений переустановки объекта измерения и повторной выверки его положения в измерительном узле.
Решение проблемы и технический результат достигают тем, что способ измерения параметров паза на наружной сферической поверхности детали включает установку детали на базирующий элемент измерительного устройства, установку стойки на основание, установку двух основных и одной дополнительной измерительных головок, выверку углового положения детали по трем ее координатным осям, определение двух информационных параметров и определение искомых параметров паза: отклонение ширины и отклонение от симметричности, причем при установке детали совмещают центр ее наружной сферической поверхности с плоскостью сравнения, при установке основных измерительных головок обеспечивают их наконечникам одинаковый вылет от плоскости сравнения и одинаково заданное расположение по высоте от основания, выверку углового положения детали выполняют совместными поворотами вокруг координатных осей и измерений отклонений от настроенного расстояния от плоскости сравнения до двух точек, расположенных друг относительно друга на заданной длине боковой стороны, с помощью основных измерительных головок, достигая при этом выравнивания показаний упомянутых головок с последующей фиксацией выравненного показания, который принимают за первый информационный параметр. Согласно изобретению после установки стойки устанавливают в паз детали пластины равной ширины: основную пластину с наклонной гранью и боковой стороной и дополнительную пластину с наклонной плоскостью и с узкой и широкой боковыми поверхностями, обеспечивая прилегание наклонной грани к наклонной плоскости, а на стойку - прижим с обеспечением возможности его взаимодействия с дополнительной пластиной, кроме того основные и дополнительную измерительные головки устанавливают на базирующем элементе, размещая при этом основные головки с возможностью измерения отклонений расположения двух точек боковой стороны основной пластины, а дополнительную головку - с обеспечением ее наконечнику вылета относительно плоскости сравнения, равного вылетам наконечников основных головок, и взаимодействия с узкой боковой поверхностью дополнительной пластины, при выверке углового положения подводят прижим к детали и прижимают его к верхней плоскости дополнительной пластины, обеспечивая при этом повороты детали вокруг ее продольной и поперечной осей, а также прилегание широкой боковой поверхности дополнительной пластины к одной боковой стороне паза, а боковой стороны основной пластины - к его другой боковой стороне, другой информационный параметр определяют измерением отклонения от настроенного расстояния от плоскости сравнения до узкой боковой поверхности дополнительной пластины с помощью дополнительной измерительной головки, причем отклонение ширины паза определяют по разнице первого и второго информационных параметров, а отклонение от его симметричности - по их полусумме.
Сравнение заявляемого способа с прототипом показывает следующее. Заявляемый способ включает в себе дополнительные операции, выполняемые с помощью измерительного устройства, а также характеризуется измененными условиями выполнения ряда операций. При этом новые операции по установке пластин в проверяемый паз и условия их размещения, иное содержание операции по выверке углового положения детали, а также иные условия размещения двух основных и одной дополнительной измерительных головок позволяют получить информационные параметры с одной установки детали и исключить ее переустановку и повторную выверку. Таким образом достигаются решение проблемы и заявленный технический результат.
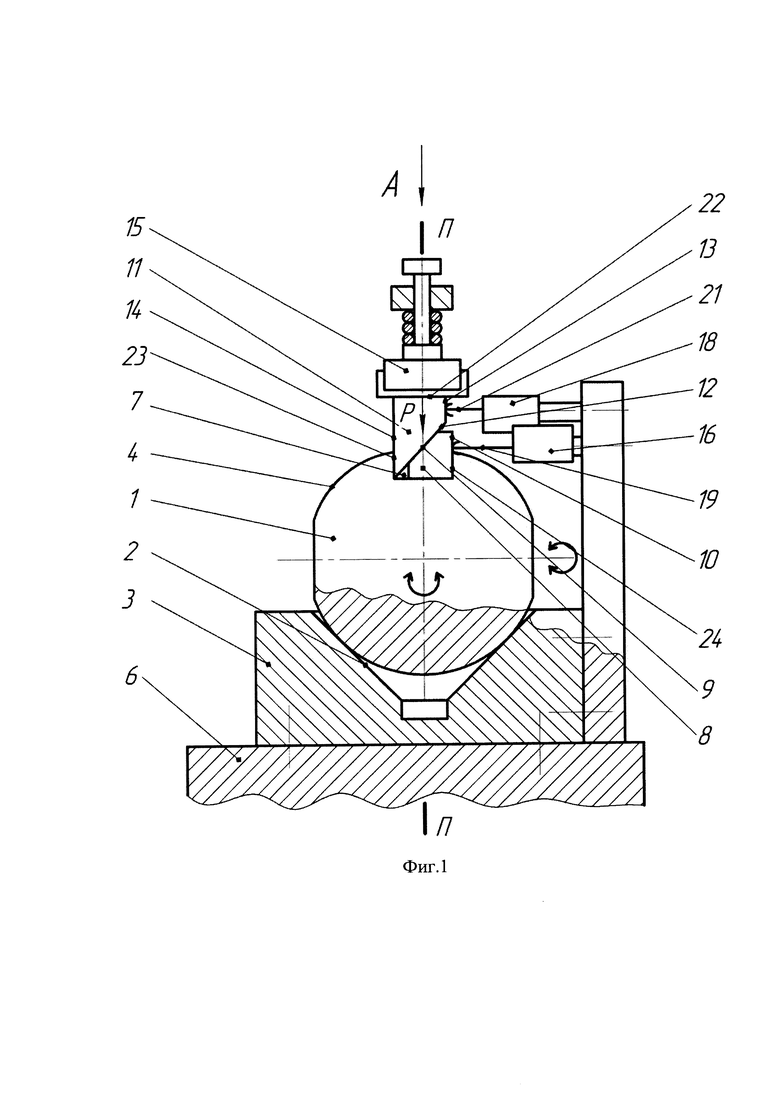
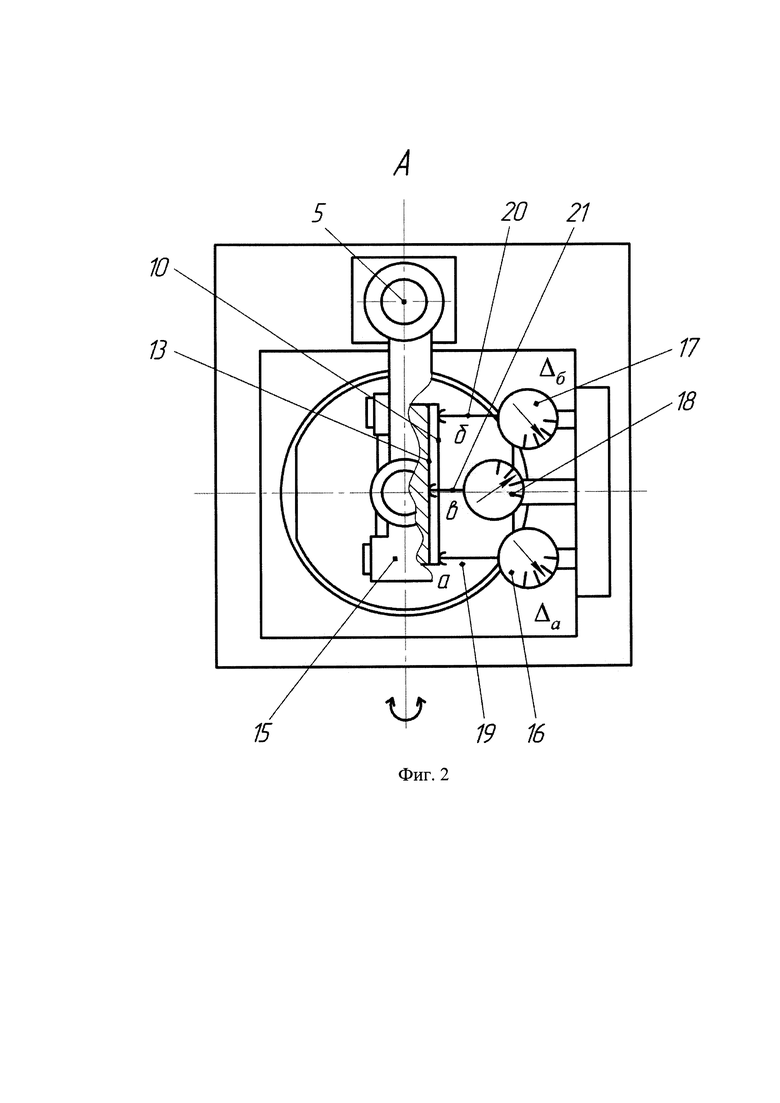
Изобретение поясняется графическими материалами, где на фиг. 1 показана схема осуществление способа, вид спереди; на фиг. 2 - вид А на фиг. 1.
Измеряемую деталь 1 устанавливают в коническое углубление 2 базирующего элемента 3 сферической поверхностью 4, совмещая при этом центр упомянутой поверхности с плоскостью сравнения П. Устанавливают стойку 5 на основание 6. Устанавливают в паз 7 детали 1 две пластины равной ширины: основную пластину 8 с наклонной гранью 9 и боковой стороной 10 и дополнительную пластину 11 с наклонной плоскостью 12 и с узкой 13 и широкой 14 боковыми поверхностями. При этом обеспечивают прилегание наклонной грани 9 к наклонной плоскости 12. Устанавливают прижим 15 на стойку 5, обеспечивая ему возможность взаимодействия с дополнительной пластиной 11. Устанавливают две основные 16 и 17 и дополнительную 18 измерительные головки на базирующем элементе 3. При установке основных измерительных головок 16 и 17 обеспечивают их наконечникам 19 и 20 одинаковый вылет от плоскости сравнения П и одинаково заданное расположение по высоте от основания 6, размещая их с возможностью измерения отклонений расположения двух точек а и 6, расположенных друг относительно друга на заданной длине боковой стороны 10 основной пластины 8. При установке дополнительной измерительной головки 18 обеспечивают ее наконечнику 21 вылет относительно плоскости сравнения П, равный вылетам наконечников 19 и 20, и взаимодействие с узкой боковой поверхностью 13 дополнительной пластины 11 в точке в. Выверяют угловое положение детали 1 по трем ее координатным осям путем совместных ее поворотов вокруг упомянутых осей и измерений отклонений от настроенного расстояния от плоскости сравнения П до двух точек а и б с помощью основных измерительных головок 16 и 17. При этом повороты детали 1 вокруг ее продольной и поперечной осей обеспечиваются подводом и прилеганием прижима 15 к верхней плоскости 22 дополнительной пластины 11. Кроме того, давлением Р прижима 15 достигают прилеганий широкой поверхности 14 дополнительной пластины 11 к боковой стороне 23 паза 7, а боковой стороны 10 основной пластины 8 - к его боковой стороне 24. При выверке достигают выравнивания показаний Δа и Δб основных измерительных головок 16 и 17 и фиксируют первый информационный параметр Δ1 по показанию одной из упомянутых основных головок. Определяют второй информационный параметр Δ2, за который принимают отклонение Δв от настроенного расстояние от плоскости сравнения П до точки в на узкой боковой поверхности 13 дополнительной пластины 11, полученное измерением с помощью дополнительной измерительной головки 18. Фиксируют второй информационный параметр Δ2. Определяют искомое отклонение ширины паза по разнице первого Δ1 и второго Δ2 информационных параметров, а искомое отклонение от его симметричности Δсим - по их полусумме, т.е. Δсим=(Δ1+Δ2)/2.
Таким образом без переустановки детали в измерительном устройстве измеряют два параметра паза, выполненного на ее сферической поверхности: отклонение ширины и отклонение от его симметричности относительно центра сферической поверхности.
Способ может быть использован на машиностроительных предприятиях при измерении деталей, содержащих сферическую поверхность и паз на этой поверхности, например, на шаровой заслонке.
Изобретение относится к измерительной технике, в частности к способам измерения ширины паза и его симметричности относительно центра наружной сферической поверхности. В способе устанавливают деталь на измерительное устройство, совмещая при этом центр наружной сферической поверхности с плоскостью сравнения. Устанавливают в паз детали основную и дополнительную пластину равной ширины. Выверяют угловое положение детали путем совместных ее поворотов вокруг каждой из трех координатных осей и измерений отклонений от настроенного расстояния от плоскости сравнения до двух точек боковой стороны основной пластины. Повороты детали вокруг ее продольной и поперечной осей обеспечиваются подводом и прилеганием прижима к дополнительной пластине. При выверке достигают выравнивания показаний основных головок. Фиксируют первый информационный параметр по показанию одной из основных головок. Определяют второй информационный параметр, за который принимают отклонение от настроенного расстояния от плоскости сравнения до узкой боковой поверхности дополнительной пластины, полученное с помощью дополнительной головки. Определяют отклонение ширины паза по разнице первого и второго информационных параметров, а отклонение от его симметричности - по их полусумме. Технический результат: повышение производительности измерения за счет исключений переустановки объекта измерения и повторной выверки его положения в измерительном узле. 2 ил.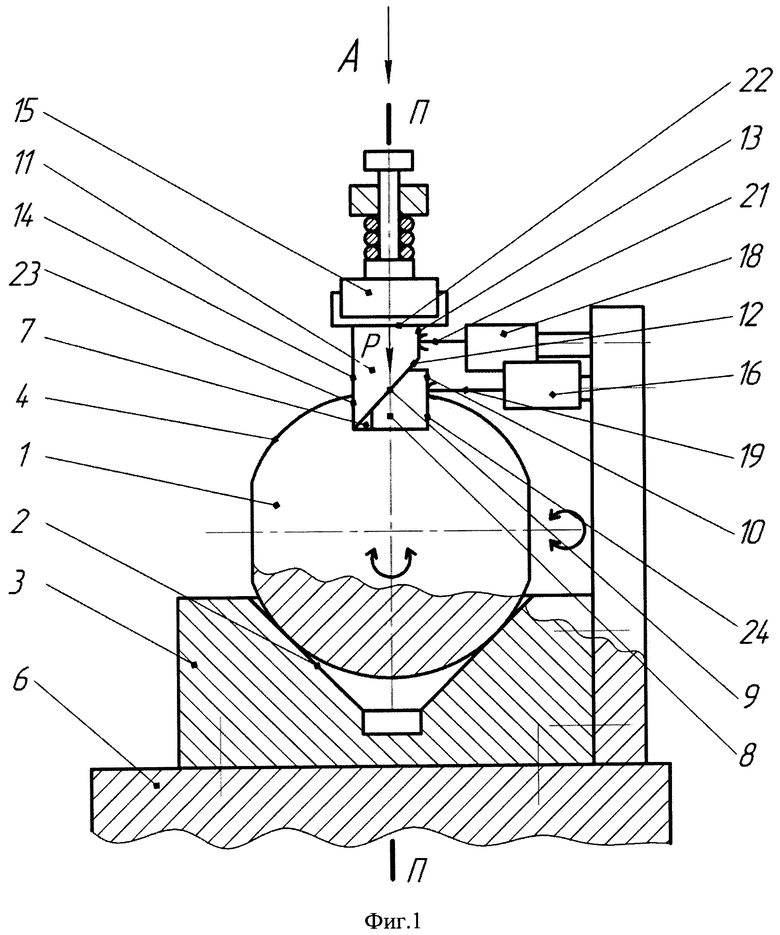
Способ измерения параметров паза на наружной сферической поверхности детали, включающий установку детали на базирующий элемент измерительного устройства, установку стойки на основание, установку двух основных и одной дополнительной измерительных головок, выверку углового положения детали по трем ее координатным осям, определение двух информационных параметров и определение искомых параметров паза: отклонение ширины и отклонение от симметричности, причем при установке детали совмещают центр ее наружной сферической поверхности с плоскостью сравнения, при установке основных измерительных головок обеспечивают их наконечникам одинаковый вылет от плоскости сравнения и одинаково заданное расположение по высоте от основания, выверку углового положения детали выполняют совместными поворотами вокруг координатных осей и измерений отклонений от настроенного расстояния от плоскости сравнения до двух точек, расположенных друг относительно друга на заданной длине боковой стороны, с помощью основных измерительных головок, достигая при этом выравнивания показаний упомянутых головок с последующей фиксацией выравненного показания, которое принимают за первый информационный параметр, отличающийся тем, что после установки стойки устанавливают в паз детали пластины равной ширины: основную пластину с наклонной гранью и боковой стороной и дополнительную пластину с наклонной плоскостью и с узкой и широкой боковыми поверхностями, обеспечивая прилегание наклонной грани к наклонной плоскости, а на стойку - прижим с обеспечением возможности его взаимодействия с дополнительной пластиной, кроме того основные и дополнительную измерительные головки устанавливают на базирующем элементе, размещая при этом основные головки с возможностью измерения отклонений расположения двух точек боковой стороны основной пластины, а дополнительную головку - с обеспечением ее наконечнику вылета относительно плоскости сравнения, равного вылетам наконечников основных головок, и взаимодействия с узкой боковой поверхностью дополнительной пластины, при выверке углового положения подводят прижим к детали и прижимают его к верхней плоскости дополнительной пластины, обеспечивая при этом повороты детали вокруг ее продольной и поперечной осей, а также прилегания широкой боковой поверхности дополнительной пластины к одной боковой стороне паза, а боковой стороны основной пластины - к его другой боковой стороне, другой информационный параметр определяют измерением отклонения от настроенного расстояния от плоскости сравнения до узкой боковой поверхности дополнительной пластины с помощью дополнительной измерительной головки, причем отклонение ширины паза определяют по разнице первого и второго информационных параметров, а отклонение от его симметричности - по их полусумме.
| Способ измерения параметров паза на наружной сферической поверхности детали | 2022 |
|
RU2785969C1 |
| ИНДИКАТОРНЫЙ КАЛИБР ДЛЯ КОНТРОЛЯ ГЛУБИНЫ СЕГМЕНТНОГО ШПОНОЧНОГО ПАЗА | 0 |
|
SU188032A1 |
| ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ КОНТРОЛЯ РАДИУСА КРИВИЗНЫ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ БЕСКОНЕЧНОЙ ДЛИНЫ | 2014 |
|
RU2568332C1 |
| Устройство для передачи груза с одного подвесного конвейра на другой | 1973 |
|
SU480616A1 |
| ВСТАВКА ДОПОЛНИТЕЛЬНЫХ ДАННЫХ В СИГНАЛ | 1999 |
|
RU2249308C2 |
| CN 110793410 A, 14.02.2020. | |||

